Lubricating pneumatics: Air compressors
Jeanna Van Rensselar, Senior Feature Writer | TLT Webinars May 2018
You’ll need to address a host of factors to ensure reliability of these essential components.
© Can Stock Photo / Baloncici
KEY CONCEPTS
•
The five main types of compressors are centrifugal, sliding vane, rotary screw, rotary lobed blowers and reciprocating.
•
The biggest problem on the compressor-maintenance side is air filtration.
•
Pneumatics uses the least-expensive transmission medium—air. But in some circumstances air can be costly.
MEET THE PRESENTER
This article is based on a Webinar originally presented by STLE Education on Jan. 18, 2017.
Pneumatics and Air Compressors is available at
www.stle.org: $39 to STLE members, $59 for all others.
John Cummins is vice president of product technology and an investing partner of Hydrotex. There he directs research and development and is dean of Hydrotex Lubrication University, the company’s professional development division. He received his bachelor’s of science degree from Illinois Institute of Technology and his master’s of science degree from George Washington University. He also is a retired captain in the Supply Corps, USNR. He previously worked at The Lubrizol Corp. and is a member of STLE, SAE and NLGI. He has held STLE’s Certified Lubrication Specialist™ designation since 1997. You can reach Cummins at
jcummins@hydrotexlube.com.
 John Cummins
John Cummins
Fluid power has two divisions:
•
Hydraulics. The technology using non-compressible liquids
•
Pneumatics. The technology using compressible gases to transmit power.
Both have their advantages and disadvantages. The Webinar this article is based on was an overview of pneumatics.
From the blow-molded plastic water bottle used to quench thirst, the cement used to build infrastructure and the flour used to bake bread, the harnessed power of compressed gases or pneumatics touches everyone’s daily lives.
Pneumatics uses the least expensive transmission medium—air (or in some cases separated or inert gases) and generally has lower installation costs. Transmitted air pressure is typically below 250 psi, makes it harder to detect and control gas leakage and is less efficient than hydraulic transmission of fluid power.
Pneumatics powers a wide range of tools and equipment—in many instances replacing the electric power cord with an air hose. Since pneumatic power is intrinsically safe, there are a number of industries that could not operate without pneumatic power.
In order to transmit air power there needs to be a pneumatic conductor. Low-cost air hoses and duct work can be used. Of course, a compressor is needed to turn the air or gas into kinetic fluid power.
Compressors
Compressors turn gases into power. There are two main categories of air compressors:
1.
Dynamic. These compressors raise air pressure by converting air velocity into pressure (centrifugal).
2.
Positive displacement. These compressors trap a charge of air and then physically reduce the space to increase pressure (sliding vane, rotary screw, reciprocating, rotary lobe).
Major types of compressors
1.
Centrifugal. Low pressure and high volume, air flow is oil free (dynamic) (
see Figure 1).
2.
Sliding vane. Compact, compressor or reversed as a vacuum pump (positive displacement) (
see Figure 2).
3.
Rotary screw. Most common (positive displacement) (
see Figure 3).
4.
Rotary lobed blowers. Material conveying, low pressure, oil free (positive displacement).
5.
Reciprocating. Like engines, reciprocating compressors use pistons to compress air (positive displacement) (
see Figure 4).
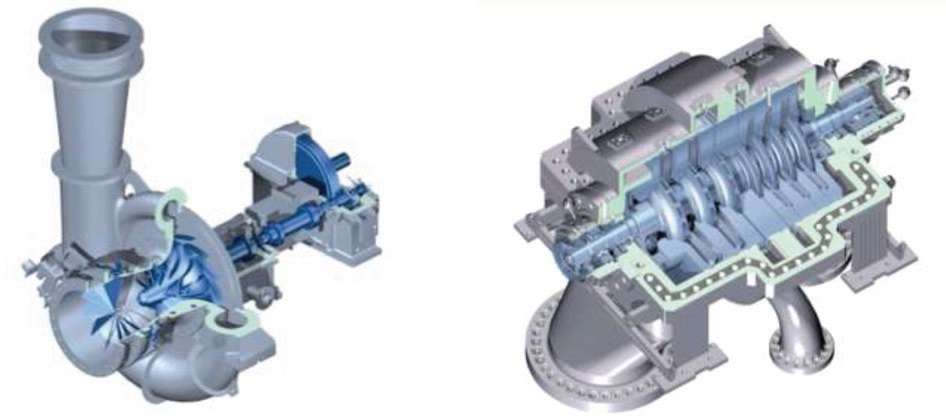 Figure 1. Centrifugal compressor. (Figure courtesy of Hydrotex.)
Figure 1. Centrifugal compressor. (Figure courtesy of Hydrotex.)
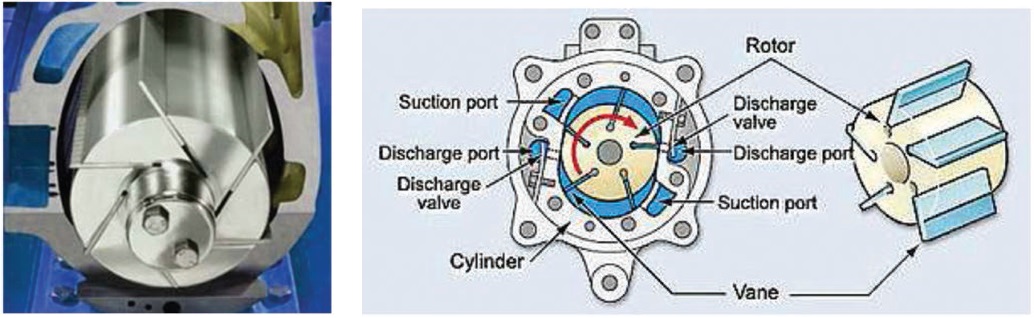 Figure 2. Sliding vane compressor. (Figure courtesy of Toyota Industries.)
Figure 2. Sliding vane compressor. (Figure courtesy of Toyota Industries.)
 Figure 3. Rotary screw compressor. (Figure courtesy of Atlas Copco.)
Figure 3. Rotary screw compressor. (Figure courtesy of Atlas Copco.)
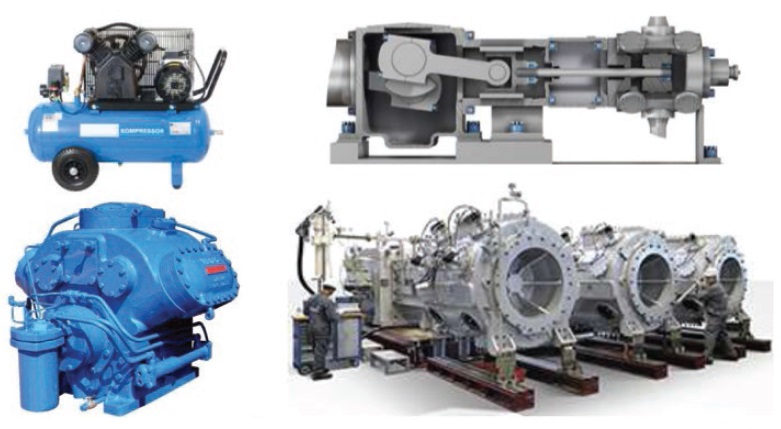 Figure 4. Reciprocating compressor. (Figure courtesy of Hydrotex.)
Figure 4. Reciprocating compressor. (Figure courtesy of Hydrotex.)
Different types of air compressors require different ISO viscosities and additive packages. Every one has a different load, environment, temperature and speed parameter that must be considered when choosing the lubricant.
Centrifugal compressors
Sometimes called radial compressors, centrifugal compressors raise pressure by radially accelerating air flow and then compressing it against the compressor body. Centrifugal compressors are well-suited for continuous-duty compression of large volumes of gas/air. They provide oil-free air and yield higher airflow than similarly sized positive displacement compressors. Centrifugal compressors can be a simple single stage or a very complex multi-stage design to supply higher psi.
Only the rotating shaft bearings and drive gears are lubricated—keeping the oil away from the air flow (
see Importance of Air Quality). Lubricant viscosity varies between ISO 22 and ISO 68 depending on shaft speed and bearing load. The oil must be compatible with the rotating shaft seals so there is no oil migration into the airflow area. The drive design of centrifugal compressors determines the requirement for antiwear additives (gearing) or rust and oxidation additives for only direct driven journal bearings.
Importance of air quality
By their nature, air compressors ingest airborne contaminants every minute they are operating. Contaminated lubricants negatively affect compressed air quality more than anything else. The biggest problem on the maintenance side is air filtration. Users have to keep the incoming air stream clean. Otherwise many pneumatic tools will wear out more quickly. Pulling air from high-heat, high-moisture, chemical or dusty/dirty environments compounds efforts to reduce system operating expenses. The mere act of compressing atmospheric air to 125 psig creates an 800% increase in the concentration of contaminants.
 © Can Stock Photo / kadmy
© Can Stock Photo / kadmy
Sliding vane compressors
Sliding vane compressors have many advantages including:
•
Light weight
•
Compact configuration
•
Very quiet operation
•
Minimal vibration
•
Few wear parts
•
Coolest possible discharge air.
Sliding vane compressor lubrication points are: shaft bearings, vane slots, vane tips and chamber surfaces. Since the vane slots and tips as well as the interior surface of the cylindrical compressor chamber are oil lubricated, the sliding vane compressor supplies an air and oil mixture.
If the air needs to be oil free, then supplied air must go through a downstream device called an air-oil separator. The air-oil separator uses special filter media to coalesce the small oil mist into larger droplets for easier separation and return to the compressor oil supply.
Vane compressor oil viscosity is determined by operating temperature and speed. The need for antiwear additized oil is typically determined by load.
For vane compressor lubrication, oil is injected into the air stream to:
•
Seal between the vanes/rotor and cylinder (housing)
•
Lubricate bearings, vanes and cylinder surfaces.
Vane compressors are generally limited to applications well below 100 hp because of bending stresses placed on the vanes. ISO 68 and ISO 100 oils are the most common viscosity grades. Users always should reference the OEM manual for correct viscosity and recommendation for either AW or R&O oils.
Rotary screw compressors
Within the last 60 years the oil injected screw compressor has become the most popular type of compressor in the world. It works by trapping a volume of air at the intake area between two counter-rotating screws and reducing its volume toward the discharge outlet. A film of lubricating and cooling oil on the surfaces of the screw seals the air in the confines of the screws to prevent air leakage. Some tolerances are so tight that an oil film is unnecessary.
There are a number of lubrication concerns that must be addressed to ensure screw compressor reliability.
•
Oxidation-stable lubricants are required as any varnish buildup on the screw surfaces reduces the clearance and greatly increases the operating temperature leading to even more varnish production and eventual compressor failure.
•
Clean intake air and clean oil to prevent any particulates from damaging the screw surfaces.
•
Oil foaming will reduce the compressor efficiency as the foamy oil will not provide an adequate seal between the screw surfaces.
•
Good demulsibility to prevent emulsions from interfering with the coalescing and removal of the oil in the air-oil separator.
Rotary screw compressors are typically lubricated with ISO 46 or ISO 68 antiwear oils. Synthetic lubricants are gaining wide acceptance for varnish deposit control.
Rotary lobe compressors
This compressor consists of two symmetrical lobe rotors mounted on separate shafts in parallel, which rotate in opposite directions to each other at high speeds. Timing gears are used to synchronize the rotation of the lobes to provide constant clearance between the two. They are efficient at producing significant air flow (
see The High Cost of Air).
The high cost of air
According to a U.S. Department of Energy study, 18% of all industrial energy consumption is dedicated to compressing air or gases. While air may be free—leaks are not, as air leaking from hoses, couplings and duct work can significantly increase energy cost by destroying system efficiency.
Taken from a 2015 Energy Information Agency, Dept. of Energy (EIA/DOE) study.
 © Can Stock Photo / AntonioGuillem
© Can Stock Photo / AntonioGuillem
Rotors can be up to eight feet long and three feet wide or small enough to pick up and carry around in a lunch box.
Non-contacting rotary lobe blowers belong to the group of dry running positive displacement compressors. This means there is no need for oil in the compression chamber. Only gearbox and bearings, which are separated from the pumping chamber, are oil lubricated.
These compressors have low compression ratios with pressures up to 25 psi and extremely high capacities up to 30,000 cfm.
Rotary lobe blowers/compressors tend to run very hot (with exhaust air up to 350 F). Therefore the lubricant viscosity is usually an ISO 150 or ISO 220 to handle the temperature thinning of the oil film in the gearbox. Synthetic oils are common in this application to handle the high temperature and to provide improved oxidation resistance.
At the gear end, the timing gear teeth are lubricated by being partially submerged in non-EP or antiwear oil. The gear teeth serve to sling oil on the gear end bearings. At the drive end (or belt side) bearings are typically grease lubricated. Users should always check OEM specifications for correct fluid and/or grease specifications.
Reciprocating compressors
The reciprocating compressor is based on the same principle as the internal combustion engine (i.e., pistons, rings, cylinders and valves). The difference is gas compression instead of combustion at the top of the piston.
Reciprocating compressors are typically used where high compression ratios (ratio of discharge to suction pressures) are required per stage without high flow rates, and the process air/gas is relatively dry.
A reciprocating compressor uses the movement of a piston inside a cylinder to compress air. As the piston moves downward, the exhaust valve closes and a vacuum is created inside the cylinder, forcing the intake valve to open and suck air into the cylinder. As the piston moves upward, the intake valve closes, and compressed air exits the cylinder through the exhaust valve.
Lubrication is typically achieved by using splash lubrication or a pressured central system. Very large piston compressors have direct-injected or drip-feed lubrication to the top of the piston-air valve area. Small (up to 20 hp), air-cooled reciprocating compressors are usually lubricated with SAE 30 engine oil or ISO 68 to 100 R&O or antiwear oils; 50 hp and greater reciprocating compressors typically have two separate lubricating systems:
•
Drip-feed system for the compressor head reed valves; requires a non-carbonizing synthetic ester or diester lubricant: ISO 100 or 150
•
Crankcase lubrication requiring SAE 30 or 40 engine oil or ISO 100 or 150 antiwear oil.
For large, horizontal crosshead piston compressors, the choice of cylinder oils depends on the solvency of the gas to prevent the lube from being washed off the cylinder liners—typically esters and diesters are used in modern lubricants. But years ago, compounded oils containing animal fats or vegetable oils—natural esters—were used.
Compressor lubricants
Correct viscosity is the most important physical property of a compressor lubricant. Viscosity must be matched to the load, environment, temperature and speed of the compressor and its components. Considerations include:
•
Load. Input horsepower and delivered psi of the gas, single-stage versus multi-stage compression
•
Environment. Type and reactivity of gas being compressed, cleanliness of gas for filtration purposes, humidity
•
Temperature. Ambient and operating temperature of compressor, temperature of compressed gas
•
Speed. RPM of the rotating components.
Lubricant qualities to consider include:
•
Base oil stability to resist oxidation as well as reactivity with other compressing gases to prevent deposits and extend or maintain oil life.
•
Good demulsibility to handle humidity and prevent oil/water emulsions in the air-oil separator.
•
Anti-corrosion protection to handle rust as well as any gas-induced corrosion.
•
Non-foaming to provide a proper seal between rotating screws and vane and sliding pistons—foam also can cause major problems in downstream air-oil separators.
•
Robust, balanced and fit-for-purpose additive package for compressor and the type of gas being compressed.
Users should follow these six simple rules during and after the fluid change to improve the life of the compressor.
1.
Oil analysis before changing out fluid.
2.
If changing brand/type of fluid, obtain information on both current and new lubricant (many compressor lubricants are not compatible with each other or with certain seal materials).
3.
Flush system with approved blending agent and procedure.
4.
Check sight glass daily for any foaming tendencies.
5.
Take a sample a week after changeover.
6.
Follow up with an oil analysis/particulate count quarterly.
Oil analysis
Since compressor efficiency and operating life are directly affected by the selected lubricant, it is only logical to conduct routine oil analysis, including particle count, of the compressor fluid to prevent failure.
Because of the high oxidative environment as well as moisture and high temperatures, an oil analysis program is recommended for any compressor that is critical for plant operations. An oil analysis program allows changing the fluid at an optimum time and assists in identifying equipment concerns before they become serious.
Jeanna Van Rensselar heads her own communication/public relations firm, Smart PR Communications, in Naperville, Ill. You can reach her at jeanna@smartprcommunications.com.