Lubricant additives: What degree are they removed by filtration systems?
Dr. Neil Canter Contributing Editor | TLT Feature Article December 2013
Several factors indicate that additive removal by filters is nonexistent in properly maintained lubricant systems.
KEY CONCEPTS
• Concern has been raised in the lubricant industry on an anecdotal basis that filters may remove additives from lubricants.
• Filtration studies on new and used lubricants prepared with several basestocks shows that no additives are removed from these lubricants after they were filtered several hundred times.
• Additives are not removed from properly maintained lubricant systems but contamination (from water in particular) increases the possibility of spent additive removal.
LUBRICANT MANUFACTURERS FACE EXTENSIVE CHALLENGES in formulating products for their end-user customers. Several articles have been published in TLT discussing many techniques for helping lubricant companies and end-users achieve superior performance for their lubricants and production machines.
One issue that has not received much attention is concern about whether filters are involved in removing additives from lubricants. There is no question that the role of filtration equipment in maintaining lubricant systems is crucial. In the November TLT, an article based on a Webinar presentation sponsored by STLE University reviewed the fundamentals of filtration (1). (available digitally.)
Filters serve the purpose of removing contaminants from lubricant systems that, if left, can significantly reduce operating life and affect the performance of production machines. The particles trapped from filters can range in size from 40 microns down to the 6-10 micron range. This latter range is the focus for most filters.
Concern has been raised in the lubricant industry on an anecdotal basis that filters might also remove additives from lubricants as they remove contaminants. Such a scenario could reduce the effectiveness of the lubricant and adversely impact its application. The purpose of this article is to gain insight from key industry experts representing the additive supplier, basestock supplier, lubricant supplier and filter-supplier market segments on this issue.
None of the six respondents interviewed wished to be identified, so they will be referred to as:
1. Additive Supplier
2. Basestock Supplier
3. Filter Supplier No. 1
4. Filter Supplier No. 2
5. Filter Supplier No. 3
6. Lubricant Supplier.
ADDITIVE VULNERABILITY
The initial topic that needs to be covered is the solubility of additives in the main types of basestocks that are used in the lubricant industry. This covers the four types of mineral oils (Group I, II and III) and naphthenic oil, polyalphaolefins (PAOs-Group IV) and the synthetic basestocks grouped into Group V (dibasic and polyol esters, polyalkylene glycols (PAGs), phosphate esters and alkylated aromatics).
The additive supplier representative says, “Virtually all types of additives follow the same trend as we move from Group I to Group IV—the solvency of the oil decreases such that some additives that appear to be fine in Group I and Group II may drop out in Group III and IV. To compensate for products prepared with Group III or Group IV oils, lubricant companies either do not use these additives or else formulate with a co-stock (such as an ester or an alkylated aromatic) to improve base oil solubility.”
The additive supplier stresses that no additives are recommended for a specific lubricant application if they will precipitate out under stressed conditions. The individual says, “We do not recommend any insoluble additives for use in a well-formulated lubricant.”
All additives recommended for a basestock are evaluated in aging studies in that specific basestock at elevated temperatures and under cold temperature storage. The additive supplier says, “Solvency has become a significant consideration as oil refining has evolved over the past 20 years. We define an additive as soluble in a particular basestock if no haze is seen under the various conditions the lubricant is expected to encounter as it is used.”
This view means that solubility is probably not the source of any problems encountered with additive removal by filters. But the additive supplier representative makes clear that an additive may be removed from one type of basestock and not from a second basestock. The individual says, “We do not know whether an additive that is soluble in both Groups I and III based on our testing might be extracted from the Group III oil but not from the Group I basestock.”
In looking at the wide variety of additives, the question was asked if additives are organized into nonpolar, ashless polar and metal-containing polar categories and which category is most vulnerable to filter removal. The additive supplier says, “We speculate that polar additives are more susceptible but do not know if having an ashless or metal-containing component makes a difference. Polar molecules are incorporated largely for surface-active functionality and will seek any surface. This includes the filter (which may have a large surface area). However, it is difficult to speculate if this changes as the lubricant system ages. We do not know if a specific polar additive may be “filtered out” any more or less readily after the first pass through a filter.”
One additive class that appears to be vulnerable is defoamers. A past reference states that defoamer additives are semisolid suspensions in the 5-10 micron range that can be removed by filtration (2). This same reference also notes that sulfur and phosphorus EP additives that are not dissolved as well as suspended antiscuff additives can potentially be removed by efficient 1-micron filters.
Other factors that were considered include the physical dimensions of an additive and whether it is acidic, neutral or basic. The additive supplier says, “We do not know whether physical dimensions is an issue but are sure that solubility is a must. Acidic and basic additives may be more susceptible to removal by filtration if they react with another component present in the lubricant to possibly form a new insoluble species.”
One other additive type that will change over the course of a lubricant’s operating life is the dispersant. The additive supplier says, “Dispersants surround a particle produced as a result of an antioxidant doing its job, wear debris or dust incursion and transport it to the filter for removal. This, of course, means the dispersant is also removed at the same time.”
Among the additive types most vulnerable to removal by filtration, the additive supplier representative believes most are in the surface-active category. Besides detergents/dispersants, this covers antiwear additives, corrosion inhibitors and extreme pressure agents.
Although some additive types might be more likely to be removed and thus shorten some aspect of the life of the lubricant, the additive supplier representative feels formulators should be taking this factor into consideration by selecting the proper type and amount of an additive needed to perform the desired function over the desired life of the lubricant. Additive removal by filters should not be inherent in a well-formulated lubricant.
A representative from a basestock supplier agrees that a co-basestock may be required to ensure the solubility of specific additives in a lubricant. This individual says, “Optimum performance of the formulation is sometimes difficult due to the multifunctionality of the additives and can be challenging for those polar additives that race for occupancy on the surface. This problem becomes severe when antiwear/extreme pressure/corrosion inhibitor/friction modifier film-forming additives are used in polar base fluids such as esters and PAGs.”
The basestock supplier indicates that finding a balance between the right types of basestocks and additives is important to ensure that the latter do not precipitate out from the lubricant. This individual says, “Any imbalance will not provide the required additive properties in a lubricant and may lead to additive removal during filtration and under potential severe operating conditions of the application.”
One parameter used to measure basestock solvency is aniline point. A comparison of the aniline point for eight basestocks, as measured by ASTM D611-01, is shown in Figure 1. Additive compatibility with basestocks can be improved if the basestock polarity is changed. The basestock supplier says, “We have seen improvement in solvency through the use of oil-soluble PAGs, which combine the performance of conventional PAGs with improved additive compatibility.”
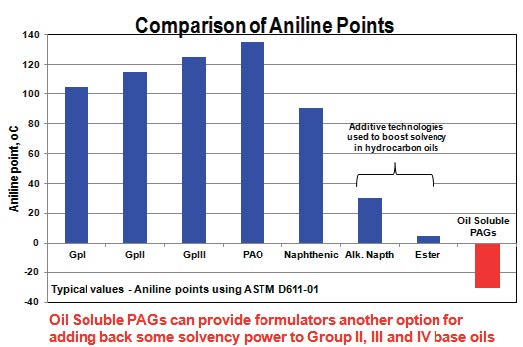
Figure 1. Aniline point is a measure of the solvency of additives in basestocks. Solvency increases as the aniline point of a basestock declines. (Courtesy of the Basestock Supplier)
The result, as shown in Figure 2, is that the solvency power of a basestock blend can be boosted through using oilsoluble PAGs. The basestock supplier says, “Lubricant companies can utilize this approach to adjust polarity so that proper film-forming polar additives are compatible and minimize the possibility of additive removal by filtration.”
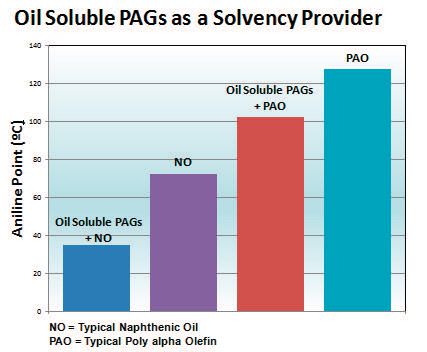
Figure 2. Oil-soluble PAGs can be used as a co-basestock to improve the solvency of basestocks such as PAOs and naphthenic oils. (Courtesy of the Basestock Supplier)
FILTRATION SUPPLIER’S PERSPECTIVE
The three filter supplier representatives interviewed indicate that the main type of filter used in lubrication systems is prepared from a resin-based glass fiber. Filter supplier No. 1 says, “Suitable support layers from either polyester or polyamide are employed with filter efficiencies, as defined by the filter element beta ratio selected for the application.”
Filter supplier No. 2 adds, “The filter efficiency can range from 3 microns to 12 microns where the beta ratio is 1,000.”
According to filter supplier No. 3, most lubricant systems are supplied from the manufacturer with inline spin on filters that typically have a 10-micron rating. This individual says, “These are particulate-only removal and do not remove water.”
When asked about the most common filter size and parameters used to select filters, all three suppliers indicate that the filter chosen is dependent upon the application. Filter supplier No. 1 says, “Filter selection is highly dependent on the clearance size of the most critical component. Hence, for systems equipped with servo-valve applications, we would usually employ 3-micron (Beta (3) > 200) filtration efficiencies, whereas for journal bearing applications in gas turbine lubricant systems, we could go as ‘high’ as 20 microns.”
Filter supplier No. 2 says, “Filter size can range from up to 40-feet long for applications such as paper machines that require large filter assemblies and are often used in multiple, parallel housings. Smaller lubricant systems (such as on board automobiles) require smaller filter assemblies. The filter size is selected after evaluating various parameters, including operating conditions (flow rate, fluid viscosity) and service life considerations.”
Filter supplier No. 3 says, “For hydraulic fluid systems, the size of the OEM filter is dictated by the equipment manufacturer but should be based upon the amount of fluid present.”
Before discussing whether filters can remove additives from lubricants, each of the filter suppliers was asked about the process used by filters to remove contaminants. Filter supplier No. 1 says, “The predominant mechanism is direct capture or basically a sieving action where particles larger than the pores get trapped at fiber intersections. To a much lesser extent, contaminants can be removed by electrostatic (adhesive) attraction, inertial interception or possibly diffusional interception.”
Filter supplier No. 1 noted that the last two mechanisms are mostly operative only in gases.
Filter supplier No. 2 says, “Pleated filter elements with resin-bonded, glass-fiber filtration media remove contaminants by interception and physical adsorption over a wide range of particle sizes. Filtration efficiency changes as a function of particle size. It is higher for larger particles, lower for smaller particles.”
Filter supplier No. 3 says, “Filters remove water and moisture contamination through two methods. An absorbent filter removes contamination by mechanical design. An adsorbent filter removes soluble and insoluble contaminants on its surface by molecular adhesion.”
All three filter suppliers have seen no evidence that additives are removed by filters. Filter supplier No. 1 was adamant about this issue but noted that silicone defoamers may be the only exception. This individual says, “The answer to the question about additive removal by filters is a most emphatic no! The reason is due to the size difference between filter pores and additives. The primary removal mechanism is pore blockage. The pores (even the finest ones) are typically on the order of micron sized (10-6 meter), whereas the dissolved additive molecules are typically on the order of normal molecular size, hence nanometers (10-9 meter) and are at least three orders of magnitude smaller than the smallest pore.”
Filter supplier No. 1 continues, “The only exception might be the silicone antifoamant because (1.) this additive is dispersed in the form of fine droplets, hence not dissolved, and (2.) the difference between surface energies of the glass fiber (very high) and silicone (considerably lower, say around half of glass fiber) makes the droplets accumulate on the fiber surface and through this adsorptive effect, some of the silicone antifoamant can indeed get removed. However, once the glass fiber surface is saturated with accumulated droplets, the rest of them go through unabated.”
Filter supplier No. 2 says, “Filter elements do not remove fluid additives under normal operating conditions. The only case where additives may be removed is due to contamination of a lubricant system.”
Filter supplier No. 3 says, “After extensive oil analysis testing over many years, our depth filter has never removed additives or additive packages from any type of lubricating oil. With our filter, there are no factors or sizing that effects additive removal. In fact, if water and particulate contamination is kept extremely low, testing shows that additive packages can be extended beyond their normal operating life.”
Filter supplier No. 1 provides data from studies done evaluating the following four lubricants:
1. Mineral oil-based products.
2. Mineral oil formulated with a poly methylmethacrylate viscosity index (VI) improver.
3. PAO mixed with a polyol ester co-basestock.
4. Straight polyol ester-based fluid.
All four lubricants were filtered at least several hundred times through two different sets of 5-micron filters, then two 10-micron filters and finally one 20-micron filter. The lubricants were filtered at temperatures ranging from -10 C to 25 C.
Data generated from evaluating these lubricants is shown in Tables 1 through 3.
Table 1 shows the results from an ICP-AE analysis of appropriate elements from the four lubricant formulations. Filter supplier No. 1 says, “As noted in our data, there was no change in the concentration of metals such as zinc, phosphorus and sulfur.”
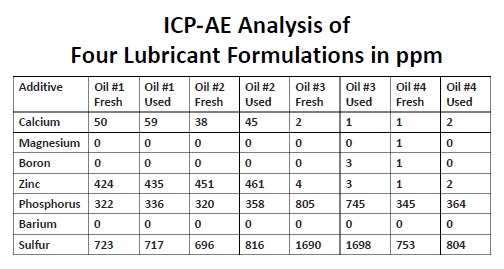
Table 1. ICP-AE analysis of six elements from fresh and filtered samples of the four lubricants shows no difference in concentration after filtration. (Courtesy of Filter Supplier No. 1)
Acid number values for the four lubricants (before and after filtration) also do not change, as shown in Table 2. Viscosity values measured (before and after filtration) for the four lubricants are shown in Table 3. Filter supplier No. 1 says, “The individual viscosity values obtained (before and after filtration) do not differ, and the entire VI behavior of these lubricants remain unaffected.”
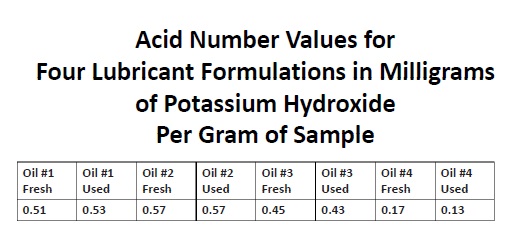
Table 2. Acid number values for fresh and filtered samples of the four lubricants do not change after filtration. (Courtesy of Filter Supplier No. 1)
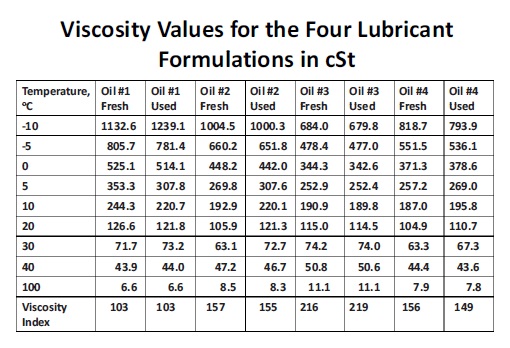
Table 3. The viscosity values for fresh and filtered samples of the four lubricants at nine temperatures and the viscosity index do not change after filtration. (Courtesy of Filter Supplier No. 1)
Values from the three tests do differ slightly, but fluid supplier No. 1 indicates that the slight differences are within the bounds of experimental error.
FT-IR spectra were prepared for all four lubricants and showed little, if any, change in the composition of the lubricants. Figure 3 shows FT-IR spectra for fresh and used lubricant oil No. 1. The FT-IR profiles are virtually identical, indicating little, if any, change in the composition of the lubricant basestocks.
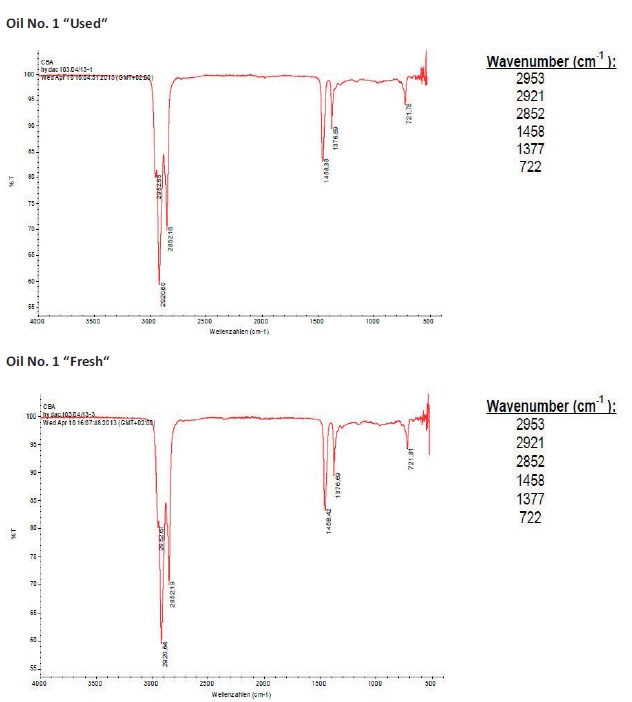
Figure 3. FT-IR spectra taken on used and new oil No. 1 are no different, indicating little, if any, change in the composition of the lubricant after filtration. (Courtesy of Filter Supplier No. 1)
CONTAMINANTS
Filter supplier No. 2 indicates that contamination can be a factor causing filters to remove additives. This individual says, “If there is a system upset (such as ingression of water or cross-contamination with another fluid), the carefully blended additive package may become disrupted, and additives may precipitate and agglomerate. These agglomerated, precipitated additives may be large enough to be removed by the filter elements, resulting in unusually short filter element service life and requiring a premature filter element change-out. Thus, the filter element is simply performing as intended, and is, in fact, acting as an indicator, alerting the operator of a system upset.”
Filter supplier No. 2 believes that particulate contaminants usually do not create problems with the additive package formulated into a lubricant. Rather, water contamination and incompatibilities with other lubricants are most likely the cause.
Figure 4 shows a photomicrograph of precipitated additives that are produced through this type of contamination.
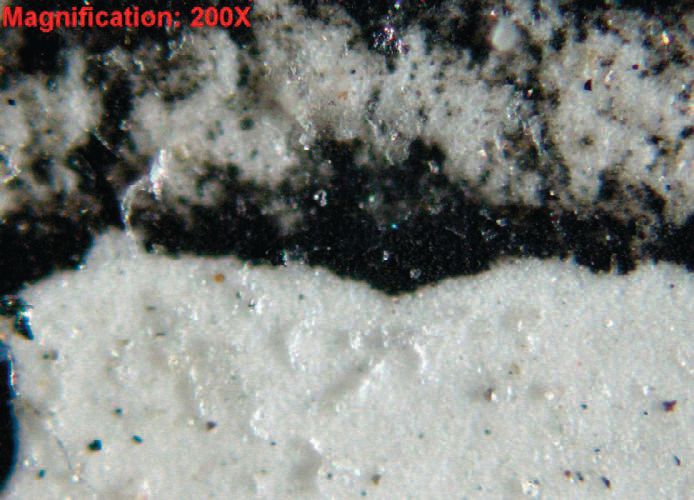
Figure 4. A photomicrograph of precipitated additives that are produced due to contamination and removed by filtration is shown. (Courtesy of Filter Supplier No. 2)
Filter supplier No. 3 claims that both water and particulates are involved in accelerating the decomposition of the lubricant and the potential removal of additives. This individual says, “Additive packages are manufactured into lubricating oils to attempt to extend the oil’s life by combating contaminants. The catalyst to contamination is water and particulates that are the precursors to the formation of oxidation in oil. By maintaining the oil in an extremely clean condition (free of water and particulates), the oxidation process is slowed and the integrity of the lubricant maintained over a longer operating period.”
The surface nature of some contaminants may expedite the removal of additives from lubricants, according to filter supplier No. 1. This individual says, “The active surfaces of some contaminants can lead to adsorption, agglomeration or some other interaction with additives, resulting in their removal from the lubricant. However, this ONLY happens when the additive molecules themselves break down in some way (and hence are no longer functional) and their fragments are looking for something to adhere to or react with in some fashion.”
When asked about the types of contaminants most likely to facilitate additive removal, both filter suppliers No. 1 and No. 3 indicate that dirt, sludge, varnish and particulates can all possibly be involved. Filter supplier No. 3 says, “The formation of sludge is primarily a result of more particulate contamination with some water present and takes time to form. Varnish is the end result of water and particulate contamination that oxidizes the oil and forms varnish or what is commonly known as a thin layer of lacquer over the internal components of the hydraulic system. Oxidation is responsible for viscosity increase, base oil breakdown, increased acidity and additive depletion.”
Filter supplier No. 1 says, “One must keep in mind that some varnish or sludge already IS or CAN BE composed of partially degraded additive components and/or oil oxidation byproducts. Once the base oil hydrocarbon molecules are oxidized (typically to carboxylic acids or something similar) and the additives break down or are oxidized in some way, they can form all kinds of adducts, agglomerates or other structures that are then harmful to the fluid, and, consequently, it is beneficial for them to be removed. All of these processes proceed via free radical (and therefore highly uncontrolled) polymerization processes, so it is very hard to define the source of the varnish or sludge.”
Filters serve the purpose of removing contaminants from lubricant systems that can significantly reduce operating life and affect the performance of production machines.
LUBRICANT SUPPLIER’S PERSPECTIVE
A representative from a lubricant supplier was contacted to provide insight on whether additive removal by filtration has been detected in lubricant applications. This individual says, “We have determined that a demulsifier used in a hydraulic fluid was removed by a 1-micron filter. This filtration occurred at the operating temperature of the system.”
The lubricant supplier said that additive suppliers indicate using filters down to a 3-micron size in hydraulic fluid and wind turbine gear oil applications should remove particulates without leading to additive removal. But use of filters below 3 microns can cause problems. The lubricant supplier says, “We often hear that defoamers may be the first additive to be removed from a lubricant if filters that are less than 3 microns are used in a specific system.”
But this individual also cautions, “It is also published that servo-valves found in high accuracy hydraulic systems have tolerances in some areas on the order of one-half to 1 micron (3).”
The basestock used in a specific lubricant also can lead to additive removal problems, so care must be taken to ensure that the additives used are soluble in whatever choice is made. The lubricant supplier says, “We have found that additives formulated into PAO-based lubricants can potentially be removed because of the lack of solvency from the basestock. This factor is also possible in Group II-based lubricants.”
The temperature of a lubricant system is also a factor because it affects additive solubility in the basestock. The lubricant supplier says, “A rise in temperature always helps to improve solvency and make various chemical species soluble in oil. Additive solubility in a basestock is worse at low temperatures.”
One application where the lubricant is subjected to low temperatures is the wind turbine gear oil. The lubricant supplier says, “A major challenge is trying to filter a highly viscous lubricant (ISO VG 220 or 320) under cold temperature conditions. Fine filtration is not recommended because of the pressure drop the filters can cause. One other problem is that any filter finer than 3 microns will remove the defoamer.”
Can additive removal lead to a reduction in lubricant performance? The lubricant supplier representative feels that this is possible but depends upon the specific additive and application. This individual says, “We found in the case of the demulsifier used in the hydraulic fluid, additive removal is not a problem unless the lubricant is subjected to water contamination.”
For the hydraulic fluid application, the lubricant supplier conducted a study using the ISO 13357 filterability test to determine why additive removal was seen in this particular hydraulic fluid and not in the previous lubricant. The lubricant supplier says, “The ISO 13357 test involves heating the lubricant at 70 C for 24 hours and then cooling at room temperature for 24 hours. Lubricants are tested dry and also when contaminated with 0.2 percent water. They are filtered through two dry stages and two wet stages. The lubricant that suffered no additive removal did well in all four stages. In contrast, the lubricant that lost demulsifier failed during the wet stages of the ISO 13357 procedure, which uses 0.8 micron filters. But this particular lubricant passed the Denison filterability test that utilizes 1.2-micron filters.”
The conclusion reached here is that water contamination played an important role in additive removal. The lubricant supplier adds, “It appears that water is a type of contaminant that helps with additive removal. Knowing the chemistry of dispersants, we suspect that filters, as fine as 1 micron, may remove additives from hydraulic oils formulated with detergent/ dispersants when water contaminates the lubricant.”
SUMMARY
The evidence presented strongly indicates that filters do not remove additives from lubricants in properly maintained systems. Clear evidence from ICP-AE, acid number, viscosity and FT-IR analysis of various new and filtered fluids shows no change in the properties of these lubricants after filtration.
This means that if the proper fluid is used in a particular application and the recommended maintenance is conducted, additive removal from the lubricant is virtually nonexistent except for the case of defoamers, which are dispersed in most lubricants rather than dissolved in order to minimize foam generation.
The possibility of spent additive removal increases with the onset of contamination of the lubricant system. Water, in particular, can cause additives to precipitate and agglomerate, leading to their removal by filters. This is not in itself a filtration problem but, rather, should send a message to the maintenance group that lubricant performance is in the process of being compromised. When a system becomes contaminated in this fashion, the filters are just trying to perform their role to eliminate any undesirable components.
Water contamination must be dealt with specifically. Filters do not have the ability to remove water. The lubricant supplier says, “A special removal technique such as using a vacuum dehydrator will help. The fact is fine filters still could not be used in a system where water contamination is unstoppable, even if the system has the fanciest water removal technique hooked up to it.”
The basestock supplier believes that water contamination is an underappreciated problem in the lubricant industry. This individual says, “With traditional hydrocarbon-based lubricants, water ingress can lead to the breakdown of the protective hydrodynamic lubricant film and lowers the change-out interval as oxidation and hydrolysis will increase. The industry has found success in using lubricant basestocks such as PAGs that can tolerate and compatibilize much higher concentrations of water contaminants. In addition, the industry is finding the benefits of oil-soluble PAGs, which can act as a molecular sponge and protect traditional formulations from oxidation and hydrolysis.”
Excessive build-up of particulates and agglomerated materials on filters should be an indication that the lubricant system is not properly maintained. Steps then need to be taken to find the root cause of the contamination. In essence, filters are performing an important service in the continuing efforts to provide more effective maintenance as a means to extend optimum fluid performance over a longer operating period.
REFERENCES
1. Fernatt, J. (2013), “Fundamentals of Filters and Filtration,” TLT, 69 (11), pp. 16-19.
2. “Can Oil Filters Remove Additives,” Noria Corp., click here.
3. Park, R.W. (1997), “Contamination Control – A Hydraulic OEM Perspective,” click here.

Neil Canter heads his own consulting company, Chemical Solutions, in Willow Grove, Pa. You can reach him at neilcanter@comcast.net.