
Meet the Presenters
This article is based on a webinar presented by STLE Education on May 5, 2025. From Friction to Function: The Vital Role of Lubricant Suppliers in Sustainable Manufacturing is available at www.stle.org: $39 for STLE members, $59 for all others.
STLE member Bridget Dubbert is the technical director for Engineered Lubricants Co. in St. Louis. Since beginning as a bench chemist, her experience has spanned the metalworking and lubrication industry for more than 20 years with roles in formulating, laboratory testing and design, field support, technical service and leadership. Dubbert holds the STLE Certified Metalworking Fluids Specialist™ (CMFS) certification and is an active member of STLE, NLGI and ILMA. She has served as a TLT Technical Editor, is currently serving on the STLE CMFS Certification Committee and is a member of the ILMA Metalworking Committee.
David Godwin came to Engineered Lubricants Co. in 1993, has over 32 years of experience in sales and a leadership position focused on enhancing customer experience and service directly impacting prolonged fluid service without compromise in performance—consequently, providing the additional benefit of predictive maintenance on associated equipment.
You can reach Dubbert at bdubbert@englube.com and Godwin at dgodwin@englube.com.

Bridget Dubbert

David Godwin
KEY CONCEPTS
•
The ability to maximize the use of fluids and eliminate unnecessary changeouts is one way companies can achieve their sustainability goals.
•
Fluid formulators and fluid analysis labs are in a prime position to help customers maintain their fluid without compromising the health and operational efficiency of their equipment.
•
Fluid analysis has four main sustainability benefits: the quantification of sustainability efforts, improved overall efficiency, the identification of issues before they lead to failures (which lead to equipment disposal and replacement) and providing support for recycling and end-of-life decisions.
This article is based on an STLE webinar titled From Friction to Function: The Vital Role of Lubricant Suppliers in Sustainable Manufacturing presented by Bridget Dubbert and David Godwin. See Meet the Presenters for more information. This article discusses how laboratory support can help end-users achieve their sustainability development goals. What follows is a recap.
1
The only correct way to measure sustainability is also the hardest: cradle to grave since it takes the complete lifecycle and value chain into account in order to calculate greenhouse gas emissions. However, many manufacturers are only looking at their raw material resources, production processes and packaging and shipping—basically cradle to gate rather than cradle to grave.
The issue is that many end-users just don’t have the resources that their suppliers have. This puts fluid product and service providers in a unique position, not only to help with the extension of the life of the fluids but to impact the life of the equipment that uses these fluids. The suppliers of lubricants and services can also help end-users achieve their sustainability goals through their expertise and resources that they have at their facilities (see 17 UN Sustainability Development Goals).
17 UN sustainability development goals
Established as part of the 2030 Agenda for Sustainable Development, the 17 UN Sustainability Development Goals (SDGs, also referred to as “dimensions of sustainability”) are as follows:
1. No Poverty
2. Zero Hunger
3. Good Health and Well-being
4. Quality Education
5. Gender Equality
6. Clean Water and Sanitation
7. Affordable and Clean Energy
8. Decent Work and Economic Growth
9. Industry, Innovation and Infrastructure
10. Reduced Inequalities
11. Sustainable Cities and Communities
12. Responsible Consumption and Production
13. Climate Action
14. Life Below Water
15. Life on Land
16. Peace, Justice and Strong Institutions
17. Partnerships for the Goals
From https://sdgs.un.org/goals
Sustainability is profitability. For fluid manufacturers, helping customers get the maximum return on the investment in the fluid, and also gaining insight into the condition of the equipment, means getting customers to realize the fluid is an asset that, if properly managed, yields significant returns and improved profitability in an ever more competitive environment.
On one hand, it’s the end-user’s fluid and they need to manage it. But with the resources fluid and service providers have, they can impact not only the service life of the fluid, but the productivity of their equipment as well, maximizing the customer’s return on their investment.
“If a machine has an unplanned breakdown, it means that there’s urgency to get that equipment back up and running in order to maintain a high level of operating efficiency,” Godwin says. “So, carbon footprinting is not even a thought. Putting a priority on whatever it takes to get back up and running, consuming replacement machine components and requiring rushed transportation will negate any effort at managing costs, the carbon footprint and efficient, economical operation. As a fluid or service provider, if you can help them avoid unplanned breakdowns, you’re helping them to also achieve their sustainability goals.”
Dubbert adds, “As STLE members, we want to allow people to maximize their lubricant use and equipment reliability and to avoid greenwashing, to utilize actionable, measurable programs to extend fluid life, extend equipment life and improve profitability.”
There are many specific examples of used fluid and condition monitoring, typical lab reporting and then some advanced lab reporting that can identify problems occurring in the field, potentially causing harm to equipment and causing a fluid system to fail and require fluid disposal. The goal is to prevent premature system draining, which has a negative impact on sustainability. As such, the emphasis should be on used fluid monitoring, which not only extends service life but provides documented sustainability-oriented data.
This also applies to filters. “Without ongoing fluid monitoring, our customers tend to do one of two things,” Godwin says. “They either don’t change filters or they change them on a calendar date. They’ll put a date on a filter, and then they’ll change it when that date comes up. Condition monitoring can determine when the filter should be changed.”
Fire-resistant fluids
An example includes condition monitoring for water extendable fire-resistant fluids, an application where safety is especially critical. If the fire resistance of the fluid is compromised, its purpose is defeated. The fire-resistant fluid system should be monitored for viscosity and its water content to ensure there is adequate water in the fire-resistant fluid. If the water content is too high, viscosity is lowered and increases the wear rates on the system components. If the water content is too low, the viscosity goes up and increases the potential for fire since the fluid itself loses fire resistance as it becomes dehydrated.
Most fire-resistant fluid systems are accompanied by a heat exchanger with a cooling tower and a water circuit. So, it’s important to monitor not just the fire-resistant hydraulic fluid chemistry but also the cooling tower circuit that is supporting the system.
“What happens in field is, if the heat exchanger becomes clogged, if there’s an obstructed flow, then the system will run hotter and dehydrate, and you lose your fire resistance,” Godwin explains. “And then, additionally, you’ll have higher machine component wear rates. If the cooling fluid gets through the heat exchanger from a leak, it dilutes the fire-resistant hydraulic fluid and film strength diminishes as viscosity diminishes with dilution. Then you start to increase the wear rates of all the components in that circuit and likely will encounter corrosion issues. So, we monitor the water content. We monitor the alkaline reserve and because corrosion protection is built into that, we also monitor the cleanliness of these systems in terms of their filtration.”
There is data in a sample fire-resistant fluid analysis report and consequences if not testing regularly.
“Cooling system clogs can be caused by hard water buildup, corrosion in the heat exchanger or they can be caused by microbial issues in the circuit where you have bacteria forming a slime that can clog the system,” Godwin explains. “Any one of those can cause the hydraulic system to run at a higher temperature and start to dehydrate. Corrosion can, if you don’t maintain corrosion protection in the fluid, compromise the heat exchanger that will then start leaking water into the fire-resistant hydraulic fluid. And not only that, it will be really hard water contamination that is entering the hydraulic system.”
He adds, “Helping them to use that water in the cooling circuit, keeping it in service rather than depending on a municipal water supply for all their water needs, contributes to sustainability. Typically, two thirds of the water in a cooling tower is recovered water. The other third comes from the municipality.”
Environmental, social and governance (ESG) objectives include plant safety. “Maintaining fire-resistant fluids ensures you have a fire protection for your plant safety and worker safety. Water is a critical metric for that,” Dubbert says. “Alkaline reserve and pH ensure you have the corrosion protection necessary to extend equipment life, improving your ROI.” In addition, particle analysis and viscosity both contribute to proper operation of the system over its lifespan and, in fact, contribute to extended equipment life.
Monitoring all of these properties leads to long, operational life for both the fluid and the equipment, which aligns with sustainability goals.
Gearboxes
Monitoring gearbox fluid for wear, additive depletion and early signs of oxidation can significantly reduce the wear on gears and eliminate unnecessary gear oil draining.
“And particle analysis is critical here, too,” Godwin comments. “You look at the accumulation of particulate in the oil and, if it’s abnormal, can investigate further through the science of ferrography, which enables the identification of wear modes that are occurring in those gears. Any identified issues can be addressed before there’s a total failure of the gear. You can take action long before that very expensive gearbox has to be replaced.”
Case study: Fluid monitoring extends the life of an expensive gearbox
A company was overworking a heavy industrial cut-off saw in their tool manufacturing business. As demand increased, they were attempting to keep up with production using existing equipment. They stacked four bars of tool steel to cut into blanks for the parts they were manufacturing, although the system was designed to cut one bar per cycle. As a result, the service life of very expensive right-angle gearboxes diminished to about 2-1/2 months. The customer maintained the OEM fluid recommendation even though they were severely overworking the saw. Heat was destroying these gearboxes.
A review of temperatures recorded and samples of fluid collected weekly from the gearbox identified current wear rates occurring within the gearbox. An increase in ISO viscosity grade, conversion to a higher temperature tolerant synthetic-based fluid and the addition of molybdenum disulfide was recommended. As a result of making these changes and fluid monitoring, it was determined early on that the amount of wear debris generated weekly was declining significantly, even under the same over-worked conditions. Service life of the gear boxes increased to over 14 months in that application and allowed the customer to operate economically until additional production equipment could be added to that line.
Hydraulic oil
ASTM 4.1 provides a framework for quantifying efficiency gains in hydraulic fluids. While it doesn’t specify tests to run, it has guidelines for validating energy efficiency performance of two or more hydraulic oils. ASTM 4.1 refers to the scope or summary section within several different ASTM standards related to hydraulic fluids, rather than a single specific standard. Based on the search results, the most prominent “4.1” sections regarding hydraulic fluids relate to environmental classification, hydrolytic stability and viscosity characteristics.
There are methods for monitoring the viscosity, color and particulate that’s accumulating in the system. A statistical method called direct read (DR) ferrography discerns between large particles and small particles and results in providing a ratio that is a key indicator. As the machine is starting to wear, it will generate large wear particles at a higher rate. While they are filtered out, at some point wear particles will start to generate at a higher rate, which is an indicator that something is wrong and more detailed laboratory analysis may be required. ISO Cleanliness Codes are used by OEMs to specify cleanliness requirements for the equipment they manufacture.
Figures 1 and 2 show how a machine generates wear debris during its normal life cycle.
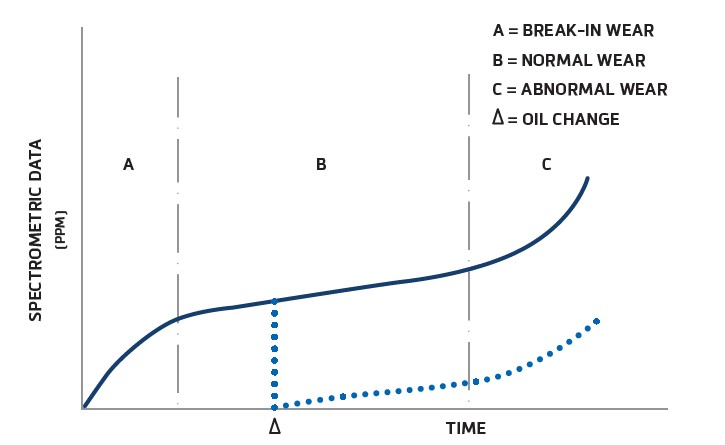
Figure 1. The machine has a break-in period during which components are wearing in and creating higher levels of debris. It continues until the break-in period ends and it runs at its optimal efficiency. Then there will be an equilibrium of debris typically carried in the oil, with a steadily increasing rate based on time in service.
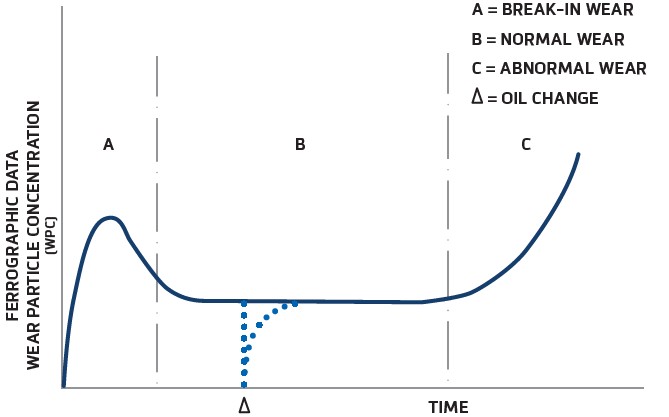
Figure 2. This illustrates the slope of debris generation, the effect of an oil drain and refill and the slope forming again. This cycle can repeat continuously during the normal operating life of the machine. Eventually the equilibrium of particle loading will yield to an increased debris generation rate, which is an early indication that the component is reaching the end of its service life.
“So, again, changing a filter based off the condition rather than a calendar date (or not changing the filter at all), can be very valuable for not only the fluid, but the longevity and life of the equipment itself,” Godwin says. “There are not many other suppliers that can have the impact on their customers’ total equipment lifecycles and total greenhouse gas emissions in the plant as lubricant suppliers can.”
Metalworking fluid
In a typical metalworking system, sumps vary a lot. A large sump will have a large volume of water and a fair amount of the fluid concentrate. There are multiple contaminants entering a metalworking system, and there are also health and safety concerns when a metalworking system remains unmonitored.
“Typically, to monitor a metalworking system well, the minimum routine testing would be pH, microbial growth and concentration,” Dubbert explains. “Based on those three tests and also observing the system and knowing what’s going on, there are a lot of additional tests that a lab can provide for a customer with unusual problems; for example, they start seeing residue or corrosion. All of that can be identified with additional lab testing.”
She adds, "The ultimate goal of monitoring a metalworking fluid system is to eliminate premature drain and refill of the system. A lot of large factories will have a prescribed six-month or one-year drain and refill cycle, but then others have to drain and refill because it goes rancid. If you put it in perspective, with a 5,000-gallon metalworking system, if you had to drain and refill that, it’s 4,687 gallons of water just to charge it plus the additional six drums of coolant. That is a lot of water, a lot of money and a lot of time because a cleanout also costs employee time. All of this relates back to downtime and lost profit. So good condition monitoring of a metalworking system is a minimal investment in service that will keep the system running for a long time.”
In summary, Dubbert advises that, in addition to improving plant and equipment efficiency, the benefits of lab services include reports that will help sustainability efforts (see Sustainability Benefits of Oil Analysis). “Issues will be identified before they cause failures that result in wasted fluid, damaged equipment and loss of profit,” she says. “And all of this information will ultimately aid in the recycling and end-of-life decisions for the fluid. Some of this testing will lead to not having to dump the entire system but perform instead a partial dump and recharge. We don’t want to greenwash anymore. By providing this test data, we as lubricant suppliers can help end-users meet sustainability goals in a documented way.”
Sustainability benefits of oil analysis
Oil analysis supports sustainability initiatives in several measurable and practical ways, including:
•
Quantifies sustainability efforts
•
Improves efficiency
•
Identifies issues before they cause failures that result in wasted fluid/damaged equipment
•
Aids in recycling/end-of-life decisions
Godwin agrees, “We can help end-users with their overall greenhouse gas emissions and their carbon footprint by keeping their equipment in service. By having a documented program, you have history that shows how you’re extending the life of your equipment and your fluids. As members of STLE, we are in a unique position to have a great cradle-to-grave impact on fluids and equipment.”
For companies that don’t have a fluid analysis program, the best place to start is a fluid audit to determine what fluids are in use, what needs to be managed or monitored and then find a trusted testing laboratory.
REFERENCE
1.
During the webinar, they made reference to the following article on sustainability in TLT Magazine and the 17 UN Sustainability Goals it outlines: Van Rensselar, J. (2025). “Quantifying sustainability,” TLT,
81 (4), pp 42-48. Available at
www.stle.org/files/TLTArchives/2025/04_April/Feature.aspx.
Jeanna Van Rensselar heads her own communication/public relations firm, Smart PR Communications, in Naperville, Ill. You can reach her at jeanna@smartprcommunications.com.