MRG Labs
Using the Grease Thief® Sampling and Analysis Tools to Optimize Lubrication and Enhance Machinery Sustainability
By Richard Wurzbach, President, MRG Labs | TLT CMF Plus November 2022
Lubrication tasks of critical machinery can have a significant impact on the reliability and life of grease lubricated components, in applications including Automation Robots, Wind Turbines, Nuclear Power Plants, Rail and Transportation, Mining, Marine Applications and Food Production, among others. When scheduled for frequent lubrication, such maintenance tasks can constitute an interruption of service and significant use of resources. Optimization of these tasks is desired to ensure equipment safety and component performance, while efficiently utilizing resources and minimizing downtime required to perform these tasks. Such strategies can result in enhanced machinery sustainability, including:
Conserving Energy – Selection of optimal viscosity and grease consistency; Conserving Natural Resources – Utilizing Condition-Based Grease Replenishment to minimize lubricant consumption; Minimize Environmental Impacts – Reduce waste by reducing grease consumption; Economically Sound Processes –Factoring total cost of operation rather than price of product; Enhancing Employee, Community and Product Safety – Less overgreasing
A Lubrication Optimization Study (LOS) has been conducted on a certain military helicopter program to establish the engineering basis and artifacts to define the grease lubrication intervals for certain components. The study’s main focus is a laboratory analysis of grease samples collected from specified points on the aircraft, to characterize how wear, properties and contaminants change as time and aircraft hours accumulate. Operators from four participating nations collected the required samples. Over 1100 samples were collected from twenty-four components.
 Sampling Methodology
Sampling Methodology
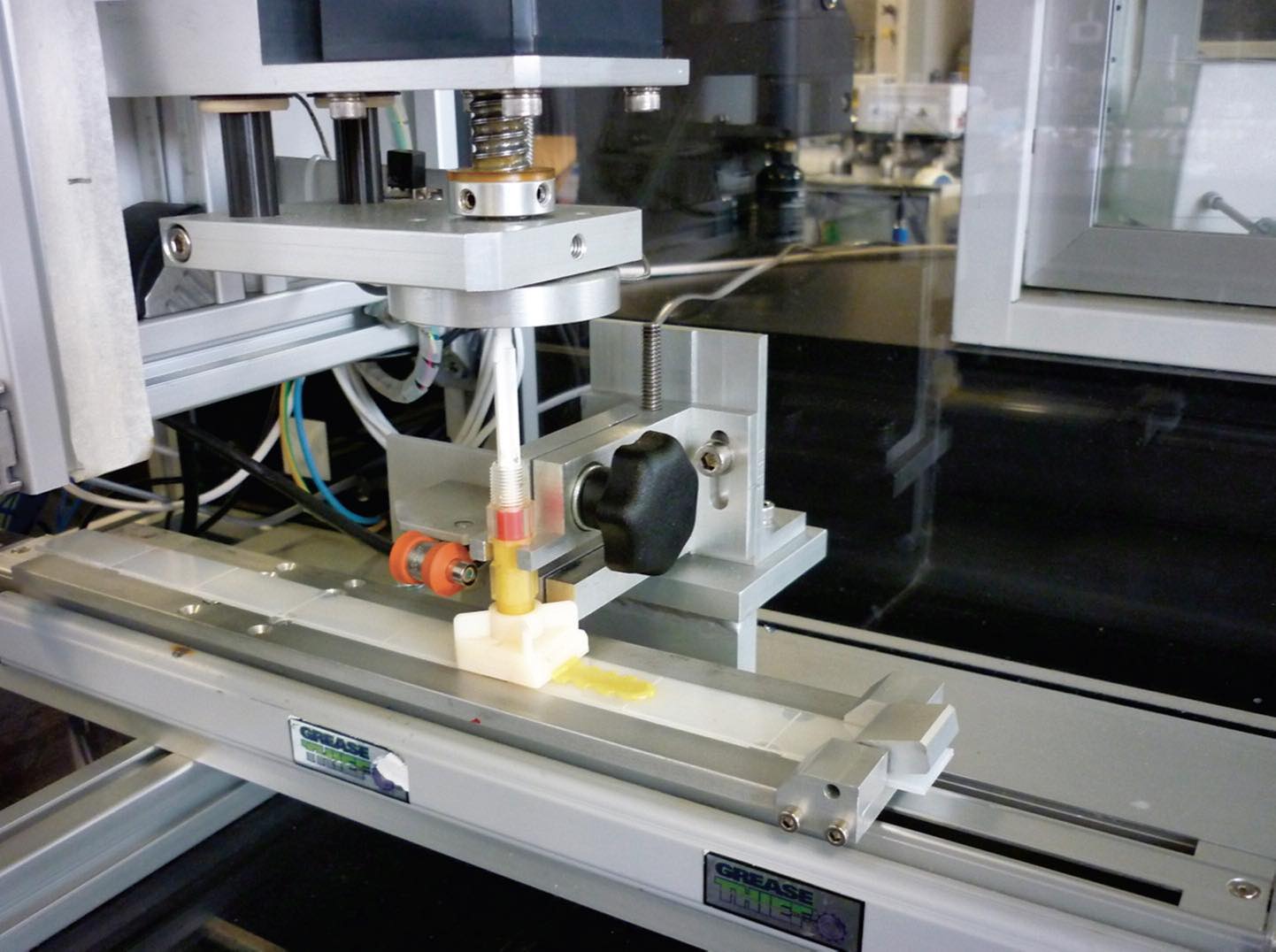
Critical to the success of this program was the development of a sampling procedure and tools that ensured that each sample submitted for analysis was representative of the condition of the component and the grease currently providing protection for that component. The starting point for this was the American Society of Testing and Materials (ASTM) D7718, “Standard Practice for Obtaining In-Service Samples of Lubricating Grease” document. Developed in 2011 and based on research conducted for the power generation industry.
Previous research included testing of geared surfaces and both large and small bearings. There are differences in the housing configuration and accessibility, particularly for the splines in the aircraft being studied. An existing sampling kit, the Pillow Block Grease Thief sampling kit was used for initial sampling performed at the Boeing service facility. This kit consists of a plastic spatula that was used to sample the surfaces of the spline gear teeth. Initially, this device was modified to create a profile matching the angle of the spline teeth, but because splines in the aircraft have different dimensions and one solution could not be found for all of them, the spatula was maintained in its original shape. Instructions were provided to hold the spatula tip at an optimal angle to scrape the grease from the surface of the teeth. Because of the soft plastic material of the spatula, this could be done without damaging the spline. The gathered grease was then packed into a standard 6ml syringe with the plunger removed. When a sufficient quantity of grease was removed from the surface of the spline, the plunger was reinstalled and used to transfer the grease to the Grease Thief, a plastic body sampling device. The syringe used for this transfer was modified to remove the tip, so that a more complete transfer of grease to the Grease Thief could be achieved. The filled Grease Thief was placed in the plastic shipping tube, and an identifying label was affixed for submittal to the laboratory for analysis.
The tests to be performed were optimized for those samples that had lesser quantity of grease. The “Large Volume” samples, those with more than 0.95 grams of grease, were sufficient for performing all eight of the designated analysis tasks. Samples with greater than 0.69 grams but less than the 0.95 grams were designated as “Small Volume” samples, and could have seven of the tests performed, with Die Extrusion (consistency) not being possible. As a substitution, an alternate consistency test could be performed with less grease using a cone and plate rheometer. Samples with less than 0.69 grams but at least 0.35 grams were designated “Tiny Volume” samples, and could not be used to perform Die Extrusion, ferrous density or RULER (anti-oxidant) testing and so provided limited additional data for the study. Samples with less than 0.35 grams of grease were not used in the study.
 Grease Analysis Tests
Grease Analysis Tests
The analysis test slate selected would be based on the known oxidation stressors and contaminant sources found in the machine application and countermeasures present in the grease to extend life. The ASTM Standard Test Method for evaluating in-service greases is D7918. This method uses the following tests listed in
Table 2 which list the key parameters measured and evaluated in the grease. Two additional tests are typically included in the analysis although they are not found in the current version of the ASTM D7918 standard. The Rotating Disc Electrode (RDE) Spectroscopy test and Fourier-Transform Infrared (FTIR) Spectroscopy test, provide elemental and molecular spectroscopy results, respectively, and complement the analysis performed in D7918 by monitoring non-ferrous wear particles, additives, contaminants, and the oxidation of the grease. The particle counting function was substituted by monitoring the elemental Silicon (Si) levels in the grease as measured by the Rotating Disc Electrode Spectrophotometer. As the most common source of external particulate was expected to be sand or dirt based on operating environments and action of air turbulence, Silicon was deemed to be a suitable indicative parameter to measure the ingression of these particles.
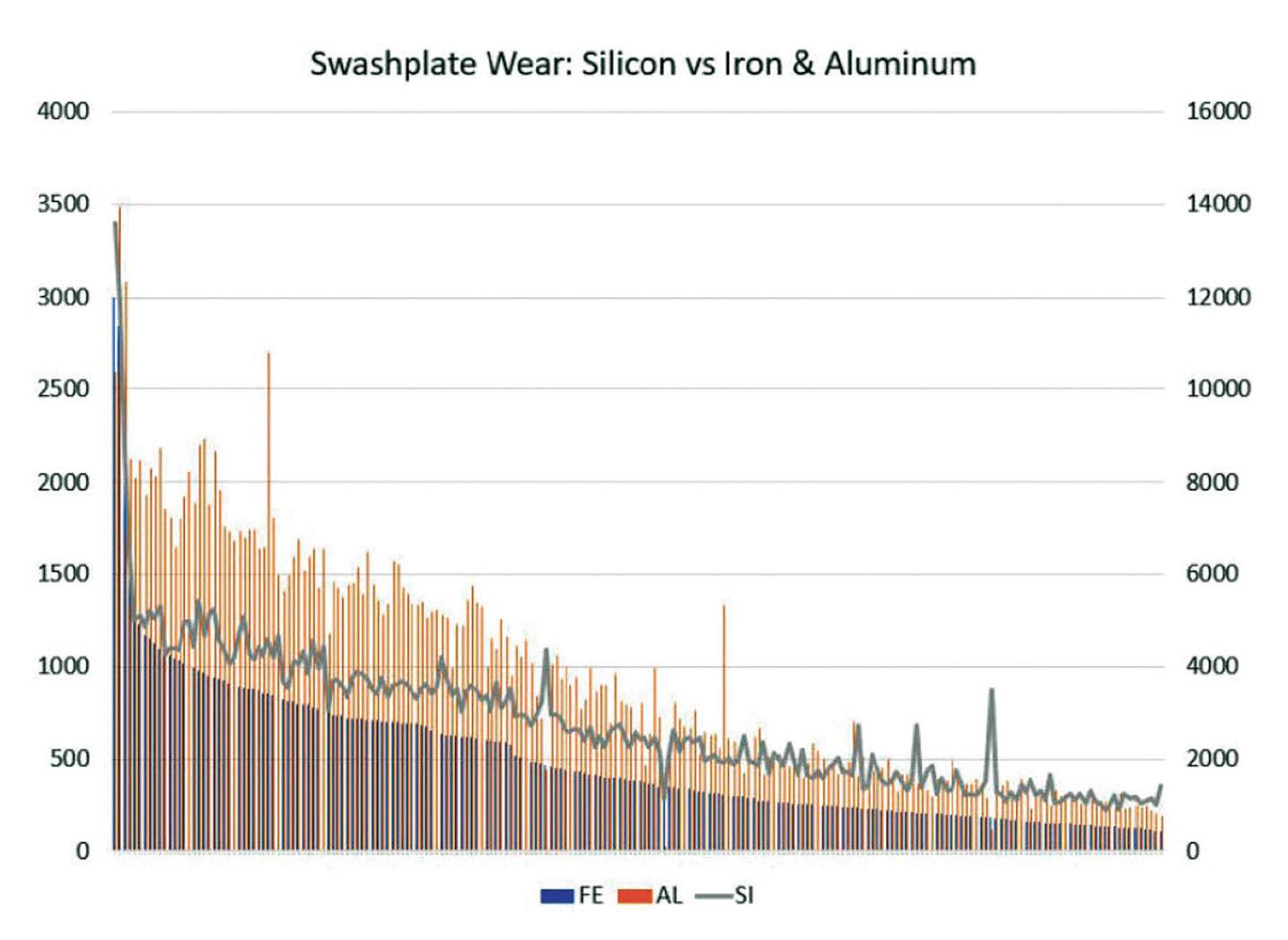 Table 2
Sample Analysis
Table 2
Sample Analysis
The participation of 4 international operators was secured for the project, and a scope of up to 1200 samples was set for the study. The original target was to obtain at least 30 samples from each location for the purpose of establishing statistical significance to the findings of the grease analysis and determination of optimal intervals. Sampling kits consisting of 8 sleeves in each were distributed to operators based on scheduled maintenance tasks. Several kits were designated based on service interval testing, with the variable in each kit being the labels that were included to align with the components being accessible for sampling during the maintenance activity. The locations included in the sampling study are outlined in the Final Report, which also outlined the previous interval guidelines that had been determined based on engineering input and operating history.
The individual grease sample results were compiled to find the 7 parameters that influence grease life, which included elemental iron (Fe), elemental silver (Ag), elemental silicon (Si), ferrous debris level, moisture, Die Extrusion Index (consistency), and oxidation index. These parameters were plotted as a function of flight hours since last grease service, to determine the interval at which each parameter began to degrade. A curve fit was developed for each graph based on the flight hour trend behavior of the parameter. These relationships were mostly linear but some were logarithmic. The formula for the curve fit was used to calculate the number of flight hours that corresponded to the target parameter replenishment level. The optimal service interval was described as the number of service hours that would allow replenishment of grease before the onset of degredation. In this way, each component would be adequately protected against wear and damage by ensuring that the grease would be replaced by new grease before it degraded or accumulated significant contaminants. An example of the regression analysis used to project the optimal interval is shown in
Figure 5. In the case of this parameter, “Oxidation Rating,” the target parameter replenishment level was selected at a value of 75, which corresponds to a remaining 25% of the original level of anti-oxidant additive protection. In this case, the curve fit line equation produces a value of 171 flight hours.
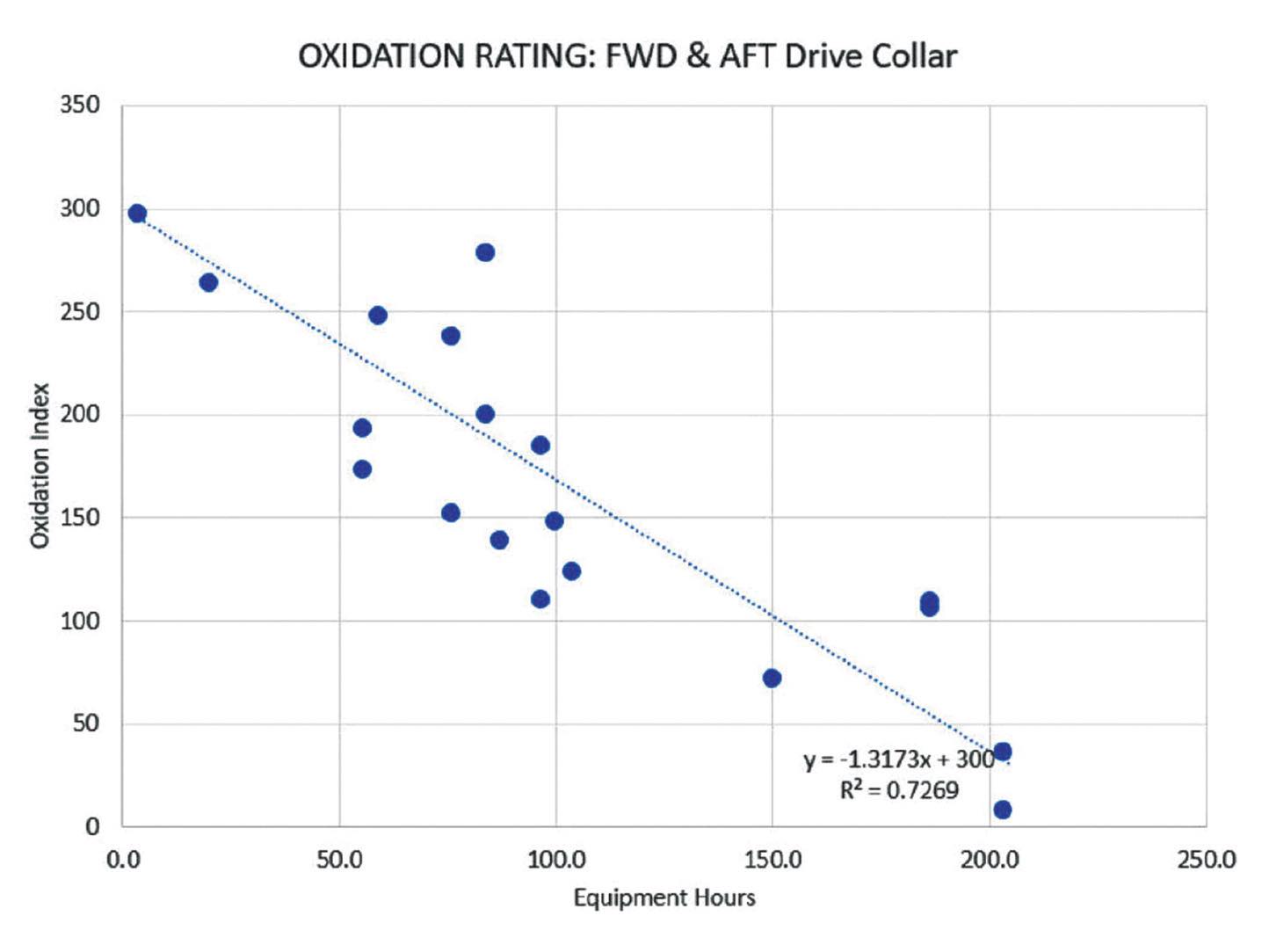 Figure 5: Drive Collar Samples Oxidation Rating.
Figure 5: Drive Collar Samples Oxidation Rating.
As a result of the study the majority of the lubrication interval were escalated with many of those double the current scheduled interval. This escalation provides each operator with an opportunity to adjust their grease servicing intervals providing a reducuction in down time and maintenance costs while ensuring the continued safe operation of the aircraft. The final service interval determinations aligned with a separate Maintenance Optimization program’s recommendations. The consolidated components produced 11 optimized intervals. These new intervals mark an increase compared to those currently used by the aircraft operators. When compared to the maintenance optimization recommendations, one interval has been reduced, one interval has extended, and the remaining nine intervals remain the same, six of which have added a “not to exceed” limitation. The combined results from both phases serve as the source data and engineering artifact for an update to the aircraft maintenance recommendations. The result being a reduction in the frequency of required interruptions to operation for service, and an estimated yearly reduction from 98 lubrication tasks per 1000 flight hours to just 56 lubrication tasks per 1000 flight hours, and a reduction from 20 service interruptions per 1000 flight hours to just 10 service interruptions per 1000 flight hours.