TLT: What inspired you to seek a career in the bearings industry?
Allison: I have always been interested in how things work. Even as a child, the inner workings of machines, engines and rockets has been a passion of mine; that same desire eventually led me to a career in the bearings industry. How we do things and the way we do them is something that intrigues me. Bearings are an often overlooked but critical part in everyday life. There are bearings in your car, bicycle, drill, electric toothbrush, desk chair, garbage disposal and lawn mower, and they are what makes modern day flight possible in airplanes. But people outside of the industry generally consider them all the same. Bearings make our modern world go round, yet how they work (and fail) is not well understood. That is what keeps drawing me in by learning how bearings work and continue to innovate.
TLT: How have bearing design requirements changed over the last few decades, and what have been the key challenges to meet these requirements?
Allison: The basic geometry of a bearing remains relatively simple, which can make identifying the improvements made over the past decades difficult to notice. The average engineer will use standard life equations such as the American Bearing Manufacturers Association (ABMA) life methods, etc., to determine the bearing size needed and then purchase a bearing based on price and the reputation of the company, rather than the innovations and technology development.
One way that the bearing industry has continued to innovate is by accepting that bearings are a relatively minor (yet critical) component of larger systems and incorporating the bearing into the surrounding structure as a single component, rather than a bearing being installed separately as had been more common historically. A familiar example of this is the wheel hub assembly in automobile applications. This has several benefits including (1.) simplifying assembly, (2.) reducing the number of parts in inventory and (3.) reducing the size of the support structure, thereby giving customers the option to either reduce the size of the overall system or add more payload. Needless to say, this change has not come without challenges.
One of the main challenges is identifying and understanding the application to allow for the design of an integrated system. Traditionally, machine designers have chosen bearings from a catalog based on the dimensional limitations and the application conditions. This meant there was a limited number of bearing designs available, and the machine design would be iterated to match a bearing design. Now, bearings are specifically designed to fit the application, which requires more communication between bearing manufacturers and their customers.
Another new challenge is that the common failure modes of bearings has fundamentally changed. Historically, the majority of bearings failed due to subsurface fatigue. However, improved bearing design and manufacturing have created the current circumstance, where the majority of bearings are replaced prior to failure (
see Figure 1), and only approximately 1/3 of bearing failures are due to subsurface fatigue (
see Figure 2). The probability of subsurface fatigue can be further reduced for critical applications by using vacuum melted steel (
see Figure 3).
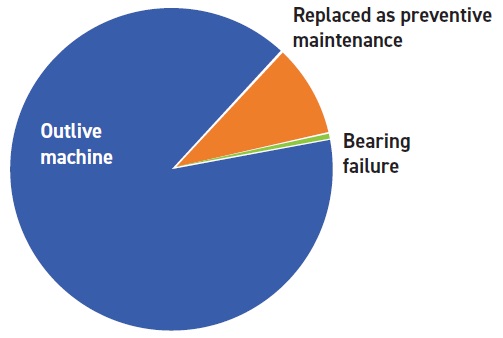 Figure 1. Cause of bearing replacement.
Figure 1. Cause of bearing replacement.
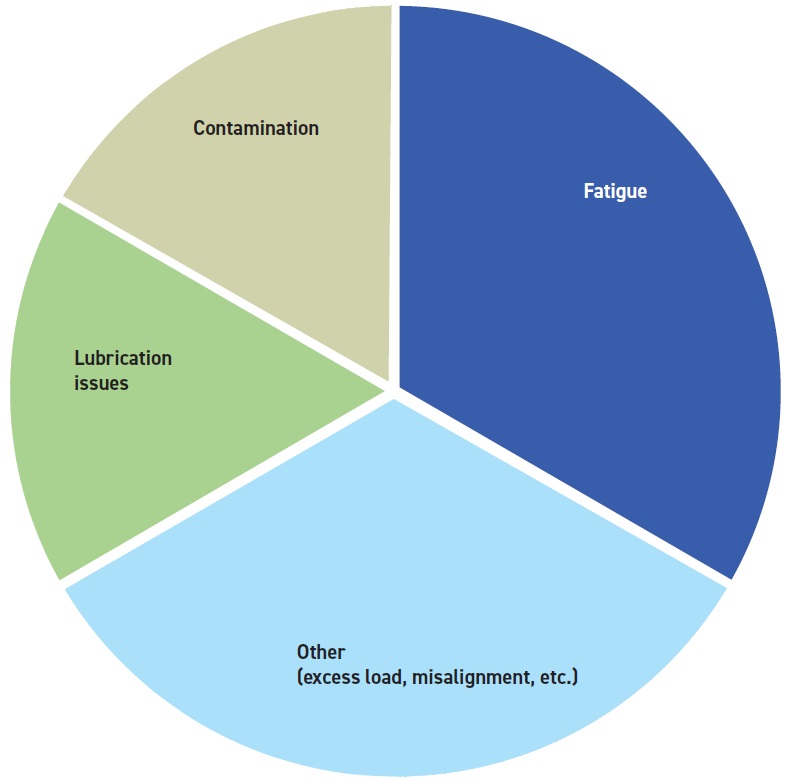 Figure 2. Leading causes of bearing failures across industries.
Figure 2. Leading causes of bearing failures across industries.
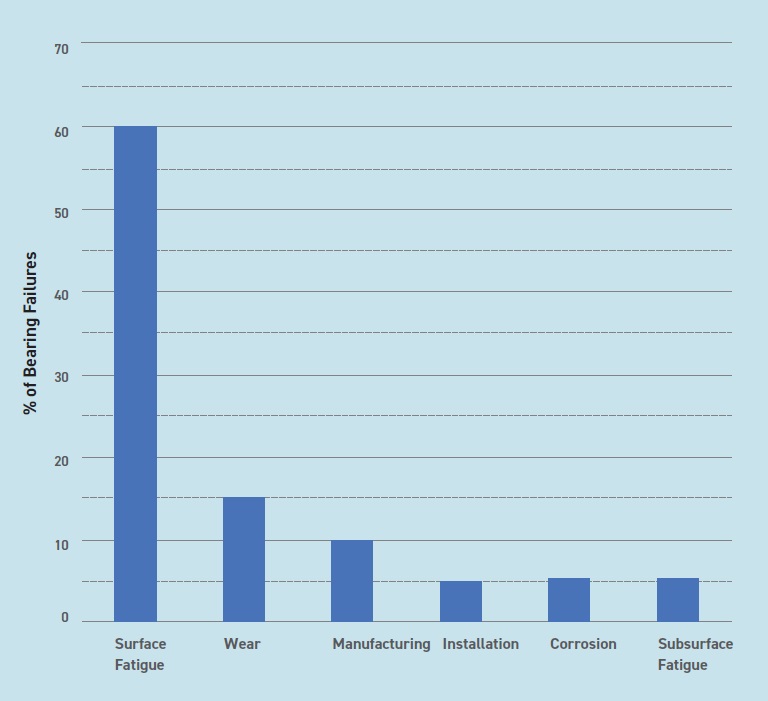 Figure 3. Causes of bearing failures in aerospace applications.
Figure 3. Causes of bearing failures in aerospace applications.
This has led to several challenges including (1.) understanding these new failure modes, (2.) developing new technologies to further improve bearing reliability and (3.) methods to predict bearing life. The majority of bearing failures can now be attributed to surface-initiated failure modes (e.g., wear and contaminated lubrication). This has made the understanding of tribology and lubrication within bearings even more important than it previously has been.
Although the basic geometry of a bearing is simple, the tolerances required have tightened over time to increase the reliability of components. This leads to bearing performance being more uniform and predictable. In particular, the surface finish required in bearing raceways continues to improve. Alternative processes such as vibratory polishing are being increasingly used to meet these requirements.
One of the main design requirements that is being pushed within the bearings industry is the need for higher power density. That is, a smaller bearing that can operate under the same loads and speeds as are currently used. There are several challenges with this effort. First, it requires new alloys, heat treatments and coatings, which have increased performance. Next, testing must be performed to demonstrate the improved performance. However, the increasing performance of bearings has made this—in and of itself—a challenge. This is because bearing life is now so long that the time required to perform these tests is prohibitive. This is leading the industry to increasing reliance on computational techniques to understand and predict bearing performance.
TLT: What are the current trends in development of better alloys for bearings or development of different materials?
Allison: Bearing technology has developed to the point that classical fatigue is rarely a concern. Therefore, the major focus areas for new bearing materials have shifted. The current major focus areas are decreasing weight and improving surface-initiated failures due to poor lubrication and/or contamination. The first target of decreased weight is most commonly and easily introduced through the use of ceramic rolling elements (
see Figure 4) and light alloys (e.g., aluminum) and/or polymer cages. Further reduction in weight is being pursued through innovative bearing steels and heat treatments, which are able to operate under higher operating stresses. This, in turn, allows for design engineers to utilize smaller bearings in the same application, and thereby decrease the bearing size and weight.
 Figure 4. Bearing with PEEK cage and ceramic rolling elements.
Figure 4. Bearing with PEEK cage and ceramic rolling elements.
Some examples of new steels being explored are powder metal alloys. The process of sintering the steel results in finer grain structure and finer carbide precipitates, resulting in increased performance. Further, this process allows for alloys with higher carbon content than is traditionally used for bearing steels to be used, leading to much harder steels and thereby higher load capacity. Alternative heat treatments, including carburizing and nitriding of more traditional bearing steels, also are being developed. These processes introduce compressive residual stresses in the subsurface of the material, which improve performance by arresting cracks.
The second goal of increased surface resistance is being solved by many of the same techniques. The higher stiffness of ceramic rolling elements leads to localized plasticity of the steel counterface. This improves the surface roughness as well as healing damage in the steel while it is still relatively small. Alternative steels and heat treatments are able to resist surface-initiated damage due to third bodies and wear. Similarly, the finer surface finish requirements being imposed increase the lambda ratio and thereby improve surface life.
TLT: How will bearings change in the next 10-20 years?
Allison: Electric and hybrid engines are currently a reality, but their popularity is only increasing. This has forced bearing manufacturers to adapt. One of the largest concerns with electric vehicles is their limited range. Therefore, bearing manufacturers are investing in ways to increase vehicle efficiency, which involves reducing weight, friction and heat generation. The weight reduction is achieved through the use of nonmetallic materials for cages and rolling elements and cages as well as improved steels, which have a higher load carrying capacity, which allows for smaller bearings. Reduced friction and heat generation go hand in hand and have been achieved through optimized geometry of the bearing and seals, as well as new lubricants developed specifically with this goal in mind. At the same time, the elimination of internal combustion engines reduces noise to the extent that the reduction of bearing noise has become a concern to further improve the rider’s experience.
Customers are consistently looking for increased performance (high temperature, high speed, high load) at decreased cost and weight. Lubrication has become the limiting factor on increasing temperatures for bearings. Alternative lubricants (e.g., ionic fluids) are being explored in an effort to break this barrier. Similarly, there is an interest within the industry to use greased bearings in applications, which have traditionally used oil primarily due to the larger system level benefits via elimination of supply and drain lines, pumps, etc. This means we need greases that work for substantially longer and at higher speeds than the current generation of greases available. There are a lot of smart people working on these technologies, so I am confident that a solution will be found.
Along similar lines, alternative materials are being developed and/or implemented for the other bearing components to achieve these goals. Ceramic rolling elements have been in use in select applications for decades, but the adoption of them has been slow due to concerns about their brittleness and the increased cost. Modern ceramics used in bearings have solved the issues with the mechanical properties, but these materials are still cost prohibitive. I expect that in the coming years, manufacturing techniques for ceramic rolling elements will be a major point of focus in an effort to reduce costs and accelerate the adoption of this technology.
Traditionally, bearings have failed due to rolling contact fatigue, but developments in the casting process have led this failure mode to be relatively uncommon. The majority of bearing failures are now attributed to insufficient lubrication and contamination. As such, a major area of research within the bearing community is alternative materials, heat treatments and coatings to become more resistant to these failure modes. Physical vapor deposition and chemical vapor deposition coatings are now commercially available but are relatively uncommon. I expect these to continue to gain traction and additional coating options to be developed. Similarly, alternative heat treatments (e.g., nitriding) are known but are quickly being adopted in more applications due to the increased surface hardness. This is actually one of the main benefits of ceramic rolling elements that has led to increased interest in them. As previously stated, the cost of ceramic rolling elements is the main hurdle to their adoption.
The world is moving toward digitalization with efforts such as Industry 4.0 and big data analysis. For bearings, this means the implementation of incorporated sensors and building systems to use this data. The goal of this is to be able to monitor bearing health and report data on its performance (temperature, torque, etc.) as well as to predict when bearings are likely to need replacing. This will allow industries to plan for maintenance more effectively and minimize the downtime and potential damage caused by bearing failures.
You can reach Bryan Allison at Bryan.D.Allison@skf.com.