Industrial oil filtration
Dr. Nancy McGuire, Contributing Editor | TLT Best Practices August 2021
Using and maintaining the right filter for an application pays off by reducing wear and waste and by promoting energy efficiency.

KEY CONCEPTS
•
Even a new oil should be filtered before putting it into a machine.
•
Effective filtration is a must for newer systems that keep oil running longer, under more extreme conditions.
•
Particle counters provide valuable information on how a filter performs in a specific application.
“Dirt and water are the two enemies of any kind of mechanical working environment,” says Steve Phillips, president of Allied Oil & Supply. Thus, lubricant filtration is an essential component of any well-run operation.
Filtration is best for removing solid particulates, but other types of contaminants are harder to remove this way. Oxidation products that can deposit varnish on machine parts and pipes can be removed through flushing or specialized filtration techniques. Depending on the size of the reservoir and the extent and nature of the contaminants, the presence of other lubricants, solvents or cleaners in a reservoir might require disposing of the lubricant and starting fresh.
However, STLE member John Erikson, vice president of fluid services for Dilmar Oil Co., Inc., explains that as much as 82% of mechanical wear can be attributed to solid particulate contaminants in a lubricant. Solid particulates from outside (dust or sand, for example) often initiate mechanical wear, which releases more particles into the oil. “It’s a never-ending cycle,” he adds. “The more contaminants you take in or create within the oil, the worse it gets.”
Everyone has a maintenance program
“All of our customers, whether they know it or not, are on some type of maintenance program,” says Steven Benton, Allied’s industrial services operations manager. At one end of the spectrum is “running to failure,” which is exactly what it sounds like: a customer runs the system as cheaply as possible, and when something fails, they make repairs as cheaply as possible. The next level up is a preventive maintenance program, where, for example, the customer swaps out a rotor every 10 years, whether the rotor needs replacing or not.
The next level is data-driven predictive maintenance. Routine monitoring and periodic oil analysis reports are used to identify long-term trends, as well as excessive vibrations, particle releases or other warning signs that maintenance or repairs are required. The “holy grail” is the proactive program, Benton says. This approach mixes aspects of prevention and prediction, and it requires adequate amounts of money, staffing and the necessary knowledge base to implement it and keep it up. “Customers are beginning to understand the value of being proactive when it comes to filtration activities,” he says.
At any level of maintenance, Benton says, effective filtration is the central point. Particle counters provide basic-level information on oil cleanliness, as well as an early warning system for wear problems in the making. Laboratory analysis can provide a running record of particle count trends over time, as well as identifying wear metals and viscosity trends. Onsite particle counters mounted in line or on filter carts monitor particulates in real time, and they can relay an alert to a floor supervisor’s mobile phone if a situation requires immediate attention.
Mark Lynn, Allied’s industrial services general manager, adds that the characteristics of a customer’s system helps to determine how clean the oil should be. Because today’s base oils and additive packages make lubricants more durable, they can withstand higher temperatures and pressures, and they often remain in service longer than earlier lubricants. This makes it even more important to keep accumulations of solid particulates and other contaminants at acceptable levels. Acceptable particle counts depend on the types of pumps and valves in a system, which, in turn, determine the system pressures. High-pressure systems (greater than 3,000 psi) require much lower particle counts than systems operating at lower pressures.
 Filter manufacturers are increasingly providing filter casings that can be reused or recycled, which cuts down on disposal costs and waste.
Operations of all sizes
Filter manufacturers are increasingly providing filter casings that can be reused or recycled, which cuts down on disposal costs and waste.
Operations of all sizes
Various sizes of operations differ in their needs for filtration, Phillips says. Smaller operations can have their distributor retrieve drums or totes of used oil and transport these back to the distributor’s facility for reclamation. Reclaiming used oil can be as simple as running the oil through a filter cart or as complex as centrifugation, vacuum dehydration and several stages of filtration.
For operations on the scale of thousands of gallons, a service company’s tractor trailer can bring a centrifuge, vacuum dehydrator, filtration panel, tanks, a generator and a testing lab to a customer’s site. Customers needing filtration several days a week throughout the year might have filtration equipment installed permanently onsite, which saves wear and tear associated with transporting the filtration equipment, along with reducing labor costs.
Customers with systems that require a great deal of filtration can invest in the training, equipment and supplies to do as much maintenance in-house as is practical. “For someone to make a $100,000 investment in something like that, they need to be doing quite a bit. Otherwise, their return might be very limited,” Phillips cautions. However, in cases where getting an additional 10 years of life out of a piece of equipment produces savings in the millions of dollars, the investment is well worth it.
Green practices can save green money
Keeping lubricant oil in good condition for a longer time saves both purchase and disposal costs. STLE member Greg Livingstone, chief innovation officer at Fluitec International, explains that his company’s goal is to convert industrial lubricants and develop new oils into for-life oils, so that operators never have to change them. He adds that this is an aspirational vision, but moving in this direction requires filtration, additive replenishment and monitoring the whole process. “We’re involved in each step of that ecosystem,” he says. “All of this has to be done in a safe way that only increases reliability,” he continues. “But if you do this responsibly, we’ve shown that you can, at a minimum, double the life of oil, and, in some cases, we’re looking at a four to five times increase in the life of oils.”
Solubility enhancers, which are high-solubility synthetic base oils added to an in-service oil, are another means of extending an oil’s service life. These supplements can prevent degradation products from coming out of solution and prematurely fouling filters, as well as preventing varnish.
Filter manufacturers are increasingly providing filter casings that can be reused or recycled, which cuts down on disposal costs and waste. Paper or fiber inserts can be removed and disposed of, and the end caps, wire meshes and center cores can be used again and again. This cuts the amount of waste by 80%-90%, Livingstone says, no small savings in the $3 billion per year industrial lubricant filtration market.
Larger manufacturing operations also benefit from reclaiming oil that would otherwise go to waste. Leaks are inevitable in these operations, and well-designed systems have drainage sumps that collect this leaked oil. Each type of lubricant is collected separately, dried and filtered, and returned to service in the same application. In some cases, this reclaimed oil can be cleaner than oil received from the distributor, Phillips notes, although lab analysis will indicate whether the additive levels and viscosity are still up to par. Reclaiming leaked oil is not only good for the environment, but the reduction in waste and disposal costs can save about half of a company’s lubricant costs, Phillips says.
New systems, new lubricants, new problems
Livingstone notes that, in order to remain competitive, OEMs constantly find ways to reduce the weight of their machinery and increase the operating efficiency. “Everything is being shrunk down to the smallest size possible,” he says, including oil reservoirs, pumps and filters. Meanwhile, operating temperatures and pressures are going up, and engines and compressors are running faster. The result is a smaller quantity of lubricant operating under more extreme conditions.
 Today’s oils are more highly refined and less volatile, and they run in more tightly sealed systems, so operators top up their reservoirs with fresh oil less frequently.
Today’s oils are more highly refined and less volatile, and they run in more tightly sealed systems, so operators top up their reservoirs with fresh oil less frequently.
“The hotter you run the oil, the more chances you have for oxidation,” Erikson says. Heat enhances the catalytic activity of small particles, which accelerates the formation of oil degradation products that can form deposits on pipes and tanks (
see Cleaning the Pipes). Oxidation also increases an oil’s viscosity, which increases drag. Increased drag generates more heat, which increases oxidation still further.
Cleaning the pipes
Filtration removes particulates that are floating in the oil, but cleaning residue from pipe and tank walls often requires high-velocity flushing, which helps operations to meet the minimum requirements for oil systems covered by API 614. “The oil systems are like their own little neighborhood,” Benton says, adding that, “They’ve got their own pumps, their own filters and their own coolers or heat exchangers.”
Over time, these systems are exposed to rapid changes in temperature and pressure, as a result of operating conditions and the outside environment. Oils oxidize and deposit varnish, steel can release wear particles like rust or carbon, and dirt and dust from the outside air can become trapped in deposits on the pipe walls. Certain hot oil systems that heat bulk product tanks can deposit insulating layers of coke that greatly decrease the efficiency of these systems. A high-velocity flush lasting anywhere from a few days to a week or two can remove 10-20 years’ worth of contamination, Benton says (
see photos).
It’s not just the decades-old systems that need to be flushed out, Phillips says. New metal piping needs an initial flush to remove metal shavings from tooling or pipe threading operations, as well as soldering and welding debris. Pipes and other components sitting in a staging area can collect dust and debris (not to mention tools, rags, gloves and birds’ nests) before they are even installed. Filtration ensures that the newly installed system gets off to a clean start.
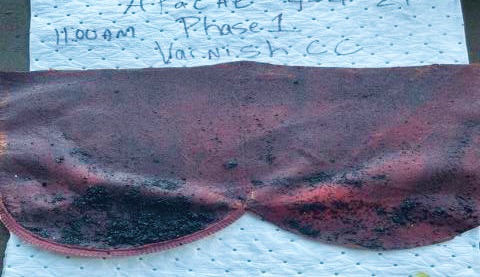 Carbon-containing metallic debris is visible on this steam turbine lube oil filter (39 inch, 5 micron) before the start of an 11-day system cleaning. Photo courtesy of Allied Oil & Supply, Inc.
Carbon-containing metallic debris is visible on this steam turbine lube oil filter (39 inch, 5 micron) before the start of an 11-day system cleaning. Photo courtesy of Allied Oil & Supply, Inc.
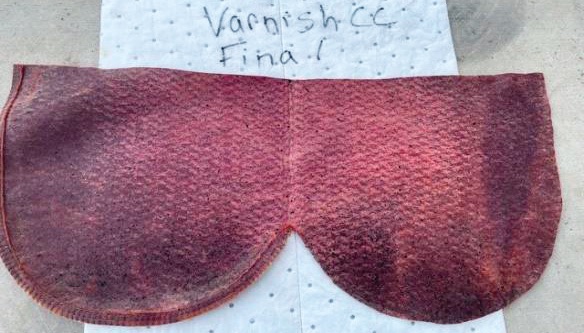
Oil filter after a five-day chemical clean. Varnish removal agent has discolored the filter, but the particulates are gone. Photo courtesy of Allied Oil & Supply, Inc.

Rinsing the system with a neutral, compatible fluid removed the chemical cleaning agent. Then, a compressed air flush removed all fluids from the system. Photo courtesy of Allied Oil & Supply, Inc.
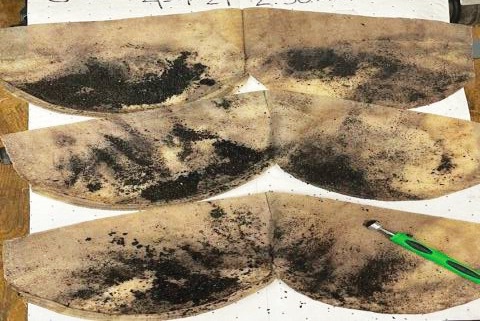
A high-velocity flush of the system removed any remaining debris. Photo courtesy of Allied Oil & Supply, Inc.
Newer systems also leak less. Today’s oils are more highly refined and less volatile, and they run in more tightly sealed systems, so operators top up their reservoirs with fresh oil less frequently. All this is advantageous from the standpoint of saving money and protecting the environment, but it also puts a greater demand on the oil itself. “The [OEM’s] built-in filters in a system might not be sufficient to actually keep the oil clean,” Livingstone says. “In many cases, you need to increase the amount of filtration or add additional technologies to really optimize the life and performance of the oil.”
One challenge that filter manufacturers face, Livingstone says, is how to make a filter that dissipates static electricity while providing the lube oil cleanliness and other requirements of the system. Improvements in manufacturing and the incorporation of new materials have allowed pneumatic controls to become much more precise, but component clearances are smaller, and tighter filters are required to maintain oil cleanliness. Very clean, nonconductive oil flowing at a high velocity through a tight space will experience friction, which generates static electricity. Electrical charges can accumulate on sharp edges in a filter, including the metal mesh supports, and, at some point, the filter will discharge an electrostatic spark that can damage the filter medium. A 5-micron filter medium with multiple 200-micron spark holes is effectively a 200-micron mesh, he says.
Livingstone notes that, even as the overall sizes of filters are shrinking, so are the sizes of particles that they filter out—down to the nanoscale, in some instances. For large industrial systems, users typically need to remove particles 10 microns and larger, but some users are going to 3-micron filters or finer. Most users look to ISO 44061 for guidance on the levels of 4-, 6- and 14-micron particles—and the standard testing methods for counting these particles—that they can tolerate in their operations. However, smaller particles tend to be present in greater numbers, and even the smallest particles can affect the reliability of a machine.
Although there is a trend toward finer filters and monitoring smaller particles, many users are operating with oil that is “much dirtier than it should be,” Livingstone says, explaining that the challenge is to find the level of cleanliness that provides the optimal return on investment. This level depends on how tight the clearances are and the type of fluid you’re using, among other things. In rare cases, an ultra-fine filter can remove additives like foam inhibitors, requiring more frequent replenishment.
Additive removal is a greater concern in systems that use ion exchange resins to remove soluble species from a lubricant. That’s one reason that Fluitec does not generally use its adsorbent resins for engine oils, which contain additives that could be depleted using these resins.
Why filter a new oil?
Filtering a new batch of oil fresh from the manufacturer or distributor sounds counterintuitive, Livingstone says, but it’s absolutely essential to ensure that the oil meets OEM specifications when it goes into a machine’s reservoir. “By the time you package [the oil], ship it and transfer it to the equipment, it will not meet OEM cleanliness specifications.” He continues, “In reality, most in-service oils used in hydraulic and lubricating oil systems are actually cleaner from a particle perspective than a new oil would be” because they have passed through one or more filters at least once.
While a lubricant is still in storage, breather filters (equipped with a desiccant if necessary) prevent outside contamination. Once the oil is in service, making sure the seals on the reservoir are closed helps prevent contaminants from entering the lubricant stream. “Any point of integration is going to bring more contaminants into the system,” Erikson says.
“One of the things that really affects oil cleanliness is how much it’s handled,” Erikson says. Bulk oil starts out relatively clean, and large operations like power plants often buy bulk shipments of a few thousand gallons directly from the manufacturer. Many customers install filters on their storage tank fill ports to ensure that the lubricant is filtered before it enters the tank. From there, the lubricant goes to equipment reservoirs through pipes and valves rather than hand pumps and buckets, further reducing exposure to the outside environment. Even so, installing and maintaining in-line filters between the storage tank and the machine’s reservoir is a good practice, he says. As long as each container is kept clean, the potential for contamination is small—but proper filtration reduces that risk still further.
Smaller systems, in which an operator fills a reservoir from a drum or a 300-gallon tote, are at a particular risk of contamination. Empty containers are not required to adhere to any particular ISO cleanliness code, Erikson says, so oil can be contaminated from the minute it goes into a drum or tote at the distributor’s facility.
“A general rule of thumb that we push on our folks is that every time you transfer that oil, you stand the chance of pushing your ISO cleanliness numbers
2 up by one level,” Erikson says. Distributors might do some filtration, but customers should play it safe and assume that the oil they are getting from the distributor is not up to the cleanliness standards that they need in their systems. Pre-filtration is critical before the lubricant enters the customer’s equipment reservoir, especially for sensitive operations like hydraulic equipment, he says (
see Figure 1).
 Figure 1. Pre-filtration unit (white box) between tanker truck and customer’s storage tank. Figure courtesy of Dilmar Oil Co., Inc.
Filter specifications
Figure 1. Pre-filtration unit (white box) between tanker truck and customer’s storage tank. Figure courtesy of Dilmar Oil Co., Inc.
Filter specifications
Filter manufacturers often provide specifications indicating the filter’s ability to retain particles over a certain minimum size. These “micron ratings” can be expressed as absolute or nominal ratings, or they may be expressed as a Beta ratio, and it’s important to know the type of rating being used, as well as the suitability of the rating to a specific application.
3
Several standards-setting organizations, including ISO (ISO 4548-12, ISO 16889), SAE (SAE J1858), ANSI and NFPA, have recognized methods for multi-pass Beta ratio testing, which gives, perhaps, the most realistic representation of a filter’s performance. In ISO 16889, dirty oil is circulated through a fully assembled filter. Particle counts are taken from the fluid stream before and after the filter. The ratio of the number of particles larger than the specified minimum size before the filter to the number after the filter is the Beta ratio for that filter. For example, in a filter rated ß
6 = 200, for every 200 particles sized 6 microns or larger going into the filter, one such particle passes through the filter on each pass. Conversely, the efficiency of this filter is 99.5%, since 199 particles of every 200 remain in the filter rather than passing through.
Dirt holding capacity is another important consideration when selecting a filter. A very efficient filter with a small dirt holding capacity is likely to have a short service life. The filter’s area and depth affect the size and distribution of the stresses on the filter fibers as the oil passes through. A filter with deeper pleats has more surface area, which increases the dirt holding capacity.
The strength and configuration of filter fibers factor into how much stress a filter can withstand before it starts passing larger particles. Filters with smaller pores generally operate under a larger pressure differential, since it’s harder for the oil to squeeze through. Eventually, the excess pressure on the upstream side can break down the fibers, letting larger particles pass through. One way around this is to increase the filter’s porosity (the number of pores for a given area).
Erikson notes that even though an inexpensive cellulose filter and a high-quality microglass filter might have the same rating, the cellulose filter could be passing a larger number of particles. The bottom line is how a given filter performs in a given application. Monitoring the particle counts for a specific operation is the “gold standard” for evaluating a filter’s effectiveness, he says.
Information improves operations
Twenty to 30 years ago, information on good filtration practices was much less readily available than today, Livingstone says. “People had to take courses and go through binders full of presentations. Today, it’s unbelievable the amount of information that’s available,” he adds, noting the significant role that STLE has played in getting information out to people who need it. “This knowledge is literally one Google search away,” he says, including detailed information published by industry specialists.
“I’ve been in this business for 30-some years now,” Erikson says. One of the encouraging things, he says, is that best practices knowledge seems to be spreading, and operators are getting better training now. “So they actually understand what’s going on out there, they understand the importance of the cleanliness of the oil, and they understand the effects that these are going to have on their overall operation.” He notes that we are in a data-driven age, where operators are monitoring their systems using more numerical data, and management is providing more feedback on the monetary costs of their operations.
“When it comes to lubrication,” Erikson says, “first and foremost is ensuring you have the right lubricant.” A well-informed distributor can provide this information, he says, noting that he and many of his co-workers have the STLE Certified Lubrication Specialist™ (CLS) and the International Council for Machinery Lubrication’s Machine Lubrication Technician (MLT) certifications. Working with the distributor and the manufacturer, who likely has formulations and engineering experts on staff, can help a customer select the best lubricant for a specific application. In the event of a contamination problem, Erikson notes that many lubricant manufacturers and suppliers provide plant assessments to help improve oil storage and handling practices. They also can assist in setting up procedures to monitor and maintain lubricant cleanliness. A reputable service provider can provide lubricant filtration, dehydration, equipment, equipment rentals, reservoir cleaning and other services for both system improvement and emergencies.
Filtration equipment can represent a significant initial investment, Erikson says, but the return on this investment is the increase in the lifespan of the customer’s components, as well as savings in labor costs, downtime and interruptions in production. Even though these returns on investment might be more difficult to quantify in dollar terms, customers are becoming more aware of the long-term effects on their bottom line. “We had a situation in early April this year in a steel mill,” Erikson says, where the customer estimated that they would lose $110,000 in revenue for every hour that the machine wasn’t running. Compared with that, spending $3,000 on a filter cart (
see Figures 2 and 3) is less daunting.
 Figure 2. One-stage filter cart. Figure courtesy of Dilmar Oil Co., Inc.
Figure 2. One-stage filter cart. Figure courtesy of Dilmar Oil Co., Inc.
 Figure 3. Three-stage filter cart. Figure courtesy of Allied Oil & Supply, Inc.
Figure 3. Three-stage filter cart. Figure courtesy of Allied Oil & Supply, Inc.
“Once a particle gets into your lube oil system, the cost of removing it is about 10 times more than the cost of excluding it in the first place,” Livingstone says, a common estimate. “If you can do everything possible to properly store your oil in clean, dry, safe places, and exclude all these contaminants from getting in, we don’t have to worry nearly as much and spend nearly as much money trying to filter these things out once they’re actually in your critical equipment.”
REFERENCES
1.
Click
here.
2.
McGuire, N. (2021), “Intermediate storage and handling of lubricants,” TLT,
77 (4), pp. 34-42. Available
here.
3.
Filter Manufacturers Council, “The micron rating for media in fluid filters,” Technical Service Bulletin 89-5R3.
Nancy McGuire is a freelance writer based in Silver Spring, Md. You can contact her at nmcguire@wordchemist.com.