The wonders of motion and vacuum-based surface engineering
By Andras L. Korenyi-Both, Contributing Editor | TLT Tribology Fundamentals August 2026
Vacuum-based thin film deposition gives tribologists atomic-level control over surfaces, creating coatings that fight friction and wear where motion matters most.
Motion since the Big Bang is something we find all around us in the universe across all length scales. Even when we perceive an object to be at rest, there is still an amazing amount of movement that we don’t see. Atoms and subatomic particles continue to vibrate and move. This is a favorite topic for physicists to debate through Newtonian, Quantum and recently String Theory axioms. Motion is simply just a relative change in position, and for us tribologists interacting surfaces in relative motion are the most interesting phenomena to study and try to better understand. We first look at this motion on a macro scale, usually in a moving mechanical assembly, and soon find that the surface interactions driven by motion are controlled on a micro, nano or even a pico scale (pico is one trillionth of a meter).
The need to understand and subsequently control surfaces across multiple length scales is one of the driving factors behind modern surface engineering. Surface engineering is one of the tools we have in our “toolbox” to alter the surfaces of materials such that the natural or incumbent surface wear phenomena does not necessarily dominate. Surface engineering allows us to tailor the surface of bulk materials to better resist many forms of wear, for example: abrasive, adhesive, corrosive, impact, etc. Sometimes if we are lucky, we can use one form of surface engineering to combat multiple forms of wear. But here too, the concept of motion goes beyond just the two surfaces that will come in contact, because by using surface engineering we essentially remove, alter or add surface atoms to a bulk material; essentially, we move different atoms around on surfaces for gain in performance.
There are many methods to accomplish this, some rather simple and inexpensive and some highly complex and expensive. For example, if the depth of material removal is not sensitive, we can use a file, sandpaper or blasting media to remove unwanted surface materials; these are relatively simple methods. In contrast if we require extreme control, for example, on a nano scale, then we must use a much more complex technique, like ion bombardment, that requires that materials are put in a highly controlled environment that requires a vacuum.
Surface engineering in a vacuum, though complex, allows for very high precision control of processes and subsequent outcomes concerning tribological performance. The simplest way to think of vacuum is that it is a condition mostly void of matter. A more practical realization of this is a constructed chamber that is sealed tight enough to prevent most of the atoms that make up our atmosphere from being able to enter the chamber. Beyond sealing a chamber, we must then move out all the gas atoms that are bouncing around inside, hitting each other and the walls of the chamber. If this chamber is at sea level, then the atmospheric pressure even after sealing the chamber will remain around 760 Torr inside and outside the chamber. We can reduce this pressure by creating a vacuum using specialty pumps manufactured specifically for this purpose, called vacuum pumps, that are connected to the chamber. Depending on our surface engineering process and its relative sensitivity to native atoms in the chamber, we can perform surface modification processes in three general vacuum regimes. These, in order of increasing levels of vacuum achieved, are soft/rough vacuum, high vacuum (HV) and ultra-high vacuum (UHV). A soft vacuum will have the most amount of gas atoms still remaining in the chamber and UHV the least. Typically, a roughing pump is used first sequentially to bring the chamber pressure down or raise the vacuum level up. These rough pumps are generally rotary vane or scroll pumps that can achieve pressures of 1x10-3 torr. To get to the next regime an HV pump is required. HV pumps are generally either an oil diffusion pump, a turbo-molecular pump or a cryogenic pump. Each of these pumps have their relative advantages and disadvantages but can get a chamber down from 1x10-3 torr to 1x10-8 torr pressure. To get to UHV requires the walls of the chamber to be heated (baked) to drive off moisture gas atoms, that are monolayers still condensed on the chamber inner walls, followed by ion and getter pumps to achieve vacuum levels in the 10-9 torr 10-11 torr pressure regime. For most tribological coatings an HV environment between 10-5 torr and 10-7 torr is sufficient to produce high quality pure coatings.
Once we establish a controlled environment where most of the atmospheric gases have been pumped, or moved out, we can place a part or multiple parts in this chamber on a carrier rack and modify the part surfaces on an atomistic level, or perform what is known as thin film vapor deposition or thin film vacuum coating (see Figure 1). Since we want to modify the surface of these parts to provide new functionality, great care must be taken to clean all loosely adherent materials off the surfaces prior to placing them in the vacuum chamber. This is best done via multistage ultrasonic liquid cleaning. Despite our best efforts to provide a “surgically” cleaned part for a vacuum deposition process there will still be surface contamination of mostly adventitious carbon and oxygen on the part surfaces as the freshly cleaned parts react with the atmosphere in air. Additionally, in a matter of a few minutes even in an HV environment a monolayer of gases from the chamber background will condense on the part surfaces. However, by being in an actively pumped chamber, we can clean these part substrate surfaces further using heat or ion bombardment to literary knock these unwanted atoms off the surface either by thermal desorption or sputtering. Here too, the concept of motion is a governing phenomenon. With additional applied thermal energy, the atoms will vibrate to a point until they break free from the substrate surface. Sputtering is a process where an energetic ion collides with another atom or ion (in this case on the surface of the part or substrate we want to modify) and through momentum transfer knocks it free. This cleaning process is called back sputter etch ion cleaning.
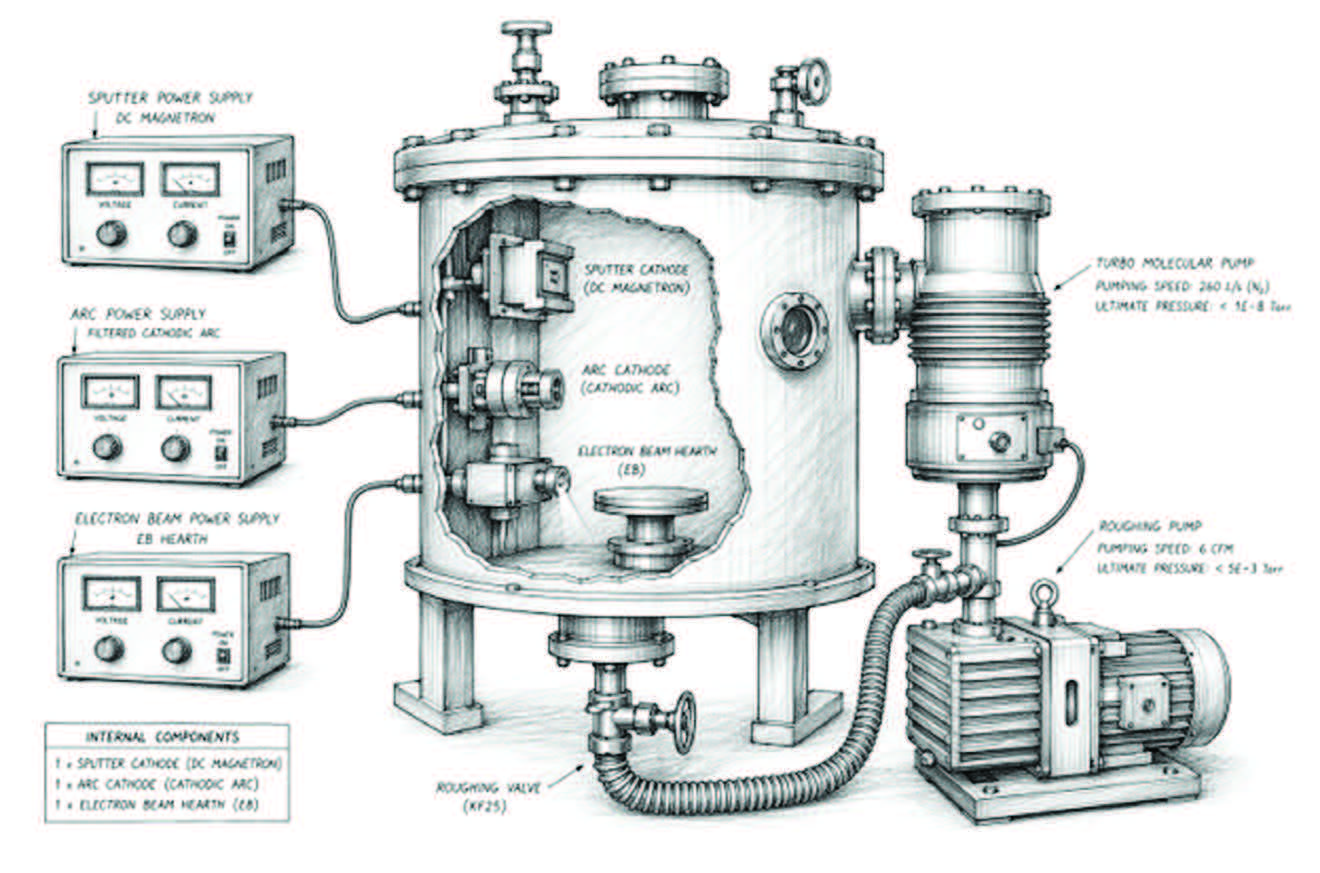
Figure 1. Conceptualized vacuum system for thin film coatings.
With clean parts, or what we call substrates, in a vacuum a whole new surface can be engineered to combat friction and wear. The trick to this is to move or transport the new desired atoms to the freshly cleaned and prepared substrate surface. This requires energy because despite all the motion from atoms vibrating, they are generally lazy and like being at a ground or naturally neutral low energy state. The heating or sputtering process used to in situ clean the substrates (the part intended for surface engineering) required the use of power supplies. These or similar power supplies, typically specialty made for vacuum deposition, supply the required energy.
To move the coating atoms to the substrate and allow them to condense or nucleate a physical source of this material or materials is required, and input energy from a power supply needs to be coupled to this physical material. These materials in solid form are usually high purity prior to vaporization or sputtering and the additional required gases, inert or reactive like argon or nitrogen, are also introduced pure in nature to the process.
To liberate coating material from the coating source the simplest method is thermal evaporation either by directly heating or the use of an electron beam to take the coating material from solid to liquid to gas. A different form of evaporative deposition, known as cathodic arc, is marked by very high levels of ionization and can also be used. Another common method, sputtering, introduced earlier as a method to clean our substrates, can be used to knock surface atoms off the coating material (target) by using positively charged argon ions to bombard this surface and through momentum transfer or knock coating material free to then condense on the substrate surface to nucleate and grow in to a thin film coating. Since the coating atoms are excited with energy input to leave the surface of the coating material target, they have long mean free paths and will travel mostly to the surface of the substrate that is placed close to where this material is being ejected. One of the benefits of being in vacuum is that for the most part the coating atoms coming from the source material do not collide with all the atoms found in our atmospheric gases, air. These distances are usually 2 to 12 inches, process and condition dependent. To form compounds like metal nitrides (hard wear resistant coatings), a reactive gas like nitrogen is used to form the desired compound. Following are some examples of how hard wear protective and soft low friction tribological coatings are made via physical vapor deposition (PVD), in vacuum. PVD processes are line of sight processes, unlike chemical vapor deposition (CVD), so for coating three-dimensional parts multiple axis rotation is required on the rack or fixtures that hold the clean substrates to be coated.
Titanium nitride (TiN), which happens to have a very attractive golden appearance, is a good example of a PVD wear resistant coating made in vacuum (see Figure 2). TiN usually is only 2-4 µm thick but has a very low specific wear rate on most hard alloys. TiN is made by either reactive electron beam evaporation, reactive or radio frequency (RF) sputtering or reactive cathodic arc ion plating. Except for RF sputtering where an already formed ceramic TiN starting target or source is used, the solid starting material is titanium. For the electron beam process an inert crucible is filled with solid piece or smaller pieces of titanium and a magnetically steered electron beam is used to take the Ti source material from a solid state to liquid, and finally it evaporates and travels to the substrate where it reacts with nitrogen gas, which is carefully and separately dosed to the process to grow a TiN film on the substrate. For the sputtering process a titanium target or source is attached to a sputtering cathode, usually a magnetron cathode, and positively ionized argon bombards the Ti sputter target to release Ti atoms, which react with dosed nitrogen to form a TiN thin film on the substrate. The sputter cathode is connected to a special DC or pulsed high voltage low current power supply. With the cathodic arc process a high current low voltage power supply is connected to the arc cathode, which has a Ti target attached to it. An electric arc is ignited on the surface of the Ti target and this very small, on the order of microns, arc spot contains very high energy as much as 200 amps/µm and the arc spot races all over the Ti target instantly evaporating and releasing a highly ionized Ti flux. Much like in the sputtering TiN process, the Ti reacts with dosed N to grow a dense well adherent thin film of TiN on the substrate surface. Some examples of other tribologically useful metal nitrides, made much the same way and their properties, are listed in Table 1.
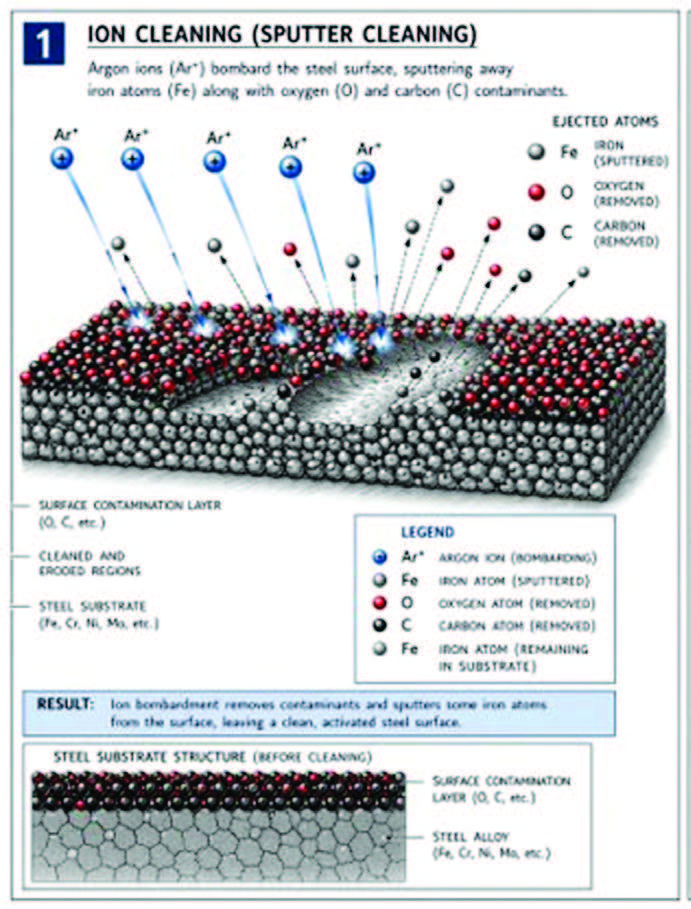
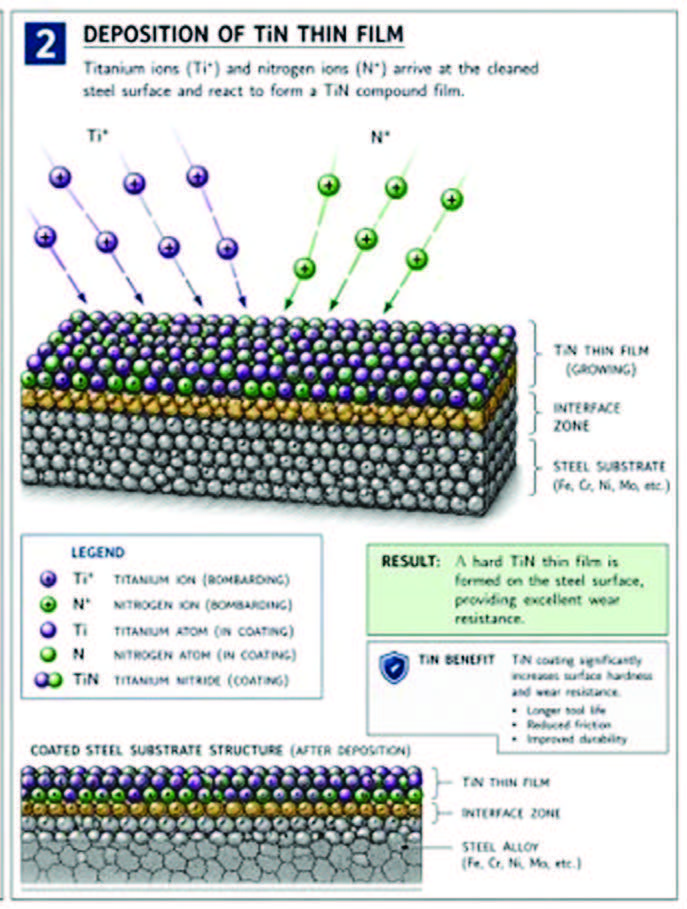
Figure 2. Ion cleaning and deposition of TiN thin film.
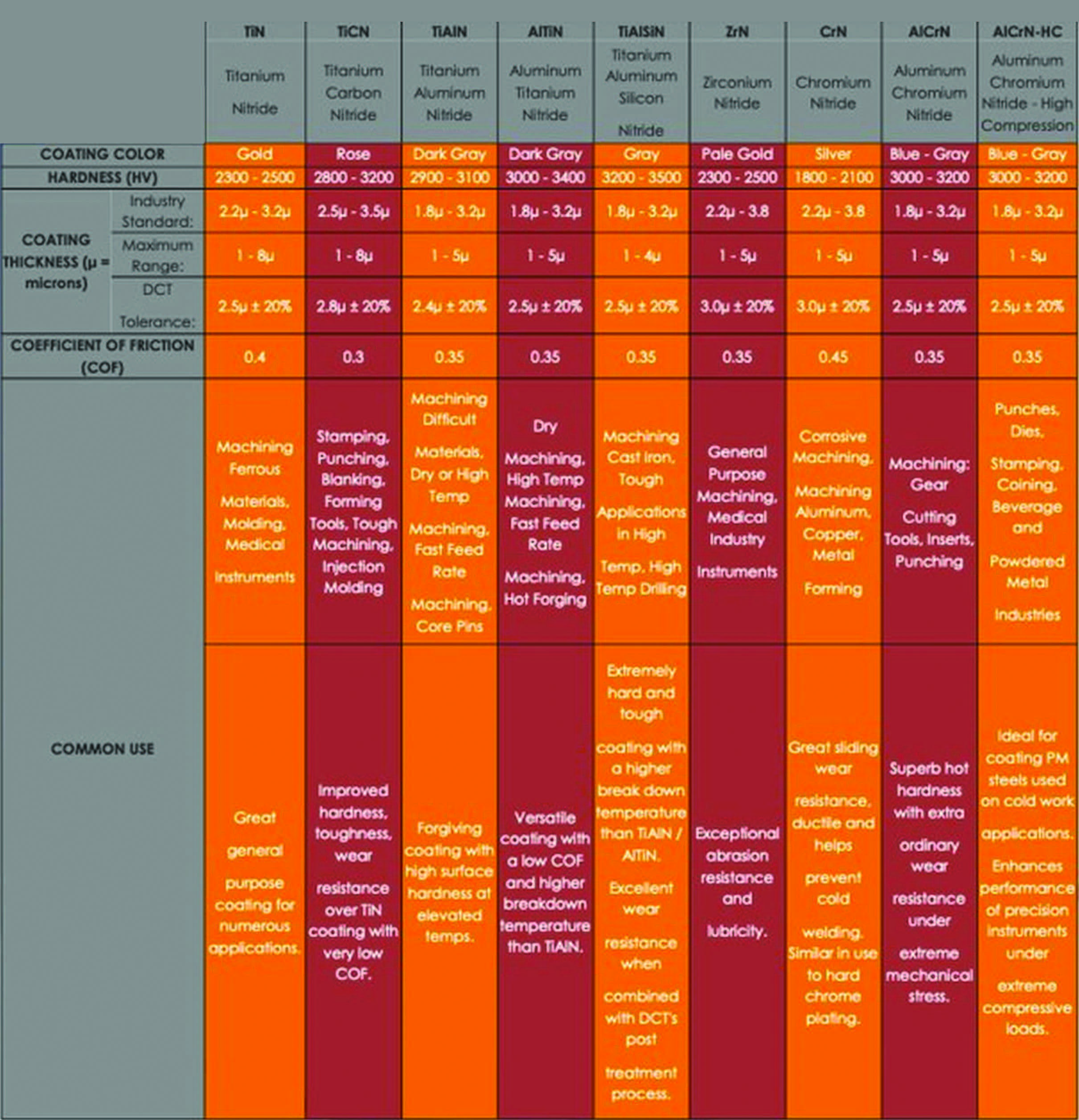
Table 1. Examples of tribologically useful metal nitrides. Table reprinted by permission from Dayton Coating Technologies.
Another example is extremely low friction tribological PVD thin films of molybdenum disulphide (MoS2). Thin film MoS2 coatings are especially useful for low friction applications due to MoS2 having a natural occurring lamellar structure. These films are typically made by sputtering from a premade MoS2 target attached to a sputter cathode, which is driven by either an RF or DC power supply. Though very soft compared to metal nitrides thin films of MoS2 can provide extremely low friction, 0.05 to 0.15 depending on the ambient application environment. These coatings are especially useful for applications where liquid lubrication is precluded from use. During boundary or mixed regime conditions PVD coatings are helpful to minimize friction and wear from unwanted asperity contact and unlike many thick surface engineering techniques, PVD processing does not require the substrate surface to be roughened to provide adhesion. Our ability to remove unwanted surface atoms and replace them with ones we want for tribological applications is a testament to hundreds of years of diligent scientific discovery and clever engineering and is an exciting field full of new prospects to help solve challenges associated with motion.
Andras L. Korenyi-Both is Woodward Senior Technical Fellow Tribology at Woodward Inc. in Fort Collins, Colo. You can reach him at andy.korenyi-both@woodward.com.