Waste treatment of fracking water
Dr. Neil Canter, Contributing Editor | TLT Tech Beat January 2018
A superhydrophilic membrane was able to facilitate water flow while trapping organic contaminants.
KEY CONCEPTS
•
Use of hydraulic fracturing to extract oil and gas is gaining in popularity, but large quantities of water, a precious resource, are required, and the water obtained after hydraulic fracturing is heavily contaminated.
•
Modification of an aluminum oxide surface with cysteic acid produced a membrane with an average pore size of 0.22 micron that can effectively remove contaminants from water used during hydraulic fracturing.
•
The membrane proved to be effective in removing water contaminants for three weeks without fouling.
THE IMPLEMENTATION OF HYDRAULIC FRACTURING in the U.S. during the past decade has dramatically increased the production of oil and natural gas. The U.S. Energy Information Administration estimates that crude oil production attributed to hydraulic fracturing climbed from 2% of overall production in 2000 to 51% in 2015.
Improvements in the productivity of hydraulic fracturing have led to this dramatic production increase. One of the reasons is the wide use of horizontal drilling through the ground in all directions from a central well point. A past TLT article (
1) examines hydraulic fracturing with a focus on the Marcellus Shale that accounts for 35% of U.S. production.
In removing oil and gas from the ground, a large quantity of water is required. It is estimated that four million liters of water is consumed per 300 meters of lateral well completed (
1). Recovering and recycling the water used in hydraulic fracturing has presented a significant challenge. Andrew Barron, the Charles W. Duncan Jr.-Welch Chair of Chemistry at Rice University in Houston and Sêr Cymru Chair of Low Carbon Energy and Environment at Swansea University in Swansea, UK, says, “Water is a very valuable resource that is used in very large quantities in hydraulic fracturing. Recovery and reuse of water is important since only 10%-15% of the water used in a hydraulically fractured well is recovered, and maximizing its further use is vital.”
Further compounding the problem is the water obtained after hydraulic fracturing is heavily contaminated. Barron says, “Two types of contaminants are typically found in frack water or produced water. The residue of what is originally present in the hydraulic fracturing fluid formulation is present in small quantities. A more significant contribution comes from the organic compounds that are present in the ground. These species have low molecular weights that go up to thousands of daltons and may be slightly water soluble. Some of the particulates in this waste stream are agglomerated, making the task of removing them from the water very difficult.”
The water isolated from the well represents flowback that was originally injected and also has been present in the ground for millions of years. Current techniques for water treatment have not been effective and can be costly. Barron says, “Evaporation of water is done to recover the hydrocarbons. Fracking water contains 2%-5% organics and initial evaporation increases the concentration of organics to 30%. But additional evaporation cycles are needed to boost the organic concentration to 80%. In states such as Pennsylvania, the only option is to haul water away and then dispose of it through deep well injection outside of the state.”
Particle filtration and microfiltration are options, but current technology cannot handle the low molecular weight of the contaminants found in fracking water. Barron adds, “The slight solubility of some contaminants in water can lead to the formation of emulsions that create organic layers larger than the pour size of the membranes leading to membrane blockage.”
Bacteria counts in fracking water also are high and can contribute to membrane blockage. Barron says, “Bacteria are treated with chlorine oxide, but this leads to a lot of waste that does not eliminate the blockage problem.”
The most common approach taken with a membrane is to do a backwash when flow has stopped according to Barron. But this is ineffective.
A new approach for treating fracking water has now been developed that is much more effective.
SUPERHYDROPHILIC MEMBRANE
Barron and his colleagues have developed a more effective filtration process through the use of a superhydrophilic membrane prepared by modification of an aluminum oxide surface with cysteic acid. He says, “The idea originated from work we were doing to apply nanoparticles to fabrics using water as the solvent.”
The researchers used a cross flow membrane concept to enable water to flow readily through the membrane and trap the organic contaminants. A membrane with an average pore size of 0.22 micron was selected because it should remove most organic contaminants, emulsions and bacteria.
Figure 3 shows the performance of the cysteic acid-based membrane versus an untreated membrane. Barron says, “We were able to remove greater than 90% of the organic contaminants while maintaining a strong flow rate that was indicative of no filter fouling. In contrast, the flow in the untreated membrane stopped within two days.”
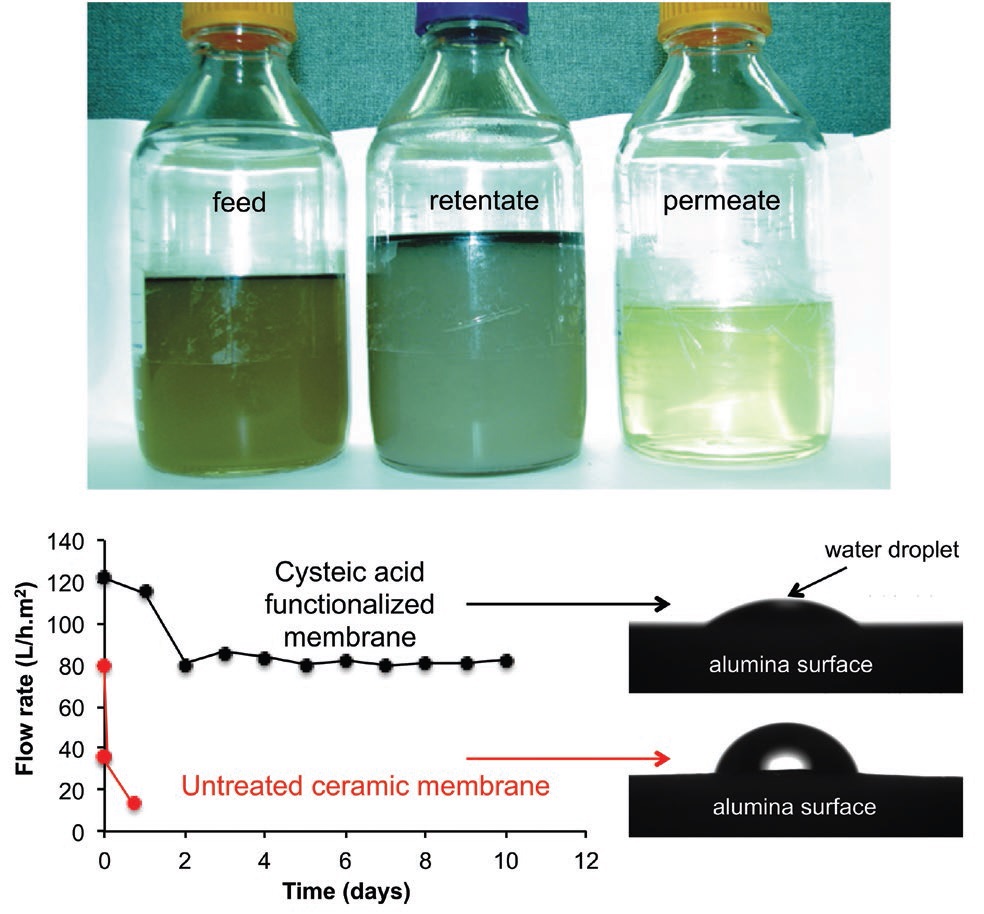 Figure 3. A cysteic acid-based membrane that provided superhydrophilicity exhibited superior performance over an untreated membrane due in part to a smaller contact angle that assisted with water flow. (Figure courtesy of Rice University.)
Figure 3. A cysteic acid-based membrane that provided superhydrophilicity exhibited superior performance over an untreated membrane due in part to a smaller contact angle that assisted with water flow. (Figure courtesy of Rice University.)
Figure 3 also shows the initial effluent feed in the bottle on the left, the retentate that contains the oil and bacteria isolated is in the bottle in the center and the permeate, which is the purified water that is now recyclable is on the right. Barron says, “The charge on the superhydrophilic membrane enables a layer of water to form that repels hydrophobic materials such as oil and other hydrocarbons present in fracking water.”
The resulting strong water flow through the membrane allowed the researchers to reduce the pressure by a fifth, which made the process more energy efficient and also reduced the chance for fouling. Water flow was aided by the smaller contact angle shown in Figure 3 as compared to the untreated membrane.
Durability testing was done demonstrating that the membrane was effective in removing organic contaminants for three weeks without fouling. Barron says, “The only conditions that will reduce membrane effectiveness are low pH and high pH.”
Barron and his colleagues are evaluating this technology in a number of industrial applications including filtration of sea water and a rendering plant. Future work will involve scaling up the membrane technology for use in an oil field application and evaluating the effectiveness of cleaning water used in a hot rolling mill. Additional information can be found in a recent article (
2) or by contacting Barron at
a.r.barron@swansea.ac.uk or at
arb@rice.edu.
REFERENCES
1.
Brown, S. (2016), “Shale energy development trends and utilization,” TLT,
72 (4), pp 26-30.
2.
Boyle, S., Huseman, J., Ainscough, T., Radcliffe, D., Alabdulkarem, A., Mojil, S., and Barron, S. (2017), “Superhydrophilic Functionalization of Microfiltration Ceramic Membranes Enables Separation of Hydrocarbons from Frac and Produced Water,”
Scientific Reports 7, Article Number: 12267.
 Neil Canter heads his own consulting company, Chemical Solutions, in Willow Grove, Pa. Ideas for Tech Beat can be submitted to him at neilcanter@comcast.net
Neil Canter heads his own consulting company, Chemical Solutions, in Willow Grove, Pa. Ideas for Tech Beat can be submitted to him at neilcanter@comcast.net.