Air entrainment, aeration, cavitation and foaming: How are they related?
Dan Holdmeyer, Contributing Editor | TLT Lubrication Fundamentals February 2022
There are many causes and solutions to this foaming issue.

The call comes into the hotline: “I need an antifoam additive for the lubricating oil in my system!” It seems like a reasonable request coupled with a stressful sense of emergency because foaming can cause numerous issues for personnel safety, productivity and equipment maintenance. Foam severe enough to spill out of the reservoir creates slip and fall safety hazards for personnel. Foam also is compressible, and if severe enough to be drawn into the pump, hydraulic systems operate erratically creating unsafe conditions in lifts and inaccurate movement damaging finished products. Furthermore, excessive foam leads to more component wear and overheating. Those are just a few of the potential reasons for the urgency of a quick fix—that a dose of antifoam additive would possibly provide.
However, if the right quality lubricant was chosen initially, it already has antifoam additives in the formulation. Granted, though, if the lubricant is contaminated with chemicals, dirt or even water, the antifoam additives may be stripped from the lubricant. To learn more about how antifoam additives work, I recommend reading the November 2018 TLT Lubrication Fundamentals article, titled “What’s so bad about foamy foams?” That topic is not addressed in this article—instead, I’ll touch on other causes and solutions to the foaming issue brought to the hotline.
Due to increased demands for smaller “footprints,” lower costs and less oil consumption, systems and components are getting more compact. Smaller system reservoirs reduce the amount of time the oil is in the reservoir (residence time) to release heat, water, contaminants and air. Thus, a small amount of foam may exist in these systems and not cause any issues so long as the foam does not become excessive.
If the system is not new but the foaming issue is new, as it never existed before or the amount of foam has increased significantly, what changed needs to be determined. First, check to ensure the oil level is correct. If in a gearbox, air will be driven into the oil if the oil level is too low or too high. Then the air entrained in the oil will quickly rise to the surface of the oil, resulting in foam. If the oil level in a circulating system is low and the oil return line is not submerged, the oil then cascades into the reservoir driving air into the oil and agitating it, resulting in foaming. Additionally, if the oil level is low enough, a vortex may form just above the oil pump inlet introducing air into the oil (aeration), circulating it through the system causing a myriad of wear and system performance issues, besides resulting in foaming in the reservoir.
If the system is new, air pockets may not have been properly bled to remove any trapped air in the system. As the system goes through its cycles, these pockets of air will contaminate, get entrained in the oil and may result in foaming in the reservoir.
Another common cause of increased foaming is fluid contamination with another oil containing detergents or dispersants, as in engine oils. Alternatively, water or dirt contamination may cause antifoam additives to drop out of suspension in the oil, resulting in significant foaming. To determine the lubricant’s foaming characteristics, take a sample of the system lubricant, shake it well and observe if the foam dissipates rapidly. If the foam remains stable, the lubricant is probably contaminated. If this sample is from a large capacity system, the sample should be analyzed for contamination and run against the ASTM D892 foam test. If the sample is contaminated, determine the source of contamination, and eliminate that before changing out the charge of oil. If the sample is not contaminated and has poor foaming tendencies, and is a large system, work with your lubricant supplier to add antifoam additives. If this is a small system, change out the charge of oil. Reintroducing antifoam additives in in-service oils is tricky, and foaming may get worse with improper dosage percentage and procedure.
A precursor to foaming is entrained air, tiny air bubbles dispersed throughout the lubricant. It will look cloudy in a sample of oil and may be mistaken as water contamination. If the sample is allowed to rest unagitated, the entrained air will rise to the surface and escape. The rate this air dissipates is measured by ASTM D3427, air release—the results are reported in minutes. Once this entrained air reaches the surface, it will form foam, and the amount is dependent on the oil viscosity and surface tension. Fortunately, most oils have good air release, and if the system is designed with enough reservoir residence time, the entrained air should rise to become a minor, if any, layer of foam in the reservoir.
Counterintuitive to some, these smaller bubbles of air entrained in the oil cause more system issues than foam. Foam is more cosmetic than harmful, more of a warning symptom than an issue, except when it is excessive. If entrained air enters the pump and gets circulated through the system, known as aeration, several negative things happen. Some of those issues are increased noise due to the entrained air imploding in the pump causing damage, increased heat load and fluid degradation. Aeration also increases the fluid compressibility resulting in erratic operation and a general decrease in system efficiency.
Besides from low oil levels as discussed previously, aeration, most often, is the result of loose joints, cracked hoses or worn seals on the inlet side of the pump. The pump inlet line is sometimes referred to as the suction line. However, it is the atmospheric pressure that pushes the oil or, in this case, the air into the pump when the pump lowers the pressure inside the line with its movement of the fluid inside. Thus, it is unlikely that oil will leak out against the atmospheric pressure to indicate the air leak. To determine the source of the air leak into the system, put some of the same oil used in the system on suspect inlet line joints, hoses and seals. The source of the air leak is found when the noise abates momentarily when oil is applied to the specific spot. Unfortunately, there may be multiple leaks making the change in noise undetectable. In this case, coat suspect spots with foaming shaving cream. A dimple in the shaving cream will develop over the air leak, but don’t stop once you found one leak. Be sure to check multiple spots as they may all contribute to the aeration. Tighten the joints and replace the hoses and seals that are allowing air into the pump inlet to eliminate the aeration. This aeration also will generate more foam in the system reservoir.
Cavitation in a hydraulic system is very similar to aeration in the issues it causes for the system, but the source of the air is unique. Depending on the temperature and atmospheric pressure, a hydraulic oil may contain 6%-12% dissolved air, completely invisible. The higher the pressure, the greater percent air dissolved. Thus, when the hydraulic fluid from the reservoir at atmospheric pressure reaches the lower pressure at the pump inlet, some of the dissolved air may become entrained in the oil if the pressure difference is significant. System design engineers will typically place the pump at the bottom of the reservoir, or below, to create a positive head pressure on the pump inlet to minimize the pressure drop at the inlet and to avoid dissolved air becoming entrained.
In service, things happen, like the inlet piping getting crushed, restricting the flow to the pump inlet, resulting in significant pressure drop from the reservoir to the pump inlet causing the dissolved air to release into entrained air. Similarly, aeration likely will happen if the inlet strainer becomes clogged or a smaller diameter pipe is used to replace the designed one. Even adding extra elbows to the inlet piping will restrict inlet fluid flow dropping the inlet pressure. In extreme cold applications, the cavitation noise is often heard when starting a hydraulic unit because the oil is too viscous for adequate oil flow to the pump inlet causing a significant drop in pressure, forcing the dissolved air to become entrained.
The cavitation noise is the sound of the entrained air bubbles collapsing under the sudden increased pressure as they go from the inlet to the discharge side of the pump. The oil bursts the air bubbles forming a jet of oil driving into the surface of the pump, eroding away metal, leading to premature pump failure (see Figure 1). The cavitation noise sounds like marbles or gravel flowing through the pump. It is quite noticeable. Supposedly aeration and cavitation sound differently in an operating hydraulic system. However, I have never been able to distinguish the difference. Cavitation also leads to foam formation in the system reservoir.
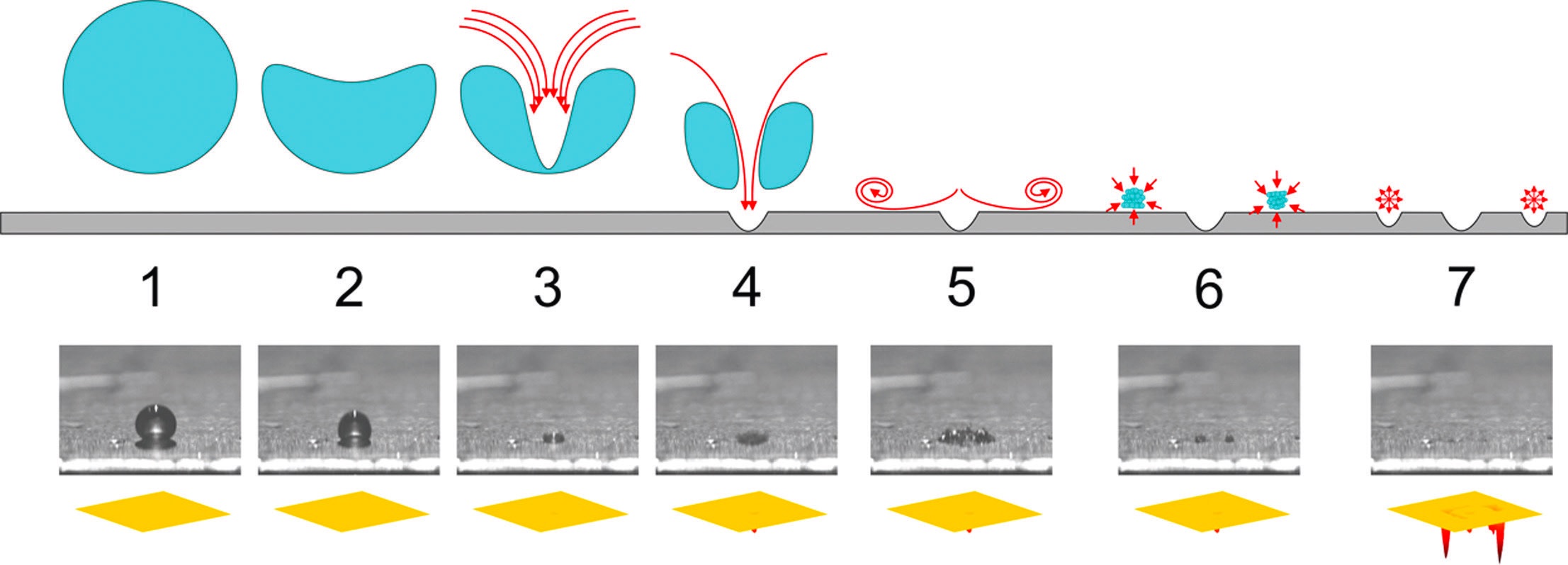
Figure 1. Cavitation of the entrained air bubbles. Figure reprinted from Wear, Vol. 418-419, Dular, M., Požar, T., Zevnik, J. and Petkovšek, R., “High speed observation of damage created by a collapse of a single cavitation bubble,” pp. 13-23, Copyright 2019, with permission from Elsevier.
In summary, maybe a tank-side addition of additional antifoam additive will reduce the foaming, but that foam may only be a symptom and not the root cause of more sinister system issues.
Dan Holdmeyer is retired from Chevron Lubricants and is based in Washington, Mo. You can reach him at dan.holdmeyer@gmail.com.