KEY CONCEPTS
•
The growing use of nonferrous metals to lighten vehicles is leading to new challenges in bonding dissimilar metals without causing performance problems.
•
Friction stir dovetailing has been developed to join thick pieces of aluminum and steel.
•
The lower temperature and pressures used compared to other methods led to less intermetallic compound growth, improving the stability of the joint formed between the thick pieces of aluminum and steel.
The continuing trend to improve fuel economy has led automotive manufacturers to introduce higher percentages of nonferrous metals such as aluminum to replace steel. This process is used to reduce vehicular weight.
But the process also creates new challenges for machining different types of metals and for figuring out ways to bond these metals in finished machinery without causing performance problems.
Dr. Scott Whalen, senior engineer at the Department of Energy’s Pacific Northwest National Laboratory (PNNL) in Richland, Wash., says, “The difficulty in welding aluminum to steel is due to the fact that both metals have different physical and mechanical properties. One example is melting point, which is 660 C for aluminum and 1,500 C for steel.”
Fabrication of different metal alloys into a specific material has been done primarily through the use of melting and casting. In a previous TLT article, a technique known as friction-stir extrusion was described as an alternative way to prepare metal alloys without concerns about degradation (
1). Specific metal alloys in the form of powder and chips were mixed in a plunger and then extruded into various forms such as wire, tubes and rods.
The thickness of the metal pieces involved in the joining process also can create processing problems. Whalen says, “A process known as friction stir welding has been used to join structures that are no thicker than 2.5-5 centimeters. When used with thicker metal pieces, heating exacerbates the growth of intermetallic compounds (IMCs), which are generated due to the high chemical affinity and limited solubility between aluminum and steel alloys. Though only 5-10 microns in thickness, the IMCs become brittle and are responsible for failure of the joined metal pieces.”
In working with the U.S. Army Tank Automotive and Research Development and Engineering Center (TARDEC), PNNL was asked to figure out a new technique for joining thick pieces of aluminum and steel. The objective of TARDEC is to improve the operational efficiency of their vehicles.
As a result of a collaboration between PNNL and TARDEC, a new fabrication method was developed to join thick pieces of aluminum and steel.
Friction stir dovetailing
Whalen and his collaborators created a new technique known as friction stir dovetailing (FSD) to join thick pieces of aluminum and steel. He says, “FSD can be considered a mechanical interlocking combined with the formation of a metallurgical bond between aluminum and steel alloys.”
In the work done by the researchers, a pre-tempered grade of aluminum known as 6061-T651 was joined with a heat treated military grade steel known as Rolled Homogeneous Armor, MIL-DTL-12560.
This process was accomplished by first preparing dovetail trench grooves in the steel alloy that exhibited a depth of 2.54 millimeters and a width of 14.22 millimeters along the 300-millimeter length of the steel plate. Aluminum plates were prepared with similar dimensions, and a H13 steel tool hardened to between 45 and 48 on the Rockwell scale and containing a tungsten carbide insert was used.
Figure 2 shows the joints formed between aluminum and steel. Whalen says, “The mechanical interlocking took place in the trapezoidal geometry of the steel dovetail while metallurgical bonding was achieved leading to the formation of an IMC that was 40-70 nanometers thick. In effect, the bonding is what glued the aluminum to the steel within the dovetail.”
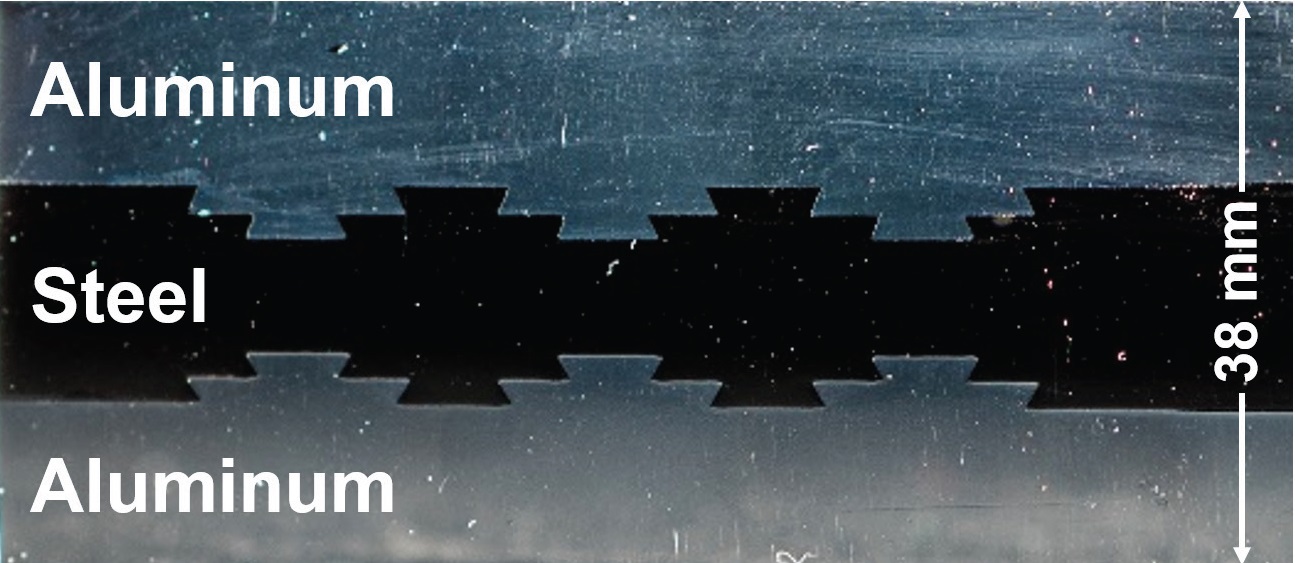 Figure 2. A new technique known as friction stir dovetailing leads to the formation of joints between aluminum and steel. (Figure courtesy of the Department of Energy’s Pacific Northwest National Laboratory.)
Figure 2. A new technique known as friction stir dovetailing leads to the formation of joints between aluminum and steel. (Figure courtesy of the Department of Energy’s Pacific Northwest National Laboratory.)
The structure of the bond between aluminum and steel was evaluated through the use of transmission and scanning transmission electron microscopy. Whalen says, “We found that the IMC was crystalline in nature, which is in contrast to amorphous structures reported in previous studies. The crystalline material may be iron aluminide with a structure of Fe
3Al enriched with silicon. We are uncertain about the significance of crystalline IMC, but we believe that thickness is the most important parameter impacting the stability of the bond between aluminum and steel.”
The researchers speculated that the presence of iron aluminide is significant because this compound is so thin that it enhances the bond between the aluminum and steel without creating joint brittleness that will lead to failure. Iron aluminide strands were found to be 1,000 times thinner than a human hair.
Another factor is the lower temperature and pressure found in friction stir dovetailing as compared to other friction stir methods led to less IMC growth, which also improved the stability of the joint formed between aluminum and steel.
The researchers analyzed the mechanical properties of the joined material through the use of lap shear tensile testing. They found that the aluminum, steel joint can be stretched over five centimeters before breaking. This result is significant because it demonstrated that the joint made through friction stir dovetailing was five times more ductile than joints formed by the use of other friction stir techniques.
The researchers are now in the process of working on other potential applications for friction stir dovetailing. Whalen says, “One area of interest is to evaluate the use of this methodology in automobiles.”
Additional information can be found in a recent reference (
2) or by contacting PNNL commercialization manager Sara Hunt at
sara.hunt@pnnl.gov.
REFERENCES
1.
Canter, N. (2011), “Friction-stir: Alternative to melting and casting metal,” TLT,”
67 (12), pp. 8-9.
2.
Rabby, M., Ross, K., Overman, N., Olszta, M., McDonnell, M. and Whalen, S. (2018), “Joining thick section aluminum to steel with suppressed FeAl intermetallic formation via friction stir dovetailing,”
Scripta Materialia,
148, pp. 63-67.
.