KEY CONCEPTS
•
Over the years, wind turbines have increased in both size and capacity, resulting in massive bearings that face a number of challenges regarding lubrication, wear and maintenance.
•
Inadequate lubrication and contamination are primary causes of damage to the bearings.
•
Advanced lubricants offer benefits to prevent and repair damage and extend bearing lifespan but need to possess certain critical properties.
•
A rescue grease is a specifically formulated advanced lubricant intended to mitigate the progression of surface damage, stabilise operating conditions and enable continued turbine operation, all of which allow for better scheduling of maintenance and repair operations.
Wind turbines have evolved in both capacity and size over the years, leading to significant design changes that have resulted in the use of massive bearings, especially the main shaft bearing. Because of their size, as well as the load and operating conditions the main shaft bearings are exposed to, these bearings may show early surface damage, leading to an expensive replacement process. This involves revenues lost due to downtime, as well as repair and replacement costs. The total economic impact for one bearing replacement in an onshore wind farm could be from approximately $270,000 up to a maximum of $540,000, depending on the circumstances and additional factors.1,2 For offshore turbines, this total could be at least three times higher.3
Wind turbine operators face a number of challenges with regard to main shaft bearing lubrication and maintenance. This article addresses wind turbine bearing damage mechanisms and damage mitigation and maintenance solutions, including innovative repair lubricants that could extend the lifespan of main bearings and contribute to sustainable energy production.
Primary damage types seen in main shaft bearings
Federica Grosso and Antonio Arcelloni both work at the Predictive Diagnostic Centre of Wind & Solar Global Operation and Efficiency of ERG SpA in Genova, Italy. They agree that the main shaft bearings “are among the most critical components of a wind turbine, as they play an essential role in supporting the rotor and transmitting loads to the drivetrain.” Correct operation of these components is “fundamental to guarantee long-term reliability and cost-effective energy production.” Grosso and Arcelloni note: “These bearings are subjected to highly variable and complex load conditions, including axial, radial and bending forces, which can accelerate degradation mechanisms.”
Dr. Balasubramaniam Vengudusamy is a senior tribology expert, global product innovation, for Klüber Lubrication München GmbH & Co. KG, a brand of Freudenberg, located in München, Germany. Vengudusamy agrees: “Main shaft bearings are among the most critical components in a wind turbine drivetrain” as they “support the rotor and transmit loads to the gearbox and generator, operating under harsh and variable conditions.” The bearings experience a range of forces, including dynamic loads, high torque, slip, frequent start/stop cycles and prolonged standstill phases, all of which can contribute to premature failures if not properly managed.
Vengudusamy notes three categories of common damages that are observed with main shaft bearings:
•
Standstill marks and false brinelling. Vengudusamy notes that operational factors “during long idle periods or standstill phases, micro-movements under vibration, can cause fretting, corrosion and false brinelling.” These types of marks “appear as localized wear patterns on the raceways and rolling elements.” These bearings can be stressed by fluctuating loads caused by wind turbulence and rotor imbalance from extreme load events (e.g., emergency stops, grid faults, generator short circuits).
•
Micropitting and spalling. “Micropitting occurs due to surface fatigue under mixed lubrication conditions, often aggravated by inadequate film thickness and ineffective lubricant additives” and contamination. “Over time, micropitting can progress to spalling, where larger material chunks detach from the surface, severely compromising bearing integrity.”4,5
•
Electrically induced surface and subsurface damages. Vengudusamy notes that stray currents from generators or converters can pass through bearings. These stray currents can be caused by the increasing electrification of wind turbines and power electronics. “These currents cause electrical discharge machining (EDM) effects, leading to fluting, pitting and even subsurface cracking such as white etching cracks (WEC).” WEC cracks are particularly critical to detect as they can propagate quickly and are difficult to predict.6
Grosso and Arcelloni agree that the most common damage modes include “surface cracking, spalling, pitting and abrasive wear caused by metal-to-metal contact”
(see Figures 1 and 2). They list other causes of premature failure as including “dust and water contamination, improper installation or misalignment and electrical discharges.” They agree: “Inadequate lubrication remains the predominant factor” in bearing failure due to “increased friction and local overheating, thereby promoting fatigue and surface damage.”

Figure 1. Damaged main shaft bearing from wind turbine. Figure courtesy of Federica Grosso.

Figure 2. Damaged main shaft bearing from wind turbine. Figure courtesy of Antonio Arcelloni.
Uffe Larsen, senior mechanical engineer with Orsted, WTG Electrical & Mechanical located in Gentofte, Denmark, notes that information about the primary damages seen in wind turbine main shaft bearings, along with information about their possible causes, can be company sensitive and also varies across turbine types. Larsen agrees: “Generally, unexpected bearing damage results in downtime and production losses.” Bearing “replacement itself is costly, involving not only the price of the bearing but also the expense of mobilizing a jack-up vessel for the exchange on offshore turbines.”
Grosso and Arcelloni observe: “From an operational standpoint, bearing degradation negatively impacts turbine efficiency by raising friction, temperature and vibration levels.” These impacts reduce energy production, while accelerating the deterioration of adjacent components. They say, “In the absence of an effective condition-based maintenance (CBM) strategy, sudden failures may occur, leading to unplanned turbine shutdowns.” In these cases, “predictive intervention is not feasible, leading to extended downtime and substantial energy losses and maintenance costs.”
Cost impacts from these damages
Vengudusamy notes that all of these different types of bearing damage directly impact turbine reliability and energy output. “Damaged bearings often lead to increased vibration and temperature, forcing operators to run turbines at reduced loads to prevent catastrophic failure, which results in lower power production and revenue loss or higher levelized cost of energy/electricity (LCOE).”
These damages also increase maintenance substantially. Vengudusamy notes, “Planning and executing a bearing replacement is complex and time-consuming.” Especially for offshore turbines, repair and “replacements require specialized jack-up vessels, which can cost €50,000-€80,000 per day, excluding labor and logistics.” In addition to planning and repair time, turbine downtime during the repair increases financial losses from missed energy production. Vengudusamy observes, “In severe cases, bearing failure can lead to secondary damage to the gearbox or main shaft, multiplying costs.”7
Inadequate lubrication as a cause of damage
Larsen notes, “Currently, there is no evidence that failures are caused by the lubricants themselves.” However, he says, “Proper lubrication remains a key factor in bearing performance, and there is a continuous focus on improving lubrication strategies to minimize risk.” Vengudusamy agrees: “Lubrication plays an important role in the durability and reliability of wind turbine main shaft bearings.” The formation of an adequate lubricating film is critical to prevent premature failures in the bearing.
Grosso and Arcelloni note: “Lubrication provides a protective film that minimizes direct metal-to-metal contact, reducing friction, wear and surface fatigue.” Insufficient lubrication can be caused by a number of issues, including “degraded oil/grease, incorrect viscosity, contamination or improper relubrication intervals.” Regardless of the cause, insufficient lubrication results in the protective film breaking down. When that happens, they observe that temperature anomalies (e.g., persistent increase in bearing or housing temperature), vibration and acoustic signals (e.g., high frequency vibration peaks typical of asperity contact), lubricant condition changes (e.g., presence of water inside, increase of particles or discoloration and physical inspection evidence), signs of grease leakage and insufficient lubrication can occur.
While both laboratory and theoretical studies show that inadequate lubrication leads to damage, Vengudusamy notes: “Field evidence linking inadequate lubrication or relubrication intervals directly to premature failure remains limited.” Despite this lack of data, lubrication is recognized as a critical factor for turbine reliability. Vengudusamy identifies three mechanisms where inadequate lubrication causes problems:
•
Lubricant starvation occurs where insufficient grease reaches the rolling contact. Vengudusamy identifies causes as including “improper relubrication intervals, excessive purge during operation and degradation over time.” He notes: “Starvation accelerates wear, increases frictional heating and leads directly to surface distress and micropitting.”
•
Micropitting and surface fatigue occur “when the lubricant film is too thin relative to surface roughness (i.e., low lambda ratio) metal-to-metal contact occurs, initiating micropitting.” Vengudusamy notes: “Micropitting is recognized as a dominant damage mode in main shaft bearings due to the difficulty of maintaining sufficient film thickness at low speeds.”
•
Fretting and standstill damage occur during standstill phases when “inadequate lubrication allows micro-oscillations caused by wind or vibration to produce fretting corrosion.” Vengudusamy states, “Grease with poor adhesion or poor low-speed lubrication properties exacerbates this problem, especially in cold climates.”
Vengudusamy says some of these issues can be identified before serious problems develop if “micropitting patterns on raceways and rollers, standstill marks during idle phases, increased bearing temperature, metal debris in grease samples, etc.” are noticed in early stages.
Humidity and contamination factors
Larsen says, “Humidity and contamination are rarely issues due to the design and operating conditions of the offshore turbines.” However, he says that blade bearings “are more exposed to environmental ingress.” Larson notes: “While water contamination does occur, most blade bearing greases perform adequately under these conditions.”
In contrast, Grosso and Arcelloni state, “Humidity and contamination represent two of the most influential external factors, both capable of compromising lubricant performance and accelerating bearing degradation.” They say, “Moisture ingress, often caused by condensation or insufficient sealing, alters the physical and chemical properties of the lubricant.” They note: “Even small amounts of water can significantly reduce viscosity, deplete additive packages and promote oxidation processes.”
Solid contamination (e.g., dust, dirt, metallic particles) can also have negative impacts. These materials can be introduced through external ingress or can be generated internally by wear. Grosso and Arcelloni note: “The combined effect of humidity and contamination lead to the disruption of the protective film that separates rolling elements from raceways.” Advanced sealing systems are “essential to prevent ingress of water and dust” to mitigate these effects. Also, lubricant choice is key. They note: “At the operational level, a good CBM approach is recommended to detect in advance any potential issue.”
Vengudusamy agrees, “Contamination issues are encountered far more frequently than humidity-related problems in wind turbine main shaft bearings.” He finds that “Typical contaminants include solid particles such as dust and wear debris, metallic fragments and process-related residues like remaining cleaning or flushing fluids.” Although flushing before regreasing is generally considered to be good practice for debris removal, “any residual flushing oil can unintentionally dilute the fresh grease,” which can then lower “the grease’s consistency (NLGI grade), reduce effective viscosity, weaken mechanical stability and increase the risk of leakage during operation.” Offshore turbines are more prone to humidity-related effects than onshore turbines.
Critical lubricant properties
Larsen notes that identifying the specific properties a lubricant needs to effectively prevent wear, micropitting and material outbreak in wind turbine main shaft bearings is complex. He says, “At a minimum, the lubricant must provide sufficient protection to prevent standstill marks during transport, storage and assembly.” Also, “During operation, ensuring effective lubrication during start and stop cycles is critical, as these phases are often when wear is most likely to initiate.”
Grosso and Arcelloni note that there are several critical properties that a lubricant needs to have to prevent wear, micropitting and material outbreak in wind turbine main shaft bearings. They consider the most important lubricant properties to include:
•
Correct base oil viscosity. “The lubricant must have an appropriate base oil viscosity, not only at operating temperature, but also across the full range of temperatures and speeds encountered during turbine operation.” This correct viscosity “ensures the formation of a stable lubricating film, which is essential to minimize metal-to-metal contact and prevent wear and micropitting.”
•
Water resistance. Over years of operation, seals can degrade. This means that “water inside is a common issue that could be prevented with water resistant lubricants to prevent corrosion or lubricant degradation.”
•
Oxidation and thermal stability. To ensure long service intervals, lubricants must have high resistance to oxidation and thermal degradation.
•
Compatibility with materials. The lubricant must be compatible with the bearing and seal materials to avoid chemical degradation.
Grosso and Arcelloni consider base oil viscosity and water resistance to be the most critical factors for wind turbine main shaft bearing lubricants. Lubricants that combine those two factors with the other listed factors should result in reliable long-term protection.
Vengudusamy adds a few more critical properties for bearing grease, including the abilities to:
•
Form adequate film thickness under both low and variable speeds, which depends “largely on viscosity, entrainment speed and surface roughness under elastohydrodynamic lubrication (EHL).” While a sufficiently thick film ensures surface separation and reduces the risk of fatigue-related damage, main shaft bearings “often operate at low speeds, which limits film thickness and increases micropitting risk.” He notes: “In wind turbines, these bearings are almost exclusively grease-lubricated, which introduces additional complexity.” The ability of the grease to form films “depends not only on the base oil viscosity but also on the thickener type, structure and rheology, which influence the grease’s ability to replenish the contact zone and maintain film thickness over time.” He says, “Studies highlight that thickeners can significantly influence lubrication performance and must be considered in grease selection rather than relying solely on base oil viscosity.”8,9
•
Possess an effective additive system, which plays a decisive role in resisting wear, micropitting and standstill damage. “An inappropriate or insufficient additive system can lead to early surface damage—even if the base oil viscosity appears suitable and high.” This means that simply “increasing viscosity is not a reliable strategy when addressing failures driven by inadequate surface chemistry.” The selected grease must have “the right combination of viscosity, thickener technology, and optimized additive package” to both maintain reliable bearing performance and prevent surface-initiated failure.
•
Exhibit good grease reflow and distribution within the bearing.
•
Withstand contamination and moisture ingress without deteriorating.
Benefits of using advanced lubricants
Advanced lubricants have the potential to repair and extend the lifespan of damaged main shaft bearings. Vengudusamy notes, “Despite proper lubrication practices, damage in wind turbine main shaft bearings can still occur, driven by many factors” (e.g., increasing turbine size, fluctuating loads, misalignments and long service intervals). Lubricant solutions have the potential both to avoid immediate shutdowns and power production loss while keeping turbines operating even under mild to moderate damage conditions.
Vengudusamy notes: “Early signs of developing damage typically include rising vibration levels and elevated bearing temperatures.” Larsen confirms, “Damaged main bearings are usually detected early via vibration monitoring.” However, at that point, “The key challenge is deciding whether the bearing can remain in service until a replacement is feasible.” Larsen notes, “In some cases, using a specialized grease might extend the remaining life of a damaged bearing, reducing the risk of unplanned downtime and allowing more efficient planning of jack-up campaigns.”
Larsen states, “Grease flushing is sometimes performed on damaged bearings to remove particles and improve lubrication, which temporarily reduce temperature and vibration levels.” However, the long-term benefits of this practice have not been quantified. He says that better understanding of “how the benefits of grease flushing compare with those of using specially formulated greases that are designed to extend the remaining service life of damaged bearings” would be valuable.
Use of advanced rescue greases
Vengudusamy says, “To help bridge the gap between the onset of damage and eventual replacement—or to extend the service life of bearings with mild surface degradation—an advanced lubricant commonly referred to as ‘rescue grease’ has been developed.”10 A rescue grease is one that “is specifically formulated to mitigate progression of surface damage, stabilise operating conditions and enable continued turbine operation.”
Vengudusamy identifies a two-step cleaning and rescue procedure “for turbines experiencing premature main shaft bearing damage, particularly when the surface defects are not yet advanced:”
•
The cleaning step is the first step and “aims to remove contaminated or degraded grease from the bearing.” This process “eliminates wear debris, metal particles and aged grease that could otherwise exacerbate particle-induced stress and accelerate damage.” This cleaning step can also be adapted to occur in the maintenance window where a flushing grease is run for several hours before draining. A “longer-time window is a more thorough process lasting one to two days, involving two to three flushing cycles to ensure effective debris removal and thorough purging of contaminated grease.” The longer window is preferred when possible.
•
The rescue step occurs once cleaning is completed and is when the rescue grease is introduced into the bearing. “During this phase, vibration and temperature are closely monitored to verify the effectiveness of the treatment.”
Clear benefits of using rescue grease are shown on Figure 3, which provides data from laboratory investigations summarizing two test conditions. In the first test, Vengudusamy says that a standard market grease was used, which “led to a rapid increase in vibration, followed by critical surface damage (dark red solid line followed by dashed line in Figure 3).” The second test used the same market grease for a short period that was long enough to initiate but not advance damage (i.e., dark red premature damage phase in Figure 3). “The test was then continued with a 50% blend of rescue grease, which resulted in an immediate reduction in vibration levels, preventing the progression seen in the first test.”
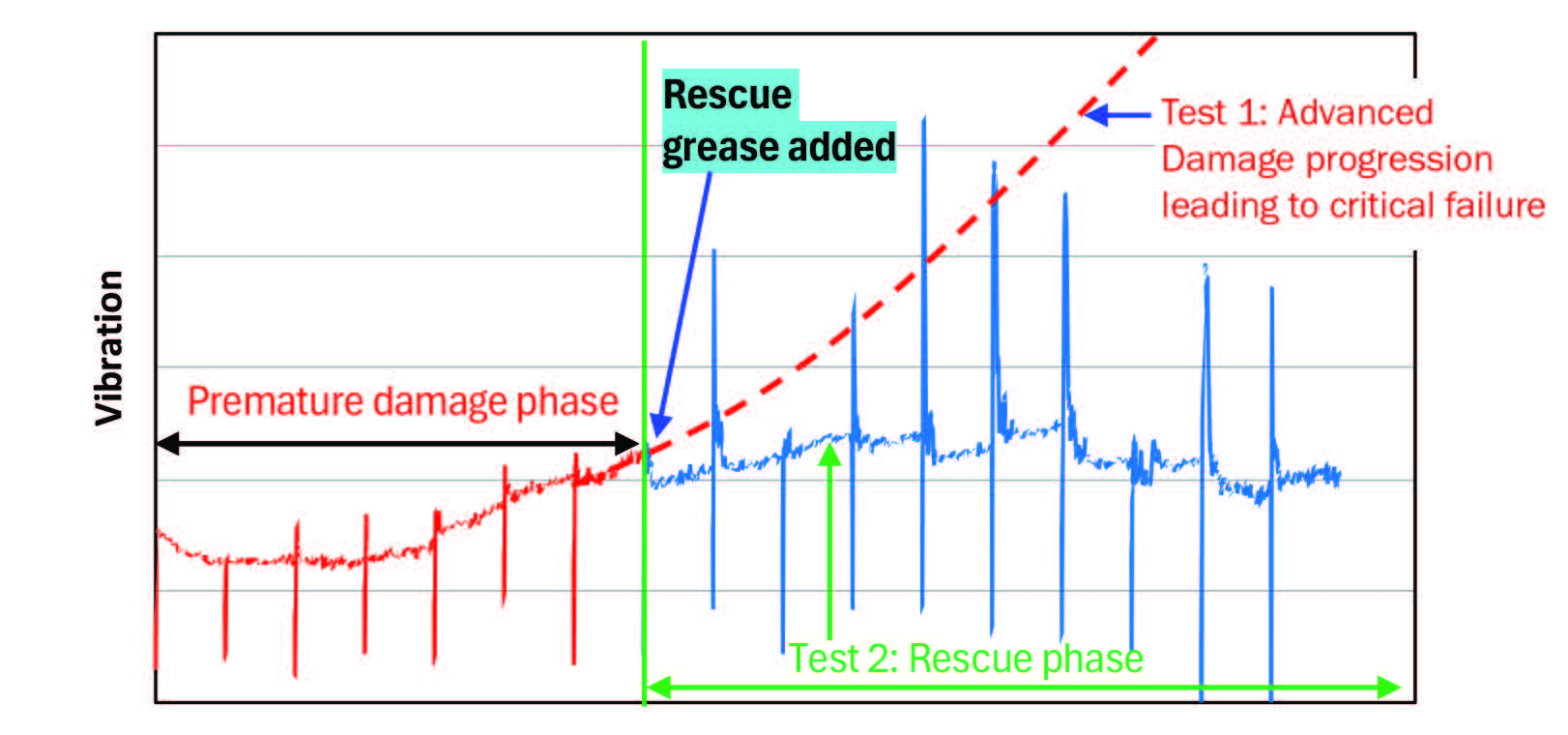 Figure 3. Vibration data from laboratory tests showing the benefits of rescue grease. Figure courtesy of Balasubramaniam Vengudusamy.
Figure 3. Vibration data from laboratory tests showing the benefits of rescue grease. Figure courtesy of Balasubramaniam Vengudusamy.
Vengudusamy has found: “Field experience shows that in many cases, both temperature and vibration levels decrease after the rescue grease is applied, indicating improved operating conditions and reduced surface distress.” He notes that an approximately 50% concentration of the rescue grease is blended with the existing grease. “However, the optimal concentration depends on the severity of bearing damage and the operator’s objective (i.e., temporary operation until replacement versus life extension).”
Grosso and Arcelloni have similar experience in the process of using advanced lubricants to repair and extend the lifespan of damaged main shaft bearings in wind turbines. Their process involves three key steps:
•
Initial cleaning and flushing. Their first step is to thoroughly clean and flush out the existing grease from the main shaft bearing. They typically accomplish this step by injecting a compatible flushing grease while the wind turbine is running, allowing the shaft/bearing to rotate for several hours with the flushing grease in the system. During this operational phase old lubricant, contaminants and wear debris are removed, which helps ensure the bearing surfaces are as clean as possible before introducing the advanced lubricant.
•
Application of advanced lubricant. Following the initial flushing to clean the bearing, an advanced grease is introduced that is specifically formulated for damaged bearings. The goal of the advanced lubricant is to form a protective film over areas impacted by cracks, spalling or pitting. This film helps to smooth the surface asperities, reducing metal-to-metal contact, vibration, friction and operating temperatures.
•
Integration with operational grease and lubrication system. After the initial application in the last step, the advanced lubricant is blended with the standard operational grease for the bearing system. The automatic lubrication system can then be adjusted to ensure a continuous supply of the advanced lubricant mixture during turbine operations to maintain the protective film and ensure consistent performance over time.
Grosso and Arcelloni state that the main benefits of using advanced lubricants “are to dampen vibrations and reduce noise, as well as vibrations and operating temperatures and to slow the damage progression to extend the bearing life and postpone the bearing exchange.” They aim to operate in a predictive way instead of only responding once damage requires an immediate exchange. Using advanced lubricants following the bulleted procedure “can help a lot.”
Vengudusamy summarizes that use of an advanced rescue grease offers a number of important benefits, including:
•
extension of the operational life of damaged bearings by preventing the rapid progression of wear or micropitting
•
reduction of unplanned downtime by allowing turbines to continue operating safely until replacement can be more conveniently scheduled
•
minimization of material waste, as early bearing replacement may be avoided
•
avoidance of costly emergency logistics (i.e., arranging cranes or jack-up vessels), which are particularly difficult and expensive for offshore turbines
•
reduction of the carbon footprint through preserved component life and avoided heavy material maintenance operations
Vengudusamy observes: “This advanced lubrication approach is already in active use in the field and has demonstrated its value in maintaining turbine availability while mitigating the effects of early bearing damage.”
Conclusions
The capacity and size of today’s wind turbines have resulted in massive bearings, especially in the main shaft bearing. Replacing these bearings when damage occurs is expensive. Vengudusamy says “Understanding the damage mechanisms and their root causes is essential for improving bearing design, lubrication strategies and electrical insulation measures.”
While there are a number of different types of damage possible, inadequate lubrication is a common problem. Advanced lubricants can be a solution to extending main shaft bearing life and repairing some damage. Proactive condition monitoring and predictive maintenance can significantly reduce downtime and costs, resulting in higher turbine reliability and profitability.
REFERENCES
1.
EPRI 2024 White Paper, “Wind Turbine Main Bearing Reliability Analysis, Operations, and Maintenance Considerations.”
2.
Jenkins, B. (2022), “O&M cost modelling of large component major replacement in next-generation offshore wind turbines with uncertain failure rates,” University of Strathclyde Engineering.
3.
Donnelly, O., Anderson, F. and Carroll, J. (2024), “Operation and maintenance cost comparison between 15 MW direct-drive and medium-speed offshore wind turbines,”
Wind Energ. Sci., 9, pp. 1345-1362,
https://doi.org/10.5194/wes-9-1345-2024, 2024.
4.
Hart, E. et al. (2020), “A review of wind turbine main bearings: design, operation, modelling, damage mechanisms and fault detection,”
Wind Energy Sci., 5, pp. 105-124.
5.
www.windsystemsmag.com/bearing-and-gearbox-failures-challenge-to-wind-turbines/
6.
Keller, J. (2021), “WhiteWind: White etching crack (WEC) bearing failures in wind turbines: Cooperative research and development final report, CRADA Number CRD18-00758. Golden, CO: National Renewable Energy Laboratory. NREL/TP-5000-81232,
www.nrel.gov/docs/fy22osti/81232.pdf.
7.
www.windsystemsmag.com/bearing-and-gearbox-failures-challenge-to-wind-turbines/
8.
Sosa, Y. (2024), “Revisiting the grease lubrication and selection approaches for wind turbine main bearings,” TLT,
80 (5), pp. 36-44. Available at
www.stle.org/files/TLTArchives/2024/05_May/Feature.aspx.
9.
Vengudusamy, B. et al. (2019), “On the film forming and friction behaviour of greases in rolling/sliding contacts,”
Tribology International, 129, pp. 323-337.
10.
www.youtube.com/watch?v=ur67uR0Bxck