Surface engineering
By Andras L. Korenyi-Both, Contributing Editor | TLT Tribology Fundamentals June 2026
Tribologists must understand and study multiple surfaces interacting under various, often changing environmental conditions.

From our previous articles and life experiences, we know that friction is a force and wear is a phenomenon. Both friction and wear are encountered on the surface of materials. To build moving mechanical assemblies for engineering applications, we start by selecting an appropriate material in the correct condition and form. Once these choices are made, we examine the material’s surface and perform surface engineering such that we modify it to gain tangible benefits. This sequence of events sometimes is rushed and leads to an overreliance on surface engineering to fix a poor material choice or poor material form. This approach is full of peril, with the surface processing often wrongfully taking the blame.
With this caveat in mind, surface engineering encompasses a powerful set of processes that replace the surface atoms of a material that interacts with the environment such that the outcome of this interaction is more favorable. This type of engineering is very beneficial for materials that operate in aggressive environments or difficult contact conditions but can also be found for tactile or decorative applications. For this discussion we will focus on functional applications but for the sake of pointing out how ubiquities surface engineering is (see Figure 1). There is a very high probability that, within one arm length of where you are right now reading this article, there is at least one such engineered surface.
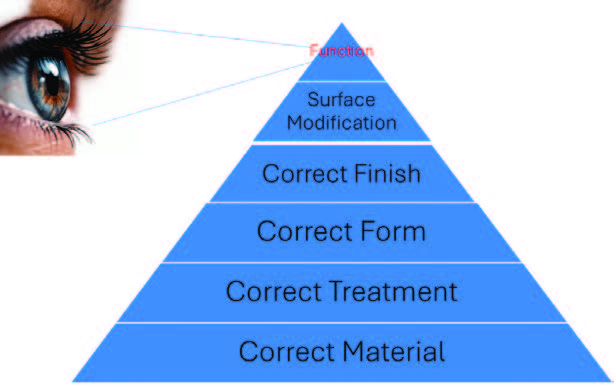
Figure 1. Attention is on surface function, but material needs all the other characteristics to be lined up first for the engineered surface to succeed.
Defining a surface is a good start for this fundamental discussion to best elucidate the complex nature of surfaces and the intimate coupling surfaces have to material performance. We can agree that a simple definition of a surface is that it is the uppermost layer of an object; however this simple definition underestimates the complexity of such an outermost layer and depends on the scale at which we observe this layer. From a macro perspective standing on the moon, the earth looks like a smooth sphere, but once we start getting closer, we see that there are mountains, valleys and “flat” oceans. Engineered materials also exhibit a similar complexity through the length scales of mezzo to nano.
On the smaller scales we find surfaces highly interesting and very different from the bulk underlayer. Not only are surfaces different than the bulk, but they are often changing depending on environment. A solid block of ice sitting on a table will interact on one side with the table surface and the other sides with the air in the room. These two surfaces behave differently and have different physical and chemical characteristics, with surface atoms desorbing, adsorbing as they interact with the air and the tabletop accompanied with phase transformations.
Engineered materials will also exhibit chemical and physical properties and subsequent interactions with their environment. Physically there is topology of surfaces, the magnitude and concentration of asperities, what we often refer to as roughness, or there could be a work hardened layer or some random or periodic waviness. Chemically there could be contaminants, adsorbed gases and oxides—all of which could be combined or even in sublayers. For the physical characteristics of surfaces there are standard metrological techniques and definitions. Equally, for the chemical surface characteristics there are standard surface analytical techniques. As we start thinking through this complexity one can truly appreciate the role of a tribologist, specialists in interacting surfaces in relative motion. Tribologists must understand and study multiple surfaces interacting under various, often changing environmental conditions.
For physical understanding of surfaces the field of metrology has many great tools and procedures. Common tools are roundness gauges, contact profilometers and white light interferometers. There are a multitude of quantifiable values to describe a surface in three major areas: roughness, waviness and form. There are SI units (the International System of Units) and standard units used, which can sometimes cause unnecessary confusion. Though there are many more variants worth understanding and using, the basic ones are amplitude parameters expressed in μin or μm and are typically 2D parameters measured with a profilometer: Ra which is the arithmetic mean roughness, Rq which is the root mean square roughness, Rz which is the average peak to valley height and Rt/Rmax which is the maximum peak to valley height. With non-contact white light profilometry we can measure in 3D and provide areal parameters; Sa, Sq, Sz are areal equivalents of Ra, Rq and Rz. Figure 2 shows an example of surface parameters on a fuel injection component. Forms are expressed as flatness, roundness, cylindricity and straightness.
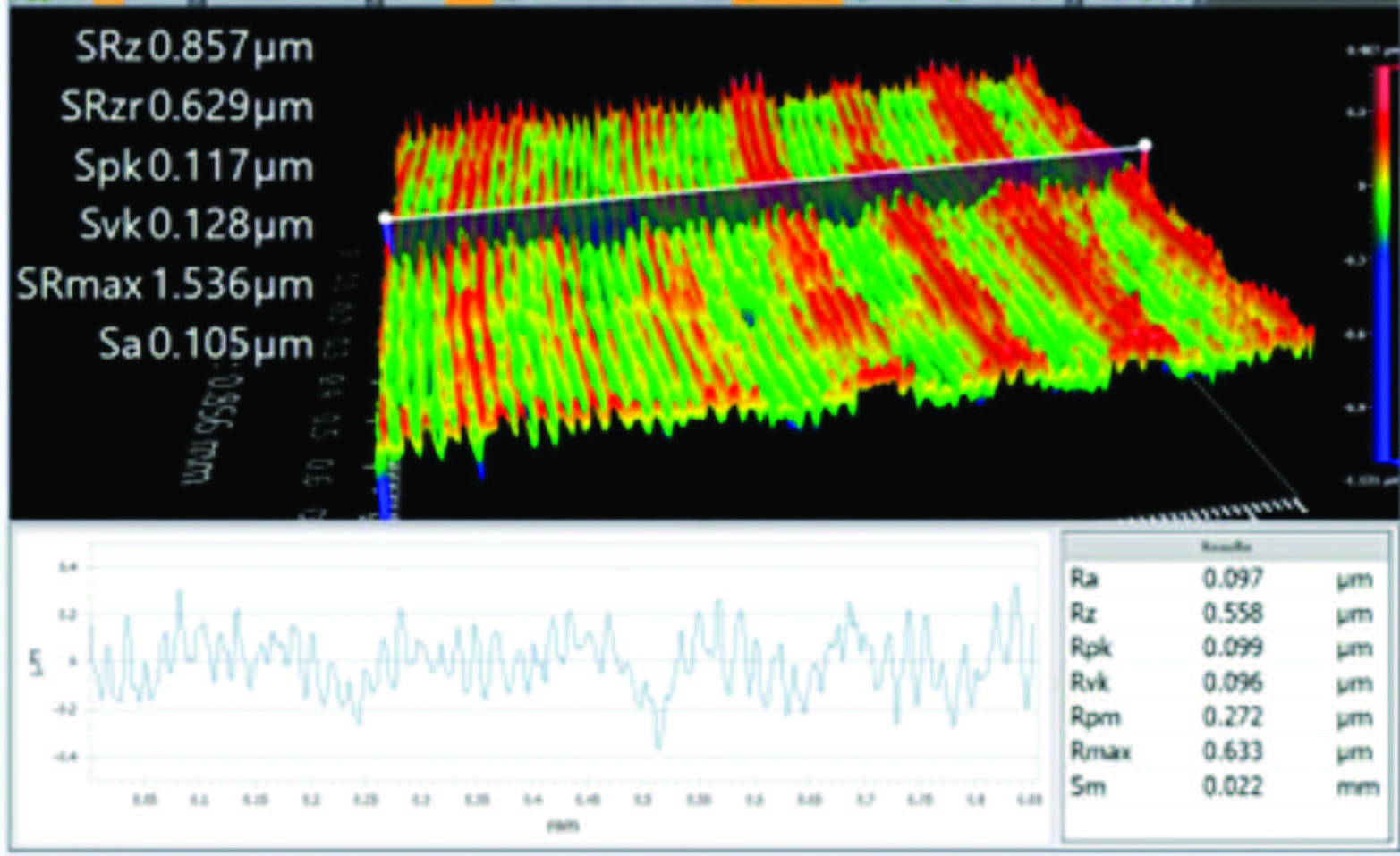
Figure 2. 3D, white light profilometer results, top showing areal parameters, bottom showing 2D profilometer trace.
Beyond the physical characterization of surfaces, chemical analytical tools and procedures exist to better understand the chemical makeup of surfaces. A simple tool to examine surfaces, either in a top down or cross-sectional view, is optical microscopy, with many new digital platforms being able to focus and reconstruct surfaces by stitching images together from various depths of the surface.
The field of surface science provides a variety of investigative tools that allow us to take the apparent surface and probe in both shallow and deep domains. A few examples include scanning electron microscopy (SEM), in a moderate vacuum; we excite the surface of materials with electrons and observe characteristic X-rays for elemental composition. This technique on average yields morphological (when capturing secondary or backscatter electrons) and chemical data from soft X-rays from the first few micrometers of depth. X-ray photolectron spectroscopy (XPS) and Auger electron spectroscopy (AES) on the other hand reveals, on average, chemical information, under ultra-high vacuum conditions, from only the top 2-20 atom layers. Fourier transform infrared (FTIR) spectroscopy probes a similar volume as an SEM but identifies molecular vibrations to characterize surface chemistry.
Armed with a physical and chemical understanding of surfaces, modification of surfaces can be accomplished in many ways both chemically and physically. Since surfaces will most likely be exposed to a given environment, often severe, this environment will govern surface interactions and subsequent changes to the surface. Fortunately, we can engineer the surface to replace this native or natural process with one that is engineered and more favorable to our needs.
Surface engineering encompasses either a surface modification and/or deposition of overlayers, resulting in complex architectures. Physical modifications can be accomplished either by subtractive or additive methods—for example a surface of an alloy can be abrasively cut or ground, erosively blasted with media or adhesively joined with another material. Chemical modification includes a myriad of techniques—for example electro or electroless plating, electrochemical machining and vacuum plasma-based techniques. Engineering new multi-functional surface properties can be done for a variety of needs such as electrical, optical, thermal, chemical, biochemical and of course tribological.
For tribological applications, to reduce fiction and wear, by addressing the surface morphology first, primary gains in system performance are made. Physical machine-based modifications such as grinding, tumbling, lapping or polishing can create surfaces with minimal asperities or peaks. Depending on the lubrication regime a surface is destined to operate in, there exists an ideal bearing ratio of peaks to valleys to promote low friction and low wear. Additionally, one may want to use surface texturing techniques, such as high-speed lasers, to alter the surface geometry and topography across multiple size scales from macro to nano scales. These intentionally placed features can be used to alter wettability, friction and wear resistance.
In lubricated sliding applications the features extend wear life and lower friction by increasing the actual surface area and providing small reservoirs for lubricants and additionally third body wear debris can be kept out of the interface (see Figure 3). Thermochemical or ion-based techniques such as nitriding or carburizing can be used to diffuse atoms into the surface creating hardened layers that resist wear and fatigue. Painting techniques that use a liquid carrier such as water or a solvent mixed with a binder and solid film lamellar materials such as molybdenum disulphide, tungsten disulphide or graphite provide extremely low friction surfaces for a multitude of environments. Thermal or plasma sprayed coatings apply molten metal or ceramics fed from a powder source onto the surface of parts to provide a relatively thick wear resistant coating. Similar gains can be achieved with laser cladding of favorable materials. Electro (or electroless) chemical coatings offer affordable, scalable functional surface layers and include, for example, techniques such as chromium plating, nickel plating or anodizing. A unique branch of surface modification technologies is thin film coatings by physical or chemical vapor deposition (PVD, CVD). These techniques allow for highly adherent, extremely dense coatings with a great deal of customization. Deposition techniques include magnetron sputtering and cathodic-arc ion plating to make coatings of metal nitrides or metal carbonitrides, diamond like carbon (DLC) or other hard ceramics.1
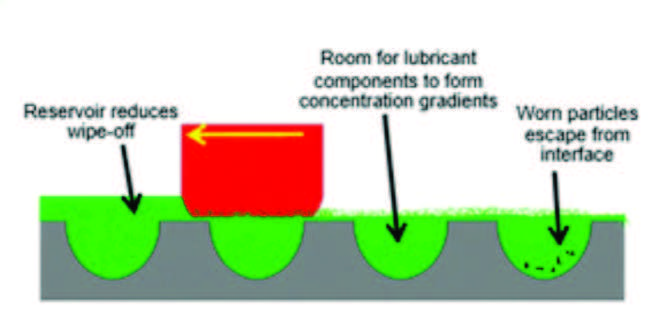
Figure 3. Lubrication mechanism with laser surface texturing.
Combining multiple surface engineering techniques (duplex or triplex treatments) can provide clever solutions for the most demanding applications. For example a PVD hard coating of titanium carbonitride can be applied to an alloy surface, which can then be laser textured and top coated with a solid film lubricant.2 Figure 4 is a graphical representation of this concept with pin on disk tribometer relativistic results. For aluminum or titanium one may use a plasma electrolytic oxidation (PEO) process to grow an oxide to provide a hard load supporting wear resistant layer and subsequently deposit a low friction solid film lube for low friction.3
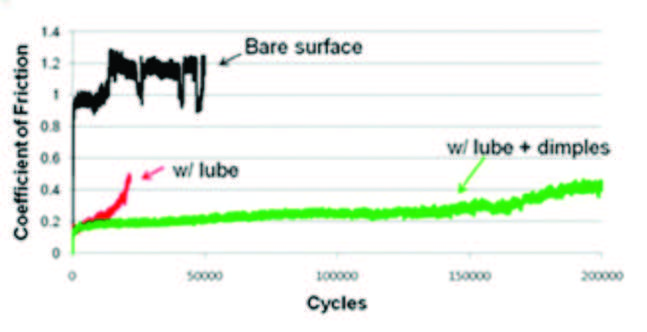
Figure 4. Example of a micro textured surface for wear and friction reduction.
It is difficult to capture all the benefits and techniques of surface engineering in a short article; however, it is easy to see how critical of a field it is for modernity. Surface engineering can be used to conserve or enhance material performance, and it touches our lives in many facets.
A future article will expand on some of the surface engineering techniques commonly used for tribological applications offering performance, cost and sustainability comparisons. Until then, I hope you can enjoy a newfound appreciation for all the surfaces you may encounter in your work or leisure activities.
REFERENCES
1. Riggs, M. R. Murthy, N. K., Berkebile S. P. and Korenyi-Both, A. L. (2020), “Scuffing resistance and starved lubrication behavior in helicopter gear steels coated with nanocomposite surface coatings with and without a hard sublayer,” Tribology Transactions, 63 (4), pp. 610-620, https://doi.org/10.1080/10402004.2020.1725205.
2. Voevodin, A. A. and Zabinski, J. S. (2006), “Laser surface texturing for adaptive solid lubrication,” Wear, 261 (11-12), pp. 1285-1292, https://doi.org/10.1016/j.wear.2006.03.013.
3. Shirani, A., Joy, T., Rogov, A., Lin, M., Yerokhin, A., Mogonye, J.-E., Korenyi-Both, A., Aouadi, S. M., Voevodin, A. A. and Berman, D. (2020), “PEO-Chameleon as a potential protective coating on cast aluminum alloys for high-temperature applications,” Surface and Coatings Technology, 397, 126016, https://doi.org/10.1016/j.surfcoat.2020.126016.
Andras L. Korenyi-Both is Woodward Senior Technical Fellow Tribology at Woodward Inc. in Fort Collins, Colo. You can reach him at andy.korenyi-both@woodward.com.