Intermediate storage and handling of lubricants
Dr. Nancy McGuire, Contributing Editor | TLT Webinars April 2021
Storing and handling lubricants is a lot like running a kitchen. Cleanliness, inventory management and safety precautions ensure efficient operations and save time and money.

KEY CONCEPTS
•
Maintaining lubricant cleanliness and integrity pays off in cost savings and operational safety and efficiency.
•
Lubricant containers must be stored with ease and safety of access and transport in mind.
•
Site inspections, thorough record keeping and stock rotation help ensure that good practices are being followed.
MEET THE PRESENTER
This article is based on a Webinar originally presented by STLE Education Nov. 24, 2020.
Intermediate Storage & Handling of Lubricants & Greases is available at
www.stle.org: $39 to STLE members, $59 for all others.
Manuel A. Garcia is a senior technical services advisor for Petro-Canada America Lubricants LLC (a HollyFrontier Company) covering Southeast U.S. and Puerto Rico. Garcia received his bachelor of science degree in mechanical engineering from Purdue University. He is both an SME Certified Manufacturing Technologist (CMfgT), and STLE Certified Lubrication Specialist (CLS). Garcia has 30 years of experience working in the lubricants industry across the U.S., Caribbean and Central America, focusing on industrial, commercial and food-grade lubricants.
You can reach Garcia at
manuel.garcia@hollyfrontier.com.
 Manuel Garcia
Manuel Garcia
How effectively lubricants do their job, and for how long, depends largely on what they encounter between the supplier’s delivery truck and their final destination in bearings, gears and other mechanical components. “We need to take the lubricant that is delivered to our facilities with extreme care and precision to make sure that the integrity of the product, the labels and other factors stay intact, and that the lubricant is as clean—or even cleaner, in many cases—than what is delivered from our suppliers,” says STLE member Manuel Garcia (
see Meet the Presenter for details).
Good storage and handling practices reduce oil usage by minimizing leaks, spills and drips from improperly closed containers and during transfer from containers to machine reservoirs.
Contamination is reduced because lubricants are not exposed to dust, metal particles, fumes and moisture. Lubricant inventories that are tracked and rotated are less likely to degrade by being stored past their “use by” dates. Environmental contamination is reduced if residual oils and greases are cleaned from containers before they are disposed of. Proper labels, maintained in a legible condition, and a color-coding system (
see Figure 1) reduce the likelihood that incompatible lubricants will be mixed together in a machine (
see the February TLT Webinar article titled Basic storage and handling of lubricants and greases).
 Figure 1. Color-coded grease cartridges and fill port caps.
Figure 1. Color-coded grease cartridges and fill port caps.
The results are measurable in economic and operational terms. “It costs 10 times as much to clean dirty oil as it costs to keep it clean in the first place,” Garcia says. “The single greatest opportunity for increasing component life and lowering operating costs is to effectively manage fluid cleanliness. It does not matter how great our predictive and preventive maintenance practices are in any plant if we can’t assure the correct clean oil at the right time, in the right amount at the machines,” he adds.
Making sure the right lubricant goes into the right part of a system and avoiding unintentional mixing of lubricants pays off in reduced repair costs. Critical systems are less likely to fail if they are protected by lubricants with the right formulation for their particular operating temperatures, loads and speeds. The right lubricant formulation, uncontaminated by other lubricants, particulates and moisture, can prevent catastrophic failures of expensive systems, eliminate critical backstop repairs, reduce the overall budget for repair parts and reduce labor costs and downtime (
see Figure 2).
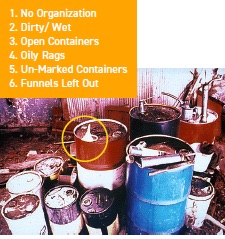 Figure 2. Opportunities for contamination.
Oil room design
Figure 2. Opportunities for contamination.
Oil room design
Oil storage rooms should be customized to suit the application (steel mill, food processing plant, etc.) as well as the size of the plant they serve. The first rule of setting up an oil storage room is “location, location, location,” Garcia says. Plant workers must be able to get to the products effectively and efficiently, and the oil products should be close to the equipment where they are used. The overall layout, as well as storage containers and cabinets, should be planned with fire and worker safety in mind.
Lubricant containers should be stored in a way that makes it easy to rotate the stock. The general rule is “first in, first out” to keep older containers from being stranded past their expiration dates in the back of the storage room. Lubricant suppliers can provide date information corresponding to batch codes, and these codes can show which slow-moving products are nearing their expiration date.
One simple oil room layout uses three separate areas to reduce the risk of airborne contamination (
see Figure 3). Unopened drums are received and stored in the outermost room, which also can be used for filter cart storage.
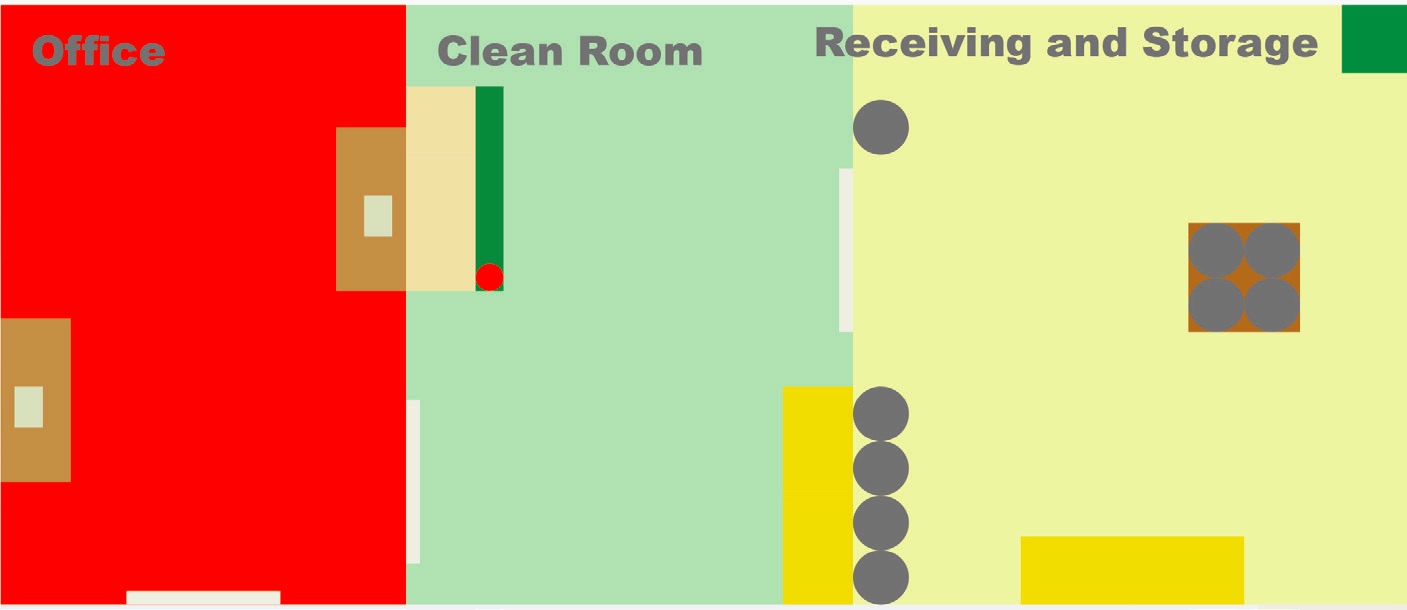 Figure 3. A three-room storage facility.
Figure 3. A three-room storage facility.
Between the receiving room and the office is a “clean room,” a controlled-access space where lubricants are transferred from drums into smaller containers for transport to various parts of the plant. Because sealed containers are opened here, this room should have filtered air and temperature control. Sealed floors and walls make it easier to clean up spills. Lubricants should be segregated by product family, with a color-coding system to prevent cross-contamination or using the wrong lubricant.
Records are kept in the office area. A designated person—an operations manager or a plant staff person—oversees receiving deliveries, billing and paperwork. This person also can manage record-keeping and monitor storing and dispensing procedures.
In a one-room oil facility (
see Figure 4), unopened drums and empty drums are stored separately in designated areas. Smaller transport containers are stored in lockers or cabinets, color coded according to the type of lubricant stored there. An HVAC system with air filters provides temperature control and minimizes the amount of dust and other particulates in the air. An air lock door further limits the amounts of airborne contaminants entering the room.
Large operations might require satellite oil rooms, where lubricants are kept closer to the equipment (
see Figure 5). These rooms can be freestanding sheds or inside rooms, but they must maintain best practices regarding cleanliness, storage procedures and documentation and color codes.
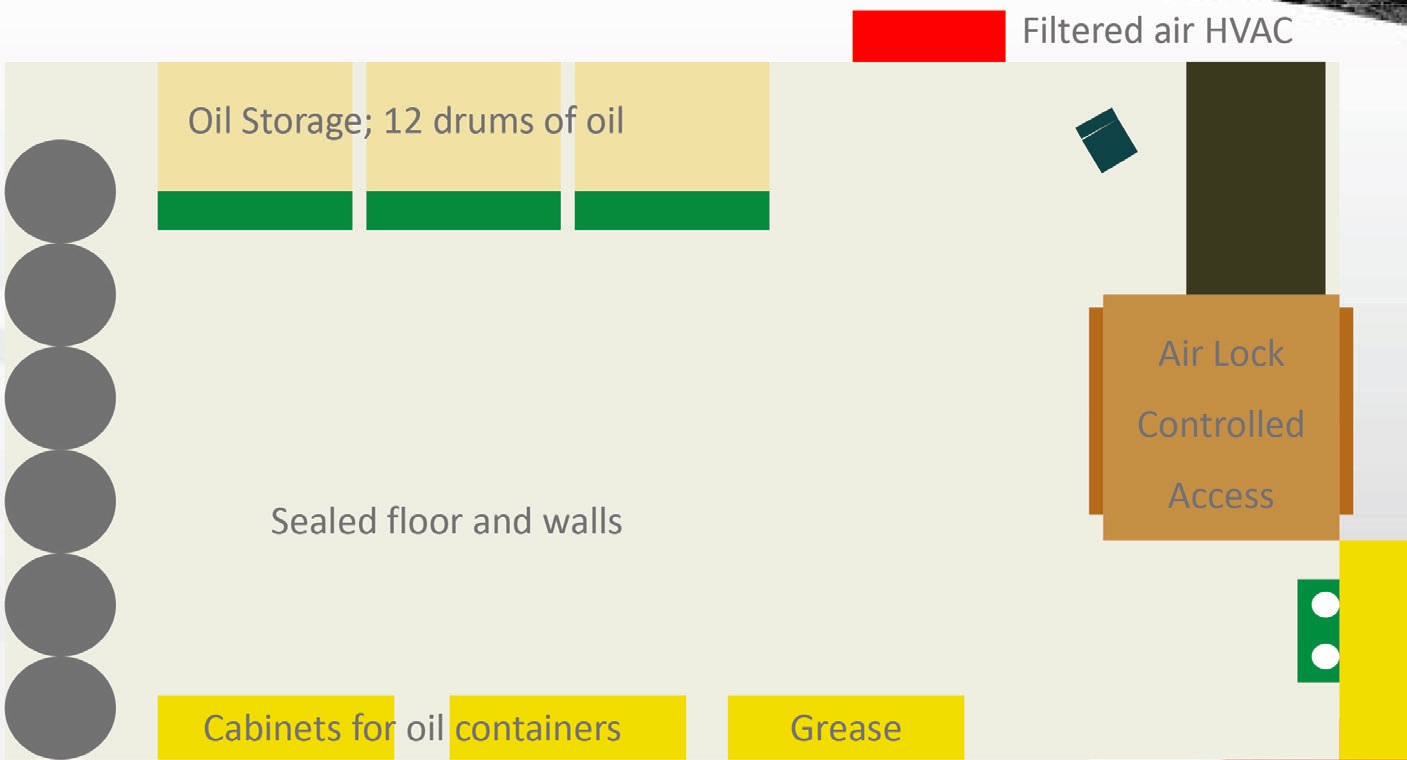 Figure 4. A one-room storage facility.
Figure 4. A one-room storage facility.

Figure 5. Satellite storage facilities.
Shelves, cabinets, lockers and tank stands keep lubricants clean and organized, and they can reduce spills and worker injuries by making it easier to dispense lubricants into smaller containers for transport to the point of usage (
see Figure 6). Storage cabinets of various sizes must have locks or other access control and fire safety ratings appropriate for the type of lubricants or equipment stored in them (
see Figure 7).
 Figure 6. Custom lube tank dispensing stand. Oil is filtered going in and coming out.
Figure 6. Custom lube tank dispensing stand. Oil is filtered going in and coming out.

Figure 7. Locked storage cabinets vary by fire and safety ratings and other options.
Storage tanks should be clearly labeled with the identity, vendor information, delivery date and use-by date of the product inside. Color-coded labels, tags or container lids provide a quick check to avoid mix-ups. Printed tags are easier to read than handwritten tags, and printed tags tend to wear off less easily.
The oil coming out of clean room tanks should be at least as clean as—if not cleaner than—the way it was received from the vendor. Oil should be filtered when it is transferred from the vendor’s containers into storage containers in the clean room and filtered again when it is transferred into smaller containers for transport into the plant. Desiccant breathers, which might need to be upgraded from the ones supplied by the OEM, help keep moisture and particulates as small as 0.5 micron out of a tank’s headspace. Portable filter carts are another effective tool for extending fluid life and reducing the amount of fluids purchased.
Because grease cannot be filtered in the same way that oil can, it is more susceptible to particulate contamination. Grease containers must be stored in a dust-free locker, and anything that comes into contact with the grease, from containers to machine parts, must be kept dust-free as well. Auto-greasers reduce the risk of particulate contamination by dispensing a shot of grease from a sealed reservoir to a component at prespecified intervals. These dispensers, which are especially good for electric motors or hard-to-reach bearings, have evolved from spring-loaded designs to “activate when needed” types, and they reduce over- and under-greasing of components.
Record keeping and controls
Oil rooms and procedures must be designed to facilitate record keeping, says Garcia. Fluid deliveries and usage must be accurately metered and recorded. Record keeping not only saves costs by keeping track of the amounts and ages of your lubricants inventory, but it also helps to locate equipment leaks by comparing monthly consumption and comparing it to expected amounts.
Lubricant record keeping can be as simple as recording orders and deliveries on a clipboard or a computer spreadsheet, along with dates when plant workers take lubricants out of the storage room, how much and where it’s going. Periodically examining these records helps to track which machines and departments use more oil than others and which applications are the most critical. Tracking lubricant use and storing containers in an organized fashion also ensures that there aren’t multiple partially used containers of fluid sitting around the storage room.
Product consolidation—using a few multipurpose lubricants rather than many specialized products—can simplify and reduce the cost of lubricant purchasing, reduce and simplify storage requirements and reduce the risk of using the wrong lubricant or cross-contamination between products. For example, if a plant uses ISO 32, 46 and 68 hydraulic oils for various applications, it might be possible to use the ISO 46 oil for all of these. (In fact, an oil analysis might reveal that plant operators are already mixing these oils inadvertently.) Before implementing a product consolidation plan, testing or advice from the vendor can help prevent costly mistakes. Product consolidation might not be feasible when specific lubricant types are required for equipment under warranty.
The effects of fluid leaks
If your records indicate that a particular piece of machinery is going through oil much faster than it should, chances are that some component is leaking. In North America alone, an estimated 100 million gallons of fluid could be saved annually by eliminating external leakage from hydraulic machinery and other lubricated equipment, Garcia says.
Leaks can increase fluid consumption (
see Table 1), cause machinery to operate inefficiently, cause environmental damage and pose safety and accident liabilities. Leaks also contribute to premature failure of machinery components and can result in poor quality of manufactured products (e.g., discolored fabrics or off-flavor food). They increase capital costs and fluid disposal costs, and they contribute to ancillary costs like floor dry and pig products to sop up leaks.
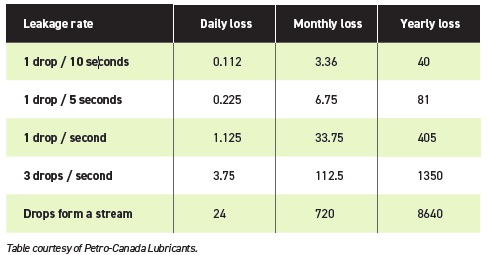 Table 1. Cumulative oil loss from hydraulic leaks (gallons)
Table 1. Cumulative oil loss from hydraulic leaks (gallons)
The hydraulic fluid index (HFI) is a convenient way to monitor monthly fluid consumption and schedule leak inspections. The HFI is the ratio of fluid consumption to reservoir capacity, and it can be monitored on the facility, department or machine scale (
see Figure 8). The average industrial plant, Garcia says, has an annualized HFI of about 3:1, but plants that are especially diligent about identifying and repairing leaks can achieve an HFI of 1:1 or less.
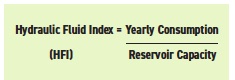 Figure 8. Calculating the HFI.
Figure 8. Calculating the HFI.
Going through an entire plant and finding all the leaks is a daunting task. Garcia notes that significant savings can be achieved by applying the Pareto principle: find and repair the 20% of your systems that account for 80% of your leakage. If your HFI numbers decrease over time, that means you’re operating your facility more efficiently, he says.
Housekeeping practices
Plant workers should be trained to observe best practice guidelines for keeping lubricants cool, clean, dry and free of dust. Dust, in particular, acts as an insulator that traps heat inside machinery. Thus, it’s essential to wipe dust from gearbox housings and other components where it is prone to collect. Dip sticks and funnels should be wiped with a clean rag to remove dust and residual oil before they are inserted into a reservoir. Tank breather filters should be inspected, maintained and replaced regularly, and they should be wiped down with a clean rag to remove dust. All oil dispensing containers and equipment (funnels, grease guns, oil cans, etc.) should be kept clean and dry and stored in clean conditions.
Before injecting grease into a bearing or other part, all grease fittings must be wiped off with a clean rag. This not only ensures that dust doesn’t enter the component, it also helps prevent oil from contaminating the grease. “No level of oil contamination (even down to the ppm level) is allowable in any oil or grease system,” Garcia says. Critical manufacturing equipment should have regular oil analysis to spot potential problems before they get out of hand.
Clean, dry oil extends equipment life
Clean rooms, locked cabinets and color-coded systems might sound like they belong more in a hospital than in a manufacturing plant, but keeping lubricants clean and segregated can save significant time and money on equipment replacement and repair.
ISO cleanliness codes quantify the amounts of various sizes of particles in a lubricant. Three numbers indicate 4-micron, 6-micron and 14-micron particle counts, per milliliter of fluid. For example, an ISO cleanliness code of 18/16/13 indicates 2,136 particles counted greater than 4-microns, 463 particles counted greater than 6-microns and 63 particles greater than 14-microns per milliliter of fluid. Comparing ISO codes for current lubricant conditions with recommended levels (
see Table 2) provides an idea of how running cleaner fluids can extend service life for various types of systems.
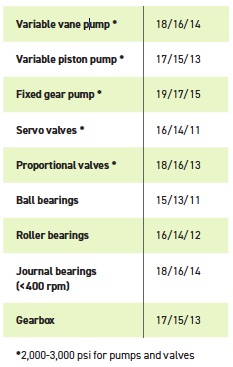 Table 2. Recommended micron filtration levels
Table 2. Recommended micron filtration levels
In Figure 9, initial ISO cleanliness levels are shown in the tan boxes in the left-hand column. Improving ISO cleanliness values in the red boxes in the top row extends service life by the factors indicated in the white boxes where the row and column intersect. The legend at the bottom left indicates the types of parts for each number in the white boxes. For example, going from 22/20/17 to 17/15/12 extends the service life of hydraulics and diesel engines by a factor of 4. Figure 10 shows similar information for the benefits of reducing moisture contamination. For example, reducing the moisture level in a mineral-based oil from 2,500 ppm to 156 ppm extends service life by a factor of 5.
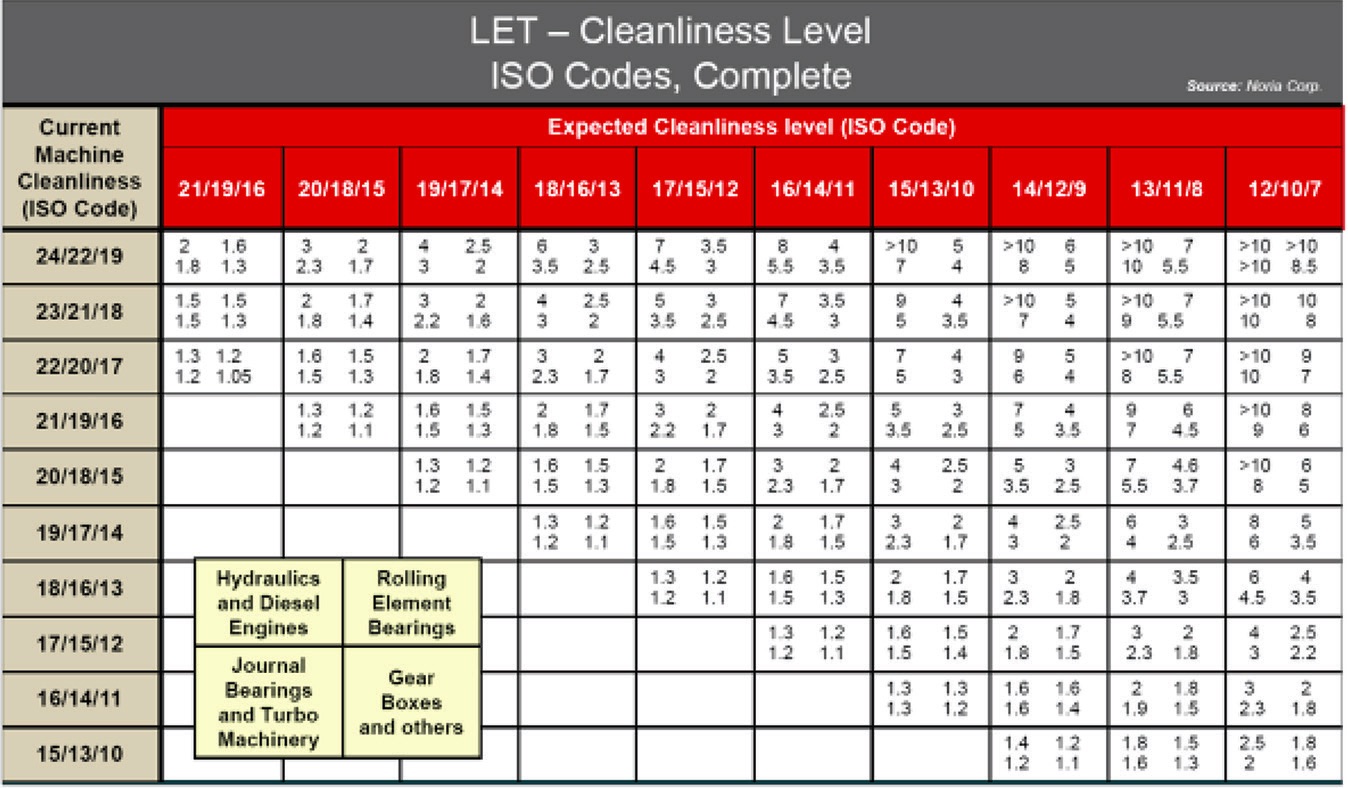 Figure 9. Life extension table (LET) shows extensions of service life for specific reductions in particulate levels. Figure courtesy of Noria Corp.
Figure 9. Life extension table (LET) shows extensions of service life for specific reductions in particulate levels. Figure courtesy of Noria Corp.
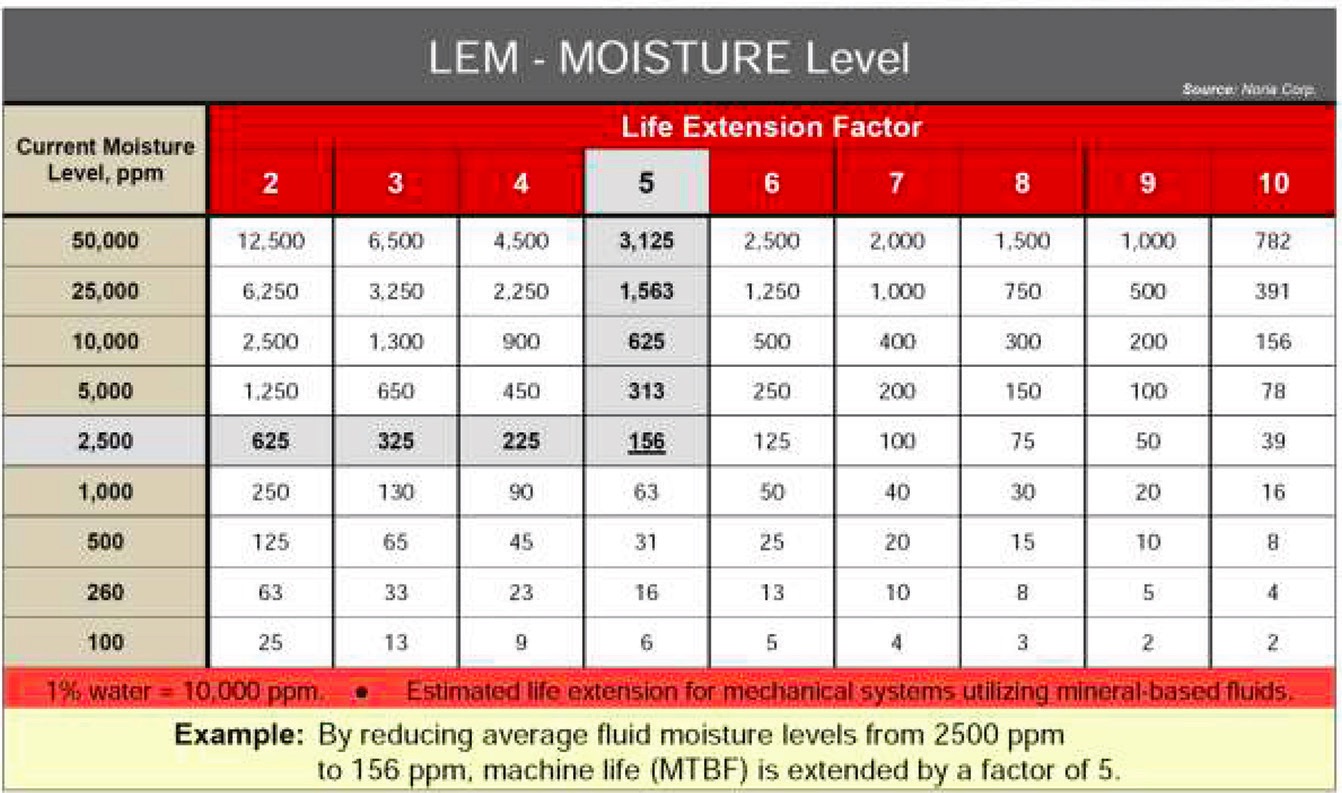
Figure 10. Life extension, moisture (LEM) table shows extensions of service life for specific reductions in moisture levels. Figure courtesy of Noria Corp.
Case study: Investigating a contamination situation
Proper storage and handling of lubricating oils and greases requires managing them “cradle to grave.” Garcia notes that a service call can serve as an opportunity for best-practices training. A technical representative on a walking tour of the plant floor and storage facilities with the end-users, asking questions along the way, can identify the causes of most issues related to contamination control, he says.
He cites the example of a customer who routinely found contaminant deposits at the bottom of his turbine generator oil barrels. These contaminants were not apparent when the containers were new, and the manufacturer had not reported problems, so a technical representative and a sales representative from the supplier scheduled a site visit to assess the problem first-hand.
The representatives found oil and grease containers stored in a dark, dirty, damp basement room (
see Figure 11). New oil drums sat next to used oil drums, and various lubricants were stored in open, unmarked containers. Containers of kerosene and gasoline shared the space with oily rags and open oil and grease containers. Funnels and pumps were covered in dust, dirt and rust. Beads of water condensation and leaking oil covered container lids. A board, used as a worktable, had been placed on top of several new oil drums, blocking off the breathers.
 Figure 11. A service call reveals multiple sources of oil contamination.
Figure 11. A service call reveals multiple sources of oil contamination.
When plant operators needed to top off an oil reservoir, they inserted a drum pump into a large bulk drum. They transferred the needed amount into a metal bucket, which could have been releasing rust or dissolved metals into the oil. Between refills, the pump was stored in the bucket, which was never cleaned. They typically used one or two gallons a week, so by the time the drum was empty, the pump had been inserted into the drum more than 20 times. Each time, the pump transferred some of the dirt, dust and oil residue from the bucket into the drum, and the contaminants built up in the drum over time. The portable filter cart was covered in dust, and the heavy buildup of dirt on the hose and wand assembly was transferred into the generator’s oil reservoir every time the filter cart was used.
The supplier’s representatives reported their findings to the customer’s maintenance management team. They also provided hands-on training to the maintenance team on duty, showing them the proper procedures for keeping contaminants out of the oil barrels. They emphasized that following these procedures in the future will help the customer keep the oil in the turbine generator contaminant-free.
Doing it right
Garcia points out the importance of plant operators and managers working together with mechanics and maintenance personnel to prevent and remedy problems. Oil analysis from samples taken regularly from the same points using recommended procedures also can yield valuable information that can be used to identify and fix problems. Color-coding and tagging equipment, good storage and handling techniques, desiccant breathers and portable filter carts, used consistently and correctly, can prevent problems from happening in the first place (
see Figure 12). The ultimate goal is a storage area that is clean and organized, he says.
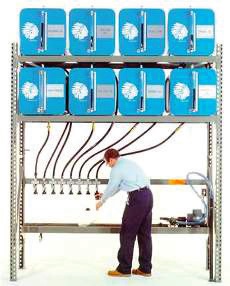
 Figure 12. Well-designed and maintained storage facilities.
Nancy McGuire is a freelance writer based in Silver Spring, Md. You can contact her at nmcguire@wordchemist.com
Figure 12. Well-designed and maintained storage facilities.
Nancy McGuire is a freelance writer based in Silver Spring, Md. You can contact her at nmcguire@wordchemist.com.