KEY CONCEPTS
•
Maintenance and maintenance practices vary across industries, but there is growing recognition that effective and timely maintenance can provide a positive return on investment.
•
How management views the importance and value of maintenance practices impacts how effective a company is at saving money while having productive, well-maintained equipment.
•
While the type of maintenance a particular piece of equipment needs varies, a facility-wide maintenance plan that accommodates different equipment requirements and different levels of maintenance can provide significant savings.
Maintenance practices vary across industry, ranging from close attention to maintenance schedules to general disregard beyond breakdown maintenance. Improving maintenance practices translates into bottom-line benefits such as reduced wear on equipment and increased production. However, the cultural attitude toward maintenance practices impacts how a company performs in terms of both saving money and having productive, well-maintained equipment (
see Types of Maintenance).
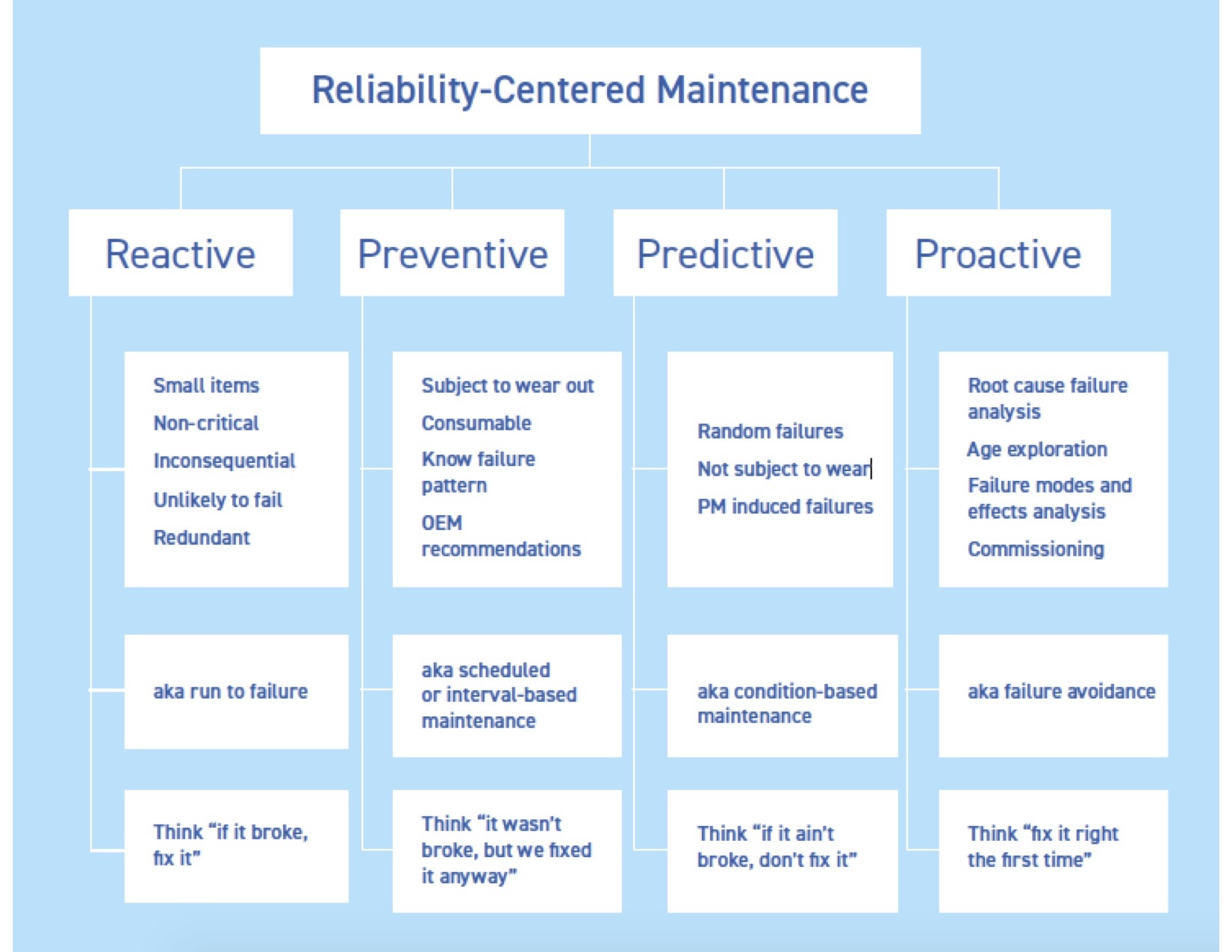 Figure 1. Four general types of maintenance. Figure adapted from NASA Reliability-Centered Maintenance Guide for Facilities and Collateral Equipment, September 2008. Available here.
Figure 1. Four general types of maintenance. Figure adapted from NASA Reliability-Centered Maintenance Guide for Facilities and Collateral Equipment, September 2008. Available here.

Types of maintenance
Four general types of maintenance have been identified as shown in Figure 1: reactive, preventive, predictive and proactive.
Reactive maintenance. Reactive or breakdown maintenance is repairing equipment when something breaks or when time is available. As an example, this can mean oil changes happening well past the recommended intervals. Reactive maintenance, or run-to-failure approaches, costs less in the short term because there is no investment in plant maintenance. However, studies have found this approach to maintenance costs two to five times as much as proactive maintenance.
A
One reason for these high costs is that unplanned repairs can cost significantly more when they involve downtime, lost production, safety and environmental risks. Complex repairs are expensive both in terms of the repair itself and in terms of missed deadlines for customer orders. Facilities using this approach tend to have short mean time between stoppage (MTBS) metrics.
While reactive maintenance is appropriate when parts are inexpensive and simple to replace (e.g., lightbulbs), a more aggressive maintenance approach can significantly improve a company’s profit and loss.
Preventive maintenance. Preventive maintenance is scheduled, or interval-based, maintenance intended to lessen the likelihood of equipment failing. While this approach is generally better than reactive maintenance, it still can cost more in the long term than other approaches that more closely assess when maintenance is actually needed.
Predictive maintenance. Predictive or condition-based maintenance uses sample data to allow for coordinating maintenance programs to predict and respond to equipment failures before they occur. The benefits of this approach include minimizing equipment downtime while also reducing maintenance costs by eliminating unnecessary scheduled maintenance. The key is performing the right tests on the right equipment at the right time to predict when maintenance is needed. Additionally, predictive maintenance tends to be noninvasive, allowing equipment to continue operating.
This approach requires equipment to be monitored with as little of a break in maintenance as possible. Longer times between stoppages and improved equipment life might result in higher service costs; however, these costs are more than countered by improved productivity from well-maintained equipment.
Proactive maintenance. In contrast, proactive maintenance aims to anticipate and manage equipment failures before they occur. By determining the root causes of failures, these failures can be eliminated or managed to improve plant efficiency while eliminating unneeded service. The optimal maintenance strategy can be identified through using sensors to collect vibrational or temperature data, which can allow for prediction of impending equipment failures so time isn’t wasted performing unnecessary service.
Proactive maintenance involves the use of processes like root cause analysis and failure mode and effect analysis (FMEA) to determine why an asset failed so that the cause might be eliminated and risk can be managed effectively. Some aspects of predictive technologies also can be used to identify the presence of failure root causes prior to equipment damage taking place. Properly using these technologies and taking appropriate action prior to equipment damage falls into the proactive domain.
The McKinsey Global Institute has estimated that proactive maintenance can lead to a 10%-40% reduction in costs, up to a 50% reduction in downtime and 3%-5% lower equipment and capital investment costs through extending machine life.
1 By deciding when preventive maintenance makes sense, asset life is extended, while the need for major repairs is minimized, allowing assets to work harder and boosting their contributions to earnings.
A. Reactive maintenance vs. proactive maintenance: You’re paying 2-5X more for maintenance, Nov. 15, 2018. Available here.
Spending money wisely on effective maintenance can pay through better running equipment that runs longer and does more work than equipment that is frequently broken. In other words, less money spent on purchasing new parts and equipment and more time running that equipment translates to a more efficient operation with fewer operating expenses.
Company management culture
STLE member Roger Young is a senior field technical advisor for Imperial Oil, Ltd., covering the territories of Northern Alberta, the Northwest Territories and the Yukon. Young notes that a company’s basic culture “is usually dictated by the core values identified by senior management and the leadership team.” He says that the message sent by the leadership team “is usually a good indicator of their true business goals and ambitions, and how open they are to using technology to assist in reaching these goals.”
Young says, “A company that has a strong and advanced technical culture and mindset will likely have a competitive advantage over companies that lack in this area.” By dedicating the necessary resources to product or process trials, a company can “reap considerable rewards, while keeping risk to assets and capital to a minimum.” However, if an asset is not well maintained, then, as an example, using an expensive premium or synthetic lubricant does not make sense.
While it can be challenging to find the money to support maintenance and reliability initiatives, there is almost always a high return on investment. Young notes, “When this capital is spent properly, the benefits will far outweigh the spend.” An example of this is in lubricant selection. By selecting the proper lubricant for a piece of equipment, even an expensive lubricant will end up saving money by extending oil life. Young has seen “double the service life of some high-cost components due to improved maintenance practices, preventive maintenance strategies, condition monitoring, failure analysis, lubricant selection, etc.” Young has seen these savings translated into saving millions of dollars per year on a recurring basis for some customers.
Naimesh Vadhwana is a maintenance planner supervisor for Kruger Products L.P. in New Westminster, British Columbia, Canada. Vadhwana states, “Management sets the tone of an organization; if management does not put resources toward the technical side of an organization, or routinely ignores the recommendations of the technical group, the technical side of the organization will decline.” When management acts on the technical group’s recommendations, those personnel will be motivated to find better solutions and might even look to optimize issues that haven’t yet been a problem.
Emlyn Eager, fleet maintenance engineer with BC Transit in Victoria, British Columbia, Canada, notes that management culture can affect an organization’s technical culture. Eager says, “Management culture can either promote a fact-based, data-driven, logical approach to technical issues or prevent it.” If management has preconceived notions about technical tools or strategies, these ideas can hamper progress toward better maintenance and lubrication programs.
Young notes that while “it is common for any company to get stuck in a rut, doing the same things the same way for a long time, and never being aware of the need to change,” this mentality can be costly when inefficiencies are not identified or questioned. Sometimes moving employees into different roles can break routine and bring new ideas to what have been routine processes. Third-party contractors or auditors also can fill this role.
Management engagement. Young notes that for maintenance projects to succeed, management must be onboard with a commitment of financial and human resources to drive the project. However, too much direction from management can stall an initiative if layers of approvals, processes and reporting are required. Young says, “Folks working on the ground level should always have a voice, and ideas from the field should be looked at” when making changes. Theories and projects from the industry, as a whole, also should be sought out to see if others’ successes could be a fit. Staying connected to the broader field is vital to successful maintenance programs.
Reducing overall costs. Vadhwana says, “Putting resources toward data acquisition and analysis reduces overall costs.” For example, lubricant analysis can accomplish this by measuring wear particles to determine abnormal wear or even to identify the source part.
This approach allows for planned replacement of a failing component prior to catastrophic failure, meaning that the part is acquired, the production schedule adjusted and personnel made available to affect the repair. Vadhwana states, “Replacing a component due to catastrophic failure can cost seven times as much as replacing a non-failed component due to factors such as overtime, rushed delivery of components, contamination of other systems as well as lost production.”
Moving toward “better.” Young notes that while safety and environmental benefits are classic goals of any maintenance project, additional benefits can be found over time. Young identifies such potential benefits like “reduced shipping and handling of products or spares, increased warehouse capacity, reduced demand on wash bays, reduction of waste material created for removal and many others.” Recognizing the possibility for these types of very real benefits can help engage management in these types of maintenance projects.
Vadhwana notes the importance of employee recognition to better morale and to encourage employee creativity and diligence. Also, when management is both engaged and accessible, the workforce will feel valued and more engaged with finding solutions. When trying to understand why a task is performed a certain way yields nothing more than “it’s always been done this way,” there is the potential to seek a better solution.
Eager agrees that an engaged management team can more easily gain buy-in from the frontline employees, facilitating a smoother and more efficient rollout of new maintenance programs and practices. Coordinated efforts between management and frontline employees can further drive creativity and idea generation. Management engagement also leads to management having a better grasp of the challenges faced by frontline employees.
Vadhwana gives the example of oil change intervals. If oil has always been changed at 500-hour intervals, an engaged workforce will be more inclined to ask if that interval has been reassessed to reflect advances in lubricant technology. Better intervals might be possible given advances in lubricant science.
Eager further explains how a company can take good care of its assets through maintenance to actually gain on asset life cycle costs. The right maintenance at the right time can reduce materials and labor costs over the life cycle of an asset or a fleet. Eager provides the example of engines in a fleet of mining equipment. Changing out engines at a specific interval (e.g., 18,000 hours) that was defined by either historical data or by an OEM might limit production.
In other words, Eager notes a well-maintained engine could last until 24,000 hours, or if operated in a harsh environment, that engine might only last 15,000 hours. Using maintenance and reliability tools (e.g., oil analysis, vibration analysis, maintenance history, onboard sensor data) might allow for predictions of when the engine is nearing failure. Eager says, “Instead of the engine being replaced at the somewhat arbitrary 18,000-hour interval, the engine could have a planned replacement” at a more customized interval. In the case of the longer interval, several engine replacements could be saved over the asset’s life cycle. In contrast with the shorter interval, the exorbitant costs of a failure in the field are avoided.
Eager notes this sort of planned approach to maintenance is usually more cost-effective as it allows for equipment life to be maximized, increasing equipment uptime while reducing overall labor and materials costs. Overall, this approach permits organizations to plan and schedule jobs more efficiently. Identifying the type of maintenance that is most appropriate for a given piece of equipment can contribute significantly to improving the bottom line.
 Using improved maintenance plans
Using improved maintenance plans
Eager notes, “Many of the best ideas for improved maintenance tools and practices come from employees who are closest to the maintenance work itself: the frontline maintenance employees.” When management teams engage with those employees, the company better understands where the greatest challenges and biggest wins lie.
Management needs to understand the challenges maintenance teams face in order to implement the right tools and programs for success. This understanding also is key to encouraging commitment and buy-in from frontline staff who end up with a sense of ownership over the work when their expertise is recognized by management. In addition, given the rapid pace of technological improvements, keeping up with the latest tools and technologies is key for any maintenance team to be successful.
Eager notes that one approach “is to form a working group committee of mechanics or trades that brainstorm ideas to make a shop or maintenance program more efficient.” Management then needs to come to the table to support the execution of these ideas. Ideas can range from new tooling to shop bay setup. While some ideas will involve a financial commitment to implement, some might be inexpensive, yet provide significant return on investment over time.
Management steering organizations to performance
Eager has seen both ends of the spectrum in terms of management engagement with maintenance concepts. For example, Eager has “worked with organizations who don’t see the value in oil analysis programs and with organizations who rely heavily on oil analysis to drive maintenance strategies.” For Eager, the difference in management style comes from different levels of experience and education. Management personnel who lack experience in building successful oil analysis programs might find it challenging to understand the possible gains these programs offer. These managers can be helped through education on potential wins of these programs.
How management views maintenance practices impacts how effective a company is at saving money while having productive, well-maintained equipment. Having a maintenance plan that accommodates different equipment requirements and different levels of maintenance can significantly contribute to a facility’s bottom line and a positive return on investment.
Additional information can be found in recent articles.
1,2
REFERENCES
1.
Zabawski, E. (2020), “Maintenance nomenclature,” TLT,
76 (12), pp. 10-11. Available
here.
2.
Aikin, A. (2021), “The process of effective predictive maintenance,” TLT,
77 (2), pp. 34-40. Available
here.
Andrea R. Aikin is a freelance science writer and editor based in the Denver area. You can contact her at pivoaiki@sprynet.com.