KEY CONCEPTS
•
The quality of food-grade lubricants has improved greatly. These newer products can be considered for a much wider range of applications and offer more flexibility for consolidating the number of lubricant products used.
•
Newer additives can offer improved protection against foaming in operations exposed to extensive cleaning, extending equipment lifetimes.
•
Trends in regulations and consumer sentiment favor a more comprehensive approach to reviewing food safety that considers the full range of operations and the supply chain.
In June 2008, doctors in Ontario, Canada, noticed an uptick in cases of listeriosis, a serious infection caused by eating contaminated food. Over the course of that summer, 57 people became ill and 22 died. The outbreak was traced to sliced meats produced at an Ontario factory. It led to recalls of all 220 products made at the contaminated plant, as well as dozens of products made by other companies using those meats, and the factory was shut down completely for cleaning and safety review.
1
While most food contamination incidents are not as devastating as this listeriosis outbreak, even a small issue can instantly damage a product reputation that has taken many years and much money to establish. Among the contamination risks that food manufacturers must consider is exposure of food to lubricants. Risk management centers on choosing safe lubricants for the right components.
Food-grade lubricants are available for a wide variety of applications and equipment used in food processing, such as compressor fluids, hydraulic fluids, gear oils, chain lubricants, hook and trolley oils, seamer oils (for the equipment that crimps tops onto cans), greases, heat transfer fluids and release agents (for cooking/baking surfaces).
Approval for use in food processing
The most common classification for food-grade lubricants originated with the U.S. Department of Agriculture but is now administered worldwide by the independent organization NSF International (NSF). Other national classification and registration schemes are in use; for example, the New Zealand Food Safety Authority is responsible for registration of products used in that country’s food industry. However, many governments have elected to discontinue national registration in favor of the international system managed by NSF.
Registration means that NSF has determined that the product meets U.S. Food and Drug Administration (FDA) requirements under 21 Code of Regulations (CFR) 178.3570, Lubricants with Incidental Food Contact; it is a one-time review. Lubricants registered by NSF are listed in their Nonfood Compounds Listing Directory, better known as the White Book™.
2 According to Orsi Dézsi, director of the Food Safety Product Certification Program at NSF, the White Book currently identifies more than 25,000 products from more than 60 countries in more than 90 categories; roughly 13,000 of these products are food-grade lubricants. NSF meets regional regulatory needs by maintaining operations in 180 countries, including dedicated offices and labs in North America, Europe, Asia and Latin America.
Several designations are used for registered food-grade lubricants and related products
(see Table 1), according to STLE member Den Eng, research associate, HF Sinclair. The primary designation, H1, is for lubricants used in and around food processing areas where incidental contact with food is acceptable. These lubricants can be used in equipment or processes above the food production line, where they may come into contact with food, although food contact is not intended. The FDA defines incidental contact as no more than 10 ppm (21 CFR 178.3570).
Table 1. Classifications of lubricants and related products for use in food processing
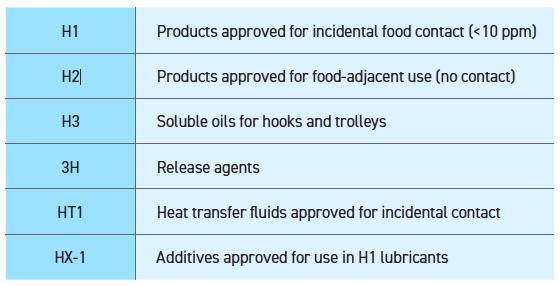
The next most common food-grade categories are H2 and H3. Lubricants registered as H2 can be used where there is no possibility of food contact, for example, on equipment below the food production line. Industrial-grade lubricants can qualify for H2 designation, provided they do not contain heavy metals-based additives or compounds identified as carcinogens, mutagens, teratogens or mineral acids. H3 lubricants are water-soluble and edible oils used to control rust on meat hooks and trolleys. According to Dézsi, 90% of the lubricants registered with NSF are H1 and 1% are H3 products, for a total of more than 11,800 options in those categories. The remainder of the registered lubricants are H2 products or metalworking fluids.
Several other classifications are frequently associated with food-grade lubricants. The designation 3H is for release agents used on grills, ovens, loaf pans, chopping boards or other hard surfaces in contact with meat and poultry food products. These agents prevent food from adhering during processing. The designation HT1 is used for heat transfer fluids that are suitable for incidental food contact.
Finally, food-grade designation also is applied at the level of additives. Ingredients used in H1 products (suitable for incidental contact) must be identified by the FDA under 21 CFR 178.3570 or registered by organizations such as NSF under the designation HX-1.
The type of registrations or certifications achieved for the lubricant are displayed on the product label, along with the mark of the respective certifying organization.
Broader frameworks for food safety
Although NSF registration provides an initial assurance of safety, many companies are looking to go further. “Food manufacturers are looking for more and more ways to avoid adverse consequences, like recalls,” says Eng. A trend in the industry is to view food safety through the broader lens of hazard analysis and critical control point (HACPP) management.
According to the FDA, HACPP is a voluntary, systematic approach to the identification, evaluation and control of food safety hazards. This comprehensive approach considers risks from biological, chemical and physical hazards. The manufacturing process is reviewed from end to end—from production, procurement and handling of raw material through manufacturing, distribution and consumption of the finished product.
3 In the U.S., the Food Safety Modernization Act, passed in 2010, promotes this level of review by shifting the focus of food safety from responding to foodborne illness to preventing it.
4
NSF’s Dézsi notes, “One trend is that manufacturers who have H1-registered products are upgrading to ISO 21469 certification,” a far more rigorous level of review
(see ISO Certification for Food-Grade Lubricants). Like H1 registration, certification under this standard involves reviews of product ingredients and labeling. However, certification goes much further by also focusing on the quality control of a product’s manufacture. The expanded emphasis extends beyond certification. Dézsi says: “We’re also seeing lubricant manufacturers actively partnering with food production facilities to proactively support HACCP plans. This allows for greater synergy while ensuring both parties play a part in creating and maintaining a food safety culture.”
 ISO certification for food-grade lubricants
ISO certification for food-grade lubricants
The global food-safety standard for lubricants is ISO 21469, Safety of Machinery—Lubricants with Incidental Product Contact—Hygiene Requirements. According to Orsi Dézsi, director of the Food Safety Product Certification Program at NSF, “Certifying lubricants to ISO 21469 demonstrates a manufacturer’s commitment to supporting quality programs while complying with HACCP [hazard analysis and critical control point] requirements. It also verifies that a product is manufactured to stringent ingredient and hygiene specifications using good manufacturing practices and strict handling procedures. The standard requires that when using equipment that handles non-food-grade lubricants, the equipment is properly cleaned prior to the use of food-grade lubricants to ensure there is no contamination. ISO 21469 is widely recognized in markets around the world, and its requirements encompass key regional and global food safety program guidelines.”
ISO 21469 certification and its associated requirements cover processes carried out by the lubricant manufacturer that protect quality during production, storage and transport. The initial and recurring reviews involved in certification address three types of contamination risks:
1.
Chemical risks
•
Confirms the formulation has not changed since the lubricant was registered.
•
Confirms that the ingredients on the label are exactly what is in the product.
2.
Manufacturing risks
•
Reduces the risk of contact with other lubricants, additives, thickeners and base oils during production.
•
Verifies lubricants are produced following good manufacturing practices.
3.
Storage/handling risks
•
Mitigates risk of the lubricant being contaminated or degraded due to the presence of moisture, dirt, dust, airborne particles and temperature variances during storage.
•
Verifies products are properly stored and not retained beyond the recommended shelf life.
•
Documents that products are being transported safely.
The rigorous reviews involved in certification include on-site validation of formulations, on-site audits to verify the accuracy of the risk assessment, mandatory product testing and additional labeling reviews. These reviews are done by a third party, such as NSF. Unlike H1 registration, which provides one-time review, certification under this standard requires annual audits of formulations. The auditor ensures all ingredients, proprietary mixtures and supplier formulations are unchanged. The auditor also reviews the label to verify that labeling requirements are met: for example, that translations, end-use instructions and use of claims are appropriate. For traceability, product trade names and ingredient statements are reviewed. Upon receiving certification, the manufacturer may use an official mark on packaging brand labels, demonstrating its commitment to product quality.
Another broad lens for viewing food safety is dietary laws. Food-grade lubricants can be formulated and manufactured to comply with these requirements. Many organizations issue dietary certifications; the main types are kosher and halal. Both provide assurance that the lubricant has been manufactured by a clean, hygienic process that avoids cross-contamination with certain nonapproved materials and foods. Consideration of dietary laws can extend to additives. Eng says: “Some of the materials used in lubricants may have been derived from meat or dairy sources. Or at the company that’s making the additive, the equipment was used to make a meat-derived ingredient before making the ingredient for us. The dietary auditing processes go further to verify that the company we purchase from has instructions in place to ensure proper cleaning of equipment between materials that are not compatible.”
Technical considerations
Food-grade lubricants generally fall into two categories according to whether the base oil is a mineral oil or synthetic. However, some products can be viewed as hybrids: these have a mineral oil base but exploit the properties of synthetic additives, such as silicon or Teflon. Fully synthetic products are usually the go-to option for high or low temperature extremes, such as in an oven line or deep freeze. They can, however, be more expensive and harder to obtain. Mineral oils are preferred where mixing of different products could occur and compatibility is required.
The additives package is a key factor in selecting a food-grade lubricant, and the performance of food-grade additives has improved greatly in recent years. Food-processing operations often require specific performance from additives, beyond simple safety for food contact. STLE member Myrabelle Markle, technical sales manager at Certified Labs (a division of NCH Corp.), highlights the following scenarios to illustrate why the needs of the application should factor into the choice of additives.
•
Microorganisms such as
E. coli, Listeria and
Salmonella can be an issue in food processing facilities. Some food-grade greases contain a preservative to prevent such microbes from flourishing and possibly causing cross-contamination of food.
•
For processes involving cooking, good heat resistance and heat reversion properties are desirable. These properties can be provided by a superior food-grade base oil containing an aluminum complex thickener. Unlike a lithium complex or bentonite clay formulation, for example, an aluminum complex formulation will melt and resolidify without crusting or baking onto the cooking surface. It also will resist being washed away during cleaning.
•
The need for frequent and intensive cleaning in many food-processing plants means that lubricants must be water resistant.
–
For hydraulic oils, use of demulsifiers and antifoam agents is particularly important
(see Water: The Scourge of Food-Grade Lubricants).
–
For greases, use of calcium sulfonate as a thickener yields an extremely water-resistant product, because calcium sulfonate is heavier than water.
Water: The scourge of food-grade lubricants
“Food plants, especially meat plants, are washed so much: so much pressure washing, so much sanitizing! If there’s anything that allows air to leak out—a breather on a gearbox or a leaky seal—you have to ask: Can water leak in? Hydraulic systems and gear oils are good examples. In a meat plant, anything that makes it convenient to prevent water infiltration or to remove water from hydraulic oil—and better yet, keep the oil from foaming—is ideal. Foaming in gearboxes and hydraulic systems is a big problem, especially in the food industry, because they are so susceptible to ingression of water, cleaning solution and bacteria. If you can prevent foam altogether, that’s a win—there’s no lubrication in air bubbles! Less foam means less heat (slower oil oxidation), fewer spikes in the pressure on hoses and vents and less wear on surfaces from exploding air bubbles. All this means longer oil life and better equipment reliability and longevity. The next best thing is demulsification, or removing the water. Demulsifiers help separate the water and allow it to go to the bottom so you can drain it or pump it out. People have the idea that you have to use full-synthetic lubricants to get these benefits, but we can get very good results using optimal demulsifiers and antifoam agents in a pharmaceutical-grade base oil. The bottom line is, don’t write off mineral oils in these applications.”
—Myrabelle Markle, Certified Labs
“Understanding the needs of the operation is key to determining the properties and the level of performance required of the lubricant,” Eng says. “Ingredient selection, how much of each ingredient, how they are combined, how it is manufactured— all are factors to consider. We will work with equipment manufacturers or even our customers to test on their equipment. Sometimes when a customer has an unusual operation and they need something different, we work with them to tailor a product. The whole goal is to ensure good performance and food safety all along the chain right down to the consumer who buys the food.”
Implementation
Food processors looking to upgrade their lubrication programs can consider options at several levels of detail.
Operations and design
The HACCP process mentioned earlier takes a global view of the entire operation. According to Markle, “More and more companies are doing this, not only because it’s good for preventing contamination incidents but because regulations are coming out to ensure food manufacturers do this kind of review. In the U.S., these regulations come under the Food Safety Modernization Act.”
To implement HACCP, Markle explains, “A food manufacturer will assess each process, looking at the steps where a problem could occur. They ask, ‘In this process, what are the potential causes of food contamination, and what can we do to prevent exposure?’ For example, if they have a hose overhead, they’ll do something to ensure that that hose doesn’t drip onto the food or doesn’t rupture to spray a lube that is not acceptable for food contact.” When such controls aren’t feasible, use of a food-grade lubricant can become a control measure in itself. Conversely, in some situations, typically in the design of a new process, an HACPP review might result in a redesign that uses controls to reduce the need for food-grade lubricants in the first place. But sometimes the issue can’t be designed away: “In meat processing, for example, you will nearly always have lubricated chains directly over the meat,” Markle says.
One infallible strategy for reducing the risk of lubricant contamination in food is to convert the whole plant to food-grade lubricants. With recent technical advances and the greater availability of registered food-grade options, this strategy is now far more feasible than it was a decade or two ago. Operating costs could increase, but those costs need to be considered in a larger risk/benefit analysis. As Eng clarifies, “In some cases, costs can be more, but that’s due to the amount of work the manufacturer puts into the design of the lubricant, the registration, the testing, to ensure that it not only provides performance but also reaches the level of safety. It’s perhaps a little short-sighted to think, ‘Oh, I’m spending a little more for lubricant’ but not consider what happens in the event of contamination. Now you have recalls to deal with, you have publicity, you have risk to consumers. It takes years for a food company to develop a good reputation, and it can only take a few minutes to destroy that with a mistake.”
Consolidation
Operations that choose to use both food-grade and non-food-grade lubricants in the same operation are accepting certain inherent additional costs and risks. Costs include maintaining inventories of more types of products, with different sourcing, storage, use and regulatory issues. A mixed operation also invites mistakes. Eng says: “There is a risk of mixing the applications—grabbing the wrong oil and putting it into the wrong location. Maybe an employee is in a hurry or isn’t properly trained or pulls the wrong documentation; there are many ways mistakes can happen.” Such mistakes carry a double risk: They expose the operation not only to food contamination but also to equipment damage from use of an incorrect product.
When 100% conversion isn’t feasible, a middle way to improved food safety—and lower costs—is consolidation: that is, replacing non-food-grade lubricants with food-grade alternatives that are suitable for both food and non-food applications
(see Saving Through Lubricant Consolidation or Replacement). With recent improvements, many food-grade lubricants are completely suitable for use far beyond the processing line, as Markle explains: “Technology has changed a lot. Food-grade greases are now so good. I’ve been in this industry for 22 years now, and back then they were known to be garbage. ‘If it’s good for food grade, it’s not good for anything else,’ people said. But things have changed; technology has evolved. You have to make sure you check all your boxes—temperature, load, sometimes speed—when you’re consolidating, but it’s very doable. Finding products that will do more than one job is key.” These days, something that works on the food line also may be just fine for the forklift fleet. Pharmaceutical-grade base oils (white oils) also are commonly used in the formulation of food-grade gear and hydraulic oils. These lubricants are often compatible with mineral oil formulations, which makes them convenient for consolidation. However, specialty products require additional thought in a consolidation program. On the one hand, Eng notes that they can be good targets for replacement, especially if supply timelines are erratic. Superior performance is pointless if supply disruptions risk downtime. On the other hand, Markle says, a more expensive specialty product, like an antimicrobial grease, is probably not the right thing to consolidate: “You don’t need an antimicrobial agent on your forklift.”
 Saving through lubricant consolidation or replacement
Consolidating oils
Saving through lubricant consolidation or replacement
Consolidating oils
“Let’s say a large plant uses three weights of mineral-based hydraulic oil throughout the operation: 32, 46 and 68. The mineral oil base makes it easier to mix and match. Say the goal is to eliminate the 32 oil and use the 46 instead. You check the manufacturer specs for all the equipment that uses the 32 weight; if they align with the specs of the 46 oil, that’s good. You can consolidate your lubrication program and have less lubricant on hand, which saves money, saves sourcing them out and saves operation error. Also, when you have inspectors coming by to evaluate everything, less is better. If you have one product that does two different jobs, that’s half the reporting.”
Upgrading greases
“Food-grade products also can be all-around high-performance products. We have clients that have replaced a lithium-complex grease with an H1 or H2 calcium-sulfonate grease. This grease works in forklifts, trucks—pretty much everything. Because this grease does not get washed or squeezed away and withstands high temperatures and loads, the clients use less grease, need less labor to purge bearings and have less downtime, wear and replacement. For example, in a tortilla plant, bearing replacements on a tortilla oven line went from five times per year to once, cutting downtime and related costs by 80%. This client also was able to use this grease to consolidate their lubrication program.”
—Myrabelle Markle, Certified Labs
Replacement
Markle points out that sometimes it makes sense to question assumptions at the level of an individual piece of equipment. “If you have a piece of equipment that uses, say, a 100% synthetic such as a polyalkylene glycol (PAG), mixing oils can cause a lot of problems for the equipment. Let’s say you’re importing a piece of machinery for a new plant, and it arrives with a recommendation to use the latest European lubricant technology, but you can’t find anything locally to top up with. What are you going to do? Perhaps your best bet would be to just start off with something that you know you can get and that fits better into your lubrication and procurement program.”
Making the switch
What’s involved in converting from non-food-grade to food-grade products? According to Markle, her company recommends purging the system: “We recommend the use of an advanced flushing oil that can be used in hydraulics, gears, engines and so on. Actually, we highly recommend this procedure when switching any lubricants. This step dissolves deposits, neutralizes acids and cleans metal surfaces to reduce operating temperatures, hydraulic pressure spikes and system wear. Since many performance additives in oils are metal-activated, it makes sense to ensure the metal surfaces are clean and ready to accept surface-active agents. If the switch involves greases, we recommend using a bearing purging compound and cleaner, which, again, removes varnish build-up, softens hardened greases and flushes contaminants. This purge avoids compatibility issues and helps ensure that the new grease can perform at an optimum level. With appropriate products, purging can be done while equipment is running, so there’s no additional downtime. We strongly recommend against using flushing compounds that contain acids, caustics or solvents that could damage seals, shorten oil life or contribute to the hazardous waste stream.”
However, sometimes this type of purging isn’t feasible. “In cases where an oil system cannot be purged,” Markle says, “we recommend draining the entire reservoir. For greases, mitigating actions should focus on minimizing the amount of the displaced grease remaining in the application, such as increasing relubrication frequency to facilitate a purge of old grease in a timely manner.”
Trends
Interest in and availability of food-grade lubricants are both expected to grow as the industry responds to new regulation and increased consumer concern for accountability in the supply chain.
Markle thinks the future of food-grade lubrication will focus on safety and supply: “Recalls due to contamination are very costly in so many ways, including loss of consumer trust and loyalty. Also, as we experience shortages in additives and finished lubricants, the food processing industry may see more interest in moving to formulations that last longer. Whether this is achieved through synthetic formulations or with additive packages will be interesting to follow.”
This interest may start to shift the supply. Markle adds: “I would say it’s harder to find food-grade oil than food-grade grease. I think that’s because there are a lot more profitable applications for oil, where there’s a lot of money being spent and, therefore, a better return for the lubricant manufacturer. There’s not a lot of knowledge in the food manufacturing sector about the broader use of food-grade oils. There’s a lot of misinformation, so people just use regular oils, and so there isn’t a demand. But I think awareness is improving, and there’s a lot of room for growth.”
Dézsi agrees, saying, “H1 lubricants continue to dominate the market, and we’re seeing more innovation in the formulations of this type of lubricant. In general, the demand for products certified to ISO 21469 is on the rise around the world and across industries. Sustainability also is a key trend (as shown in the theme of the 2022 National Lubricating Grease Institute [NLGI] Annual Meeting in June), in that manufacturers are working to ensure that sustainability initiatives, as they relate to lubricant ingredients, comply with regulations.”
These trends are in line with a larger concern among consumers about the life-cycle integrity of products. Eng says, “That’s where registration and certification help provide the end consumer with some assurance that their needs and concerns are being met. There are minimal steps and there are extra steps that can be taken. It depends how comfortable a food manufacturer is with risks at each level. The HACPP process, ISO 21469 certification and regulations like the U.S. Food Safety Modernization Act give manufacturers and suppliers frameworks for determining where food-grade lubricants add value in the big picture.”
REFERENCES
1.
Canadian Broadcasting Co. (Sept. 11, 2009), “Listeriosis outbreak timeline.” Available
here.
2.
NSF International, “White Book™ - Nonfood Compounds Listing Directory.” Available
here.
3.
National Advisory Committee on Microbiological Criteria for Foods (Aug. 14, 1997), “HACCP Principles & Application Guidelines,”U.S. Food and Drug Administration. Available
here.
4.
U.S. Food and Drug Administration (Dec. 12, 2021), “Food Safety Modernization Act (FSMA).” Available
here.
Jane Marie Andrew is a freelance science writer and editor based in the Chicago area. You can contact her at jane@janemarieandrew.com.