Challenges in formulating industrial gear oils
Dr. Neil Canter, Contributing Editor | TLT Feature Article December 2016
Our panel of eight industry experts analyzes base stocks, additives, formulations and where this technology is headed.

© Can Stock Photo / maxuser
KEY CONCEPTS
•
Selection of the proper base stock and additives is critical in formulating industrial gear oils to meet specific application requirements.
•
Evaluating the compatibility of industrial gear oils additives with each other and the base stock is needed to ensure optimum performance.
•
Concern about a failure mode known as micropitting continues in part because many OEMs do not specify the use of a premium or top-tier industrial gear oil for their applications.
GEARS ARE USED TO FACILITATE THE TRANSFER of power in machinery. To perform this function, lubricants are needed to minimize gear friction and wear, provide cooling, prevent corrosion, lubricate bearings and provide sealing.
The more severe operating conditions that include higher temperatures and longer operating cycles, combined with the use of smaller oil sumps, is putting more stress on today’s industrial gear oils. They also face a variety of environmental conditions due to their use in agriculture, electrical equipment and energy transmission, mining and oil and gas applications.
This article analyzes the raw materials used in formulating industrial gear oils, how they can best be tested and where there is need to improve their performance. Insight also will be given on the decision process used to prepare an industrial gear oil for a specific application.
To provide this information, key industry experts were interviewed who are involved in developing gear oils from the base stock, additive and formulator perspectives.
The following individuals were contacted:
1.
Helen Ryan, Afton Chemical Corp.
2.
Dr. Vasu Bala, BASF Corp.
3.
Dr. Martin Greaves, The Dow Chemical Co.
4.
Dr. Justin Langston, Evonik Oil Additives USA, Inc.
5.
Dr. David Blain, ExxonMobil Research and Engineering Products Technology
6.
Allan Barber, The Lubrizol Corp.
7.
Tim Cooper, The Lubrizol Corp.
8.
Lawrence Ludwig, Schaeffer Manufacturing.
IMPACT OF THE BASE STOCK
Industrial gear oils are prepared by formulating base oils with specific additive types. As the component present in the largest percentage, the type of base oil used has a significant effect on gear oil performance.
Dr. Martin Greaves, research leader at The Dow Chemical Co. in Horgen, Switzerland, says, “Some base oils such as polyalkylene glycols (PAGs) offer low elastohydrodynamic lubrication (EHD) traction coefficients compared to classical hydrocarbon base oils making them a preferred choice where energy efficiency is a key specification target. This can lead to lower frictional losses in a gearbox and lower operating temperatures. PAGs are commonly used in worm gears where large gear reductions and torque multiplication are needed.
Greaves continues, “Polyalphaolefins (PAOs) are often a good choice in equipment operating at extreme temperatures (e.g., in cold climates) that need to use base oils with excellent low temperature rheology behavior.”
Dr. Justin Langston, technical service manager for Evonik Oil Additives USA, Inc., in Horsham, Pa., believes that high quality base oils have a huge impact on gear oils because they improve viscometric properties, low-temperature performance, oxidative stability, hydrolytic stability and foam behavior. He says, “Synthetic base oils translate into longer drain intervals and better protection of equipment. A new class of synthetic base oil known as polyalkylmethacrylates offers unique formulation approaches that can furnish advantages in materials compatibility such as those with seals and elastomers, while also providing an economic alternative to fully formulated synthetic formulations.”
STLE-member Lawrence Ludwig, CLS, OMA, CMFS, chief chemist/technical director for Schaeffer Manufacturing in St. Louis, Mo., says, “Base oil, which can make up as much as 90%-95% of an industrial gear lubricant’s formulation, can have a significant impact, especially in the area of low and high operating temperature performance, oxidation stability and to the contribution of the proper EHD regime film needed to separate the mating gear surfaces.”
Parameters listed in Table 1 can affect the choice of the proper base stock.
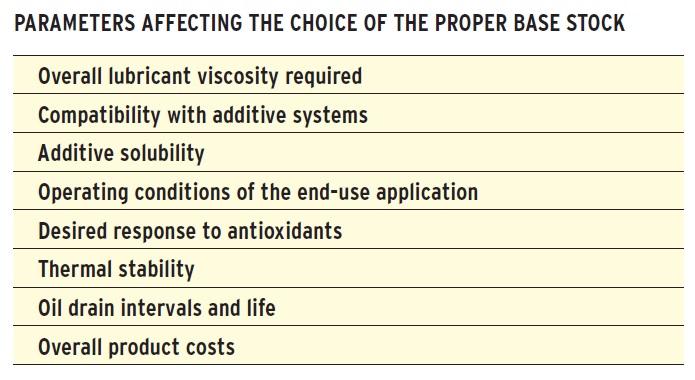 Table 1. The parameters shown can affect the type of base stock used to formulate an industrial gear oil. (Table courtesy of Schaeffer Manufacturing.)
Table 1. The parameters shown can affect the type of base stock used to formulate an industrial gear oil. (Table courtesy of Schaeffer Manufacturing.)
Ludwig states that the choice of using a synthetic base stock such as PAO, PAG and esters is based on low- and high-temperature considerations. He says, “At low temperatures, the lower viscosity of a synthetic gear lubricant compared to an equivalent mineral oil grade minimizes the potential for channeling, which can cause temporary lubricant starvation, particularly in splash-lubricated gear drive systems. For high temperatures, the higher specific heats of synthetic base stocks allow for better heat transfer enabling lower operating temperatures and less oil oxidation than an equivalent mineral oil grade.”
Ludwig indicates that synthetic base fluids such as PAOs exhibit lower coefficient of traction compared to mineral oils. He says, “Coefficient of traction is the lubricant base stock’s molecular resistance to motion of one layer of fluid sliding over or along another layer of fluid. This effect becomes very important under EHD and boundary lubricant conditions due to the molecular structure of the base stock.”
Industrial gear oils can operate under a variety of lubrication conditions as shown in Figures 1-3. Figure 1 shows a hydrodynamic lubrication regime where there is a sufficient lubricant film (in yellow) that separates the two metal surfaces (represented by gray at the top and bottom). Film thickness decreases as conditions move into the mixed film lubrication regime (
see Figure 2) where the lubricant film is now shown in orange. A further decrease of the film to a boundary lubrication state is seen in Figure 3 where the chances of contact between the metal surfaces and corresponding wear increase as asperities in each metal surface are in close proximity to each other.
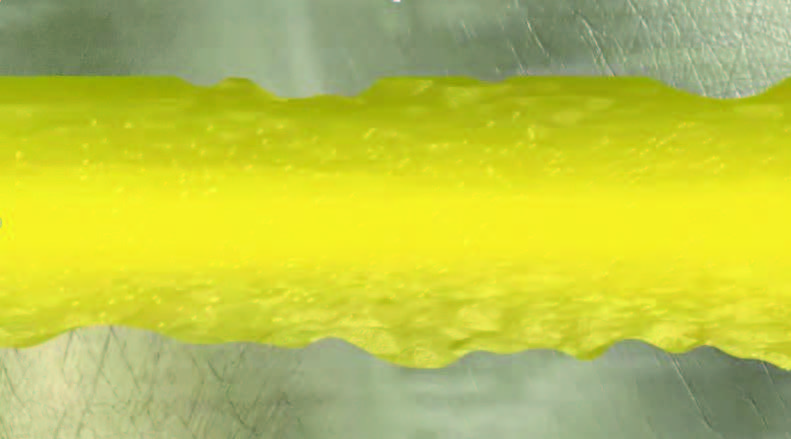 Figure 1. Among the lubrication conditions where industrial gear oils operate is a hydrodynamic regime that has sufficient lubricant film (shown in yellow) to keep the two metal surfaces (represented by gray at the top and bottom) separated. (Figure courtesy of The Lubrizol Corp.)
Figure 1. Among the lubrication conditions where industrial gear oils operate is a hydrodynamic regime that has sufficient lubricant film (shown in yellow) to keep the two metal surfaces (represented by gray at the top and bottom) separated. (Figure courtesy of The Lubrizol Corp.)
 Figure 2. The metal surfaces move closer together in the mixed film lubrication regime where industrial gear oils (lubricant film is shown in orange) also operate. (Figure courtesy of The Lubrizol Corp.)
Figure 2. The metal surfaces move closer together in the mixed film lubrication regime where industrial gear oils (lubricant film is shown in orange) also operate. (Figure courtesy of The Lubrizol Corp.)
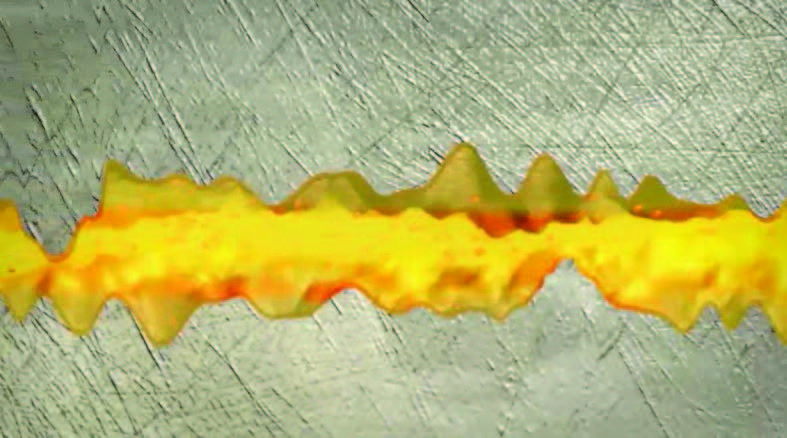 Figure 3. Industrial gear oils contain the proper mix of AW and EP additives to be effective in the boundary lubrication state where the two metal surfaces are in close proximity to each other. (Figure courtesy of The Lubrizol Corp.)
Figure 3. Industrial gear oils contain the proper mix of AW and EP additives to be effective in the boundary lubrication state where the two metal surfaces are in close proximity to each other. (Figure courtesy of The Lubrizol Corp.)
The impact of base stocks can be illustrated in the stack paper model shown in Figure 4. Ludwig says, “Each sheet of paper in the stack represents the base oil’s molecular structure. The stack is compressed by high pressure in a direction that is perpendicular to the paper plane and is subject to a rate of shear in trying to pull the single sheets of paper out of the stack. This action becomes more difficult and requires more energy—the more uneven the paper surface is and/or stronger the interaction between the individual paper planes.”
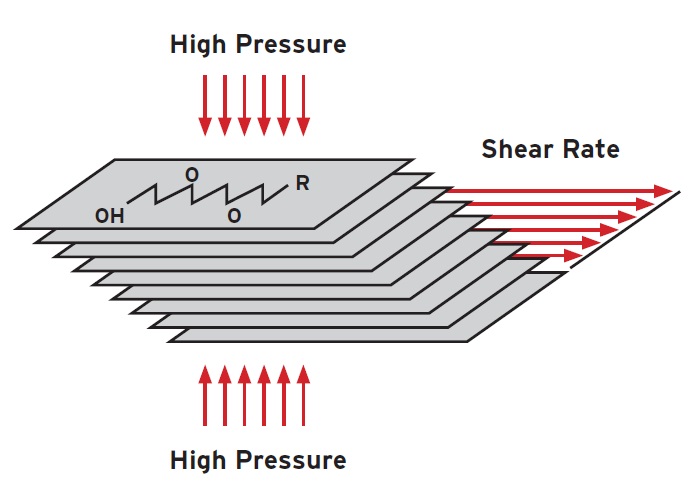 Figure 4. The stack paper model shows the stronger the interaction between the individual paper planes representing base stock molecules, the more shear that needs to be applied to pull individual sheets out of the stack. (Figure courtesy of Schaeffer Manufacturing.)
Figure 4. The stack paper model shows the stronger the interaction between the individual paper planes representing base stock molecules, the more shear that needs to be applied to pull individual sheets out of the stack. (Figure courtesy of Schaeffer Manufacturing.)
A similar scenario applies for the sliding board model shown in Figure 5. Ludwig says, “If the lubricant’s base stock molecular structure is made up of different size molecules, then greater frictional forces and a higher expenditure of energy will take place as the boards slide over each other. This aspect corresponds to high traction coefficients and is reflective of mineral oils. A synthetic base stock such as PAO has a uniform molecular structure enabling the fluid layers to slide over each other at a uniform rate, which, as a consequence, results in lower parasitic and churning friction losses and lower internal friction. The result is the expenditure of less energy.”
 Figure 5. The uniform molecular structure characteristic of synthetic base stocks as compared to mineral oil base stocks leads to lower parasitic, churning friction and internal friction losses. (Figure courtesy of Schaeffer Manufacturing.)
Figure 5. The uniform molecular structure characteristic of synthetic base stocks as compared to mineral oil base stocks leads to lower parasitic, churning friction and internal friction losses. (Figure courtesy of Schaeffer Manufacturing.)
Dr. David Blain, technology program leader for ExxonMobil Research and Engineering Products Technology in Paulsboro, N.J., agrees that synthetic base stocks offer better gear oil performance at extremely high and low temperatures. He says, “PAOs, a Group V base stock or a combination of the two are most ideally suited in a high-performance gear lubricant.”
Figure 6, showing a graph of traction coefficient versus percent slide-to-roll ratio, shows the benefits of using synthetic base stocks to achieve lower traction. Blain says, “Our testing shows that synthetic gear oils can help to deliver up to a 3.6% improvement in energy efficiency as compared to conventional mineral gear oils. Synthetic gear oils are a preferred option most of the time, but there are select situations where it makes sense to use a mineral oil-based lubricant such as when extreme levels of contamination may require the need for frequent oil changes.”
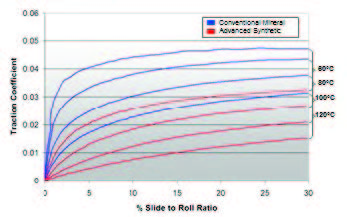 Figure 6. Actual traction coefficient measurement over a range of slide-to-roll ratios and temperatures shows that synthetics have much lower traction coefficient than typical mineral oils. This leads to a more energy efficient operation, reduced heat generation and lower overall system operating temperatures. (Figure courtesy of ExxonMobil Research and Engineering Products Technology.)
Figure 6. Actual traction coefficient measurement over a range of slide-to-roll ratios and temperatures shows that synthetics have much lower traction coefficient than typical mineral oils. This leads to a more energy efficient operation, reduced heat generation and lower overall system operating temperatures. (Figure courtesy of ExxonMobil Research and Engineering Products Technology.)
Helen Ryan, distinguished advisor for Afton Chemical Corp. in Bracknell, UK, considers base stock characteristics to be critical because they will influence the approach taken to meet various industry specifications. She says, “Depending upon whether low sulfur or high sulfur containing bright stock is used will dictate the type of additive systems needed to enable gear oils to meet different specifications such as the CKD specification that has a higher temperature oxidation test.”
A second example is the need to think differently about what additives to use depending upon whether Group I, II or III base stocks are used. Ryan says, “Group II and III base stocks have different additive solubility and also different responses to additives used compared to Group I base stocks. This effect is due to the different compositions of the three base stocks. One example is the response of sulfur-based antioxidants to Group II base stocks as seen in the Life TOST Oxidation Stability Test race about ten years ago.”
Allan Barber, technical manager of hydraulic and industrial gear oils for The Lubrizol Corp. in Hazelwood, UK, believes that the base oil has a significant effect on viscosity and additive solubility. He says, “Base oil film thickness plays a role in high and low temperature wear protection. The choice of base oil also affects low temperature fluid flow (at start up), long oil life (oxidation resistance) and impacts energy efficiency.”
KEY ADDITIVES: ANTIWEAR VS. EP
The respondents are in agreement that key additives used in industrial gear oils include antiwear (AW) additives, extreme pressure (EP) agents and rust and corrosion inhibitors. Barber says, “A fourth class includes additive types that import desired physical properties to the lubricant such as improved water separation and foam control.”
Ryan says, “Antifoams are used to prevent foam and friction modifiers are used for a range of functions.”
Greaves points out that several other additives including antioxidants, metal deactivators and seal swell additives can be used. He says, “Gear systems can contain copper or brass that need to be protected from corrosion by passivating oxide layers. For this reason, metal deactivators are used and chemisorb on surfaces to form two-dimensional barriers. Seal swell additives such as synthetic esters and sulfones are used with some base oils to negate the seal shrinkage effect that can be seen with some elastomers.”
Greaves also points out that the use of a polar base oil such as oil soluble PAGs (OSPs) will boost the efficacy of AW, EP and corrosion inhibitors commonly used in industry gear oils. He says, “We have found that when OSPs are added at low treat levels, they facilitate the performance of these three additives in standard laboratory performance tests. We believe that weak coordinate bonds are formed between the oxygens (in the oxygen rich polymer) and sulfur or phosphorus within the molecules of the AW or EP additive. This results in the formation of complexes in which the OSP carries these additives to the meal surface in high concentrations.”
One issue that has been a source of confusion is how to distinguish between the function of AW and EP additives. Dr. Vasu Bala, global development head compounded lubricants at BASF Corp. in Tarrytown, N.Y., says, “Sulfur-based EP additives are primarily used as anti-scuffing/seizure under high shock loads. Phosphorus-based AW additives are primarily used for reducing gear wear under high sliding and moderate loads.”
Barber says, “EP (sulfurized additives) chemically react with a metal surface to form tenacious iron sulfide protection films. They function under high load, boundary lubrication regimes where the metal surfaces are so close together that the microscopic asperities (peaks) of the metal surface come into contact with each other. High-performing EP additives get sheared away and continuously regenerate themselves.”
On the matter of AW additives, Barber says, “AW (phosphorus-containing) additives form less tenacious chemical films and function under low-to-medium load elastohydrodynamic and mixed film lubrication regimes where the metal surfaces are further apart and do not come into such regular contact.”
Ryan distinguishes AW and EP additives based on specific performance tests. She says, “Only a few EP tests, which are the ASTM D2783 four-ball weld test and the Brugger test, are used. These tests only respond when EP agents that are currently based on active sulfurized compounds are present in the gear oil. All other lubricant performance tests such as the FZG and Timken are AW tests.”
INDUSTRIAL GEAR OIL ADDITIVE INTERACTIONS
Negative additive interactions can lead to inferior gear oil performance and even damage to the gear. Ludwig makes several points with regard to base oil use and concern about corroding yellow metals. He says, “When formulating an industrial gear lubricant, considerations such as additive solubility, shear stability, component compatibility and base oil compatibility have to be taken into account. The growing use of Group II and Group III base stocks due to the decline in Group I base stocks leads to improved oxidative and thermal stability but causes added concern about additive solvency or solubility. The loss of bright stock has led to the use of polymeric thickeners or viscosity modifiers such as polyisobutylenes. But the type of shear rates and stresses that can be encountered in industrial gearing applications can result in a permanent loss of viscosity due to shearing of these polymeric materials.”
Ludwig continues, “For synthetic fluids, close attention must be paid to the type of synthetic base stock used due to concern about compatibility with mineral oil-based gear oils. Though many synthetic formulations utilize a PAO/ester base stock combination, which is compatible with mineral oil formulations, some blenders of two industrial gear lubricants use conventional PAG base stocks because they exhibit excellent lubricity and a natural detergency that keeps the gear drive clean of deposits. But extreme caution must be taken due to the incompatibility of PAGs with hydrocarbon base stocks (either mineral oil or PAO) to prevent accidental mixing and cross contamination.”
The concern with corroding yellow metals is for worm gear applications. Ludwig says, “In some circumstances, EP additive systems can be corrosive to yellow metals such as brass or bronze if they contain chemically active systems. Certain EP additives that react with the metal surface under elevated temperature conditions also may react with yellow metals resulting in corrosive wear.”
Designing the gear oil formulation to ensure strong compatibility between the base stock(s) and the additives is a very important key to minimizing negative interactions, according to Langston. He says, “By reducing the number of components in the formulation and maximizing their compatibility with a base stock such as polyalkylmethacrylates, additive interactions will not negatively impact gear oil performance. One other benefit in a system we have developed is that it does not require the use of low-viscosity esters that can potentially be a challenge to formulators.”
Bala says, “The use of synthetic (PAO/PAG/ester) base oils can minimize negative performance synergies. Formulators of gear oils can optimize the level of AW/EP and use more thermally stable additives. This balance is dictated by application and cost.”
Barber feels that ensuring all components used in a gear oil are compatible with each other is of critical importance. He says, “Robust oil blend compatibility evaluations are key to ensuring gear oil additives work well and remain soluble in the base oil.”
Ryan agrees and also feels that adding new gear oil to a used gear oil system should be evaluated. She says, “Conducting a backward compatibility study among all finished fluids that are commonly used is a must, as top up is a reality in the field. For additive packages in base stocks, full testing programs in the base stocks and full compatibility at all temperatures for extended periods should be checked before an additive package is used in a base stock.”
DECISION PROCESS: OPERATING TEMPERATURE
Determining how to prepare an industrial gear oil for a specific formulation can be a complex matter. The rigorous operating demands placed on gear oils have dictated that a new approach be made according to several of the respondents.
Blain says, “Most lubricants today are formulated using a traditional lubricant-development process that relies on blending a conventional base stock with an off-the-shelf additive package to create a product that meets basic industry specifications. This approach often focuses on delivering exceptional results solely based on one or two criteria, such as energy efficiency, that may negatively impact other critical performance areas.”
Blain continues, “We use an advanced, scientifically engineered approach known as a balanced formulation approach that relies on the use of the right base stocks and carefully designed additive systems that complement the properties of the base stocks to deliver exceptional performance across all of the critical areas for each application. Among the parameters we evaluate are the temperature operating range, types of seals used, load and specific original equipment manufacturer (OEM) requirements.”
After fluid preparation, Blain indicates that a dynamic testing program involving laboratory procedures followed by field trials is done to demonstrate that the gear oil is properly formulated to meet the application.
The benefit of reducing the operating temperature of a gear application is highlighted by Blain. He says, “One of our customers was experiencing abnormal wearing of their gears and short oil drain intervals for gearboxes in 16 sets of conveyors used in a steel mill application. After converting them to a synthetic gear oil from a mineral oil-based product, the average operating temperature of the gearboxes decreased by 6.7 C and the electric motor current decreased by about 3.3%, yielding an annual savings of more than $1,800 as well as important safety benefits from less frequent equipment interactions.” Note that these results are based on the experience of a single customer. Actual results can vary depending upon the type of equipment used and its maintenance, operating conditions and environment, and any prior lubricant used.
To highlight the ability of synthetic base stocks to operate at lower temperatures in industrial gear oil applications, Mini Traction Machine thermal mapping comparing a conventional mineral oil-based industrial gear oil with a synthetic industrial gear oil is shown in Figure 7.
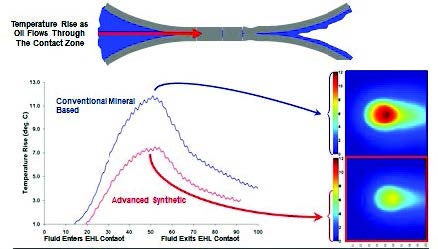 Figure 7. MTM thermal mapping shows that synthetics operate at lower temperatures in the contact zone, leading to longer oil and equipment life. (Figure courtesy of ExxonMobil Research and Engineering Products Technology.)
Figure 7. MTM thermal mapping shows that synthetics operate at lower temperatures in the contact zone, leading to longer oil and equipment life. (Figure courtesy of ExxonMobil Research and Engineering Products Technology.)
Ryan also believes that a new approach must be developed to formulate industrial gear oils. She says, “We are in the 21st Century and we are still selecting fluids based on 40-year-old oil tests with poor repeatability and reproducibility (R&R). Then, when new tests are introduced to deal with new issues, they also have poor R&R or—even worse—have no link to the issues in the field that they are being run to screen for. We need to start looking at what is happening in the tribolayer with the different materials under the loads/conditions that are seen in the field. Lab procedures such as the Micro Pitting Rig (MPR) and the Mini Traction Machine Spacer Layer Imaging Method (MTM-SLIM) enable us to measure tribofilm formation and determine how it correlates with gear fatigue.”
On the matter of temperature, Ryan believes that low temperature can be more challenging than high temperature in some cases. She says, “Gearboxes in large landmasses that can get down to -40 C cannot be started until the gear oil is flowing, which requires application of heat that can be time consuming and costly. Oscillatory rheometery is a very useful technique to identify low temperature, fluid flow issues at -40 C that the Brookfield would miss.”
Ludwig lists a series of eight steps (
shown in Table 2) that should be used in determining how to formulate a gear oil for a severe operation. He also believes that low temperature operation can have a severe effect on gear wear especially during start up.
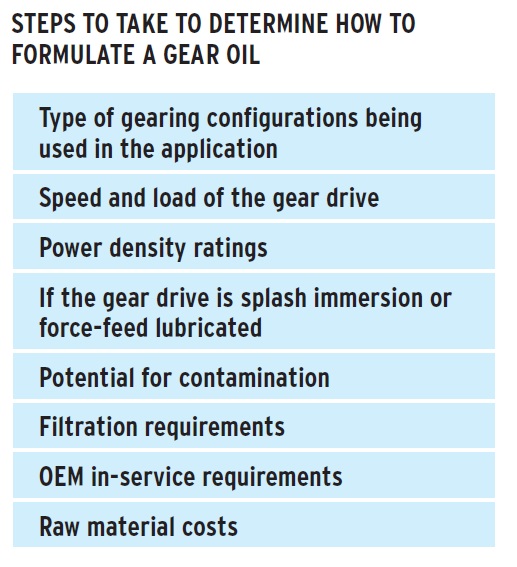 Table 2. This series of eight steps should be used to determine how to formulate an industrial gear oil for a severe operation. (Table courtesy of Schaeffer Manufacturing.)
Table 2. This series of eight steps should be used to determine how to formulate an industrial gear oil for a severe operation. (Table courtesy of Schaeffer Manufacturing.)
Ludwig says, “Gear oil drives operating in cold areas must be provided with oil that circulates freely and does not cause high starting torques. The industrial gear lubricant should have acceptable low temperature properties and a pour point at least 5 C lower than the expected minimum ambient start-up temperature. Lubricant viscosity has to be low enough to allow the oil to flow freely at the start-up temperature but high enough to carry the load once the operating temperature of the gear drive is reached. Gear drives equipped with an oil pump also should consider the maximum viscosity the pump can deliver. Generally this has been defined in AGMA 9005-E-02 as 150,000 cP at the lowest expected ambient temperature at cold temperature start up.”
Bala says, “Low-temperature properties can affect lubricant flow leading to failures due to lubricant starvation and permanent viscosity loss if non-shear stable rheology modifiers are used. Lubricant starvation can lead to premature gear and bearing wear and fatigue. The use of high quality API mineral or synthetic base stocks can provide good rheology at both low and high operating temperatures.”
Langston feels that pour point is a key issue for formulators using Group I base stocks. He says, “A wide temperature operating window can be achieved through the use of gear oils with a high viscosity index. Low temperatures can be challenging for specific formulations based on Group I base oils suffering from high pour points. The pour point is an indication of the general low temperature performance and may suggest higher viscosities at lower temperatures due to the waxy nature of the Group I base oil.”
Greaves focuses on the high thermal stresses that gear oils can be subjected to at elevated temperatures. He says, “The thermo-physical properties of the gear oils such as thermal conductivity and volumetric heat capacity become important. Fluids that can remove heat faster or that have a higher capacity to absorb heat can lead to lower gear oil operating temperatures, and this in turn can influence rates of oxidation and hence fluid life and change-over intervals.”
MICROPITTING
A failure mode known as micropitting where cracks start to form on gear teeth is an increasing problem in many industries, depending upon the type of gear oil used. STLE-member Tim Cooper, The Lubrizol Corp.’s global commercial manager of hydraulic and industrial gear oils, says, “Currently most mainline industrial gear oils do not provide micropitting protection, but next-generation (top-tier) oils must meet industry accepted requirements for micropitting protection, as measured by the 10-stage FVA-54 micropitting test procedure. Currently gear oils need to be enhanced with high performing additives to include micropitting resistance and also improved bearing protection as measured by the FE-8 bearing test procedure.”
Ryan believes that micropitting has been eliminated due to improvement in the surface roughness of the gears and bearings. She adds, “Any fluid that can prevent interactions between the asperities on gearbox metals that are interacting under high loads/low speeds will prevent micropitting from occurring. There are a number of ways to do this using additives.”
Ludwig agrees that top-tier industrial gear oils can eliminate micropitting but there are industry issues that are not encouraging lubricant suppliers to use them on a wider basis. He says, “Many of today’s industrial gear lubricants do not adequately address the issues associated with micropitting. The reason in some cases is due to many OEMs not specifying the use of a premium or top-tier industrial gear lubricant for their applications. Some lubricant companies also will choose to use a multifunctional EP additive system that meets automotive and industrial OEM specifications at different treatment rates to save money due to high additive costs. But the additive system chosen does not protect against micropitting.”
EVALUATION OF GEAR OILS
Ludwig says, “Some of the important tests that are used to judge the effectiveness of gear oils and best correlate to real-world applications are shown in Table 3.”
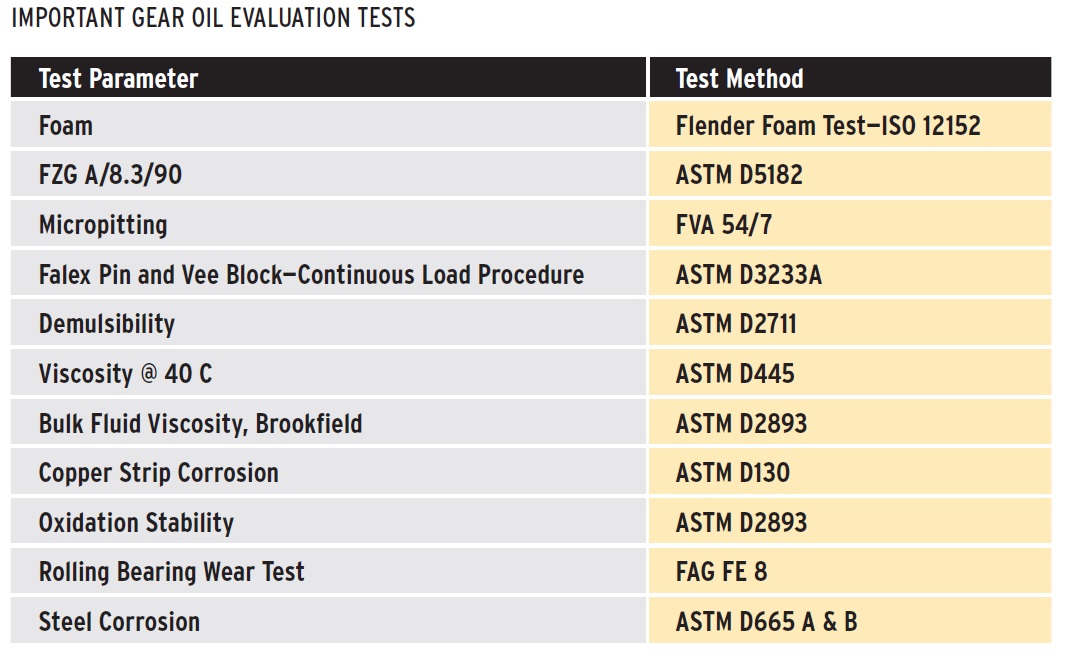 Table 3. Tests that give a strong indication of the effectiveness of industrial gear oils and best correlate to real-world applications are shown. (Table courtesy of Schaeffer Manufacturing.)
Table 3. Tests that give a strong indication of the effectiveness of industrial gear oils and best correlate to real-world applications are shown. (Table courtesy of Schaeffer Manufacturing.)
Cooper indicates that there is not any one single test that correlates to real-world performance. He says, “The results from all tests need to be taken into consideration to determine what gear oil will be best suited for the application.” In addition to the micropitting resistance and bearing protection tests already mentioned, we also have to take care of seal compatibility testing, oxidation testing (ASTM D2893), foam testing (ASTM D892) and water separability (ASTM D1401), plus both ferrous and non-ferrous corrosion testing.
Foam tendency also is an important test as described by Langston. He says, “OEMs are developing industrial gear oil tests that have more in common with real-world equipment than the laboratory testing currently available. For example, OEMs developed their own methods and specifications for foam performance (e.g., Flender’s foam test) and are including tests that monitor the effectiveness of antifoam additives when filtration is employed.”
Ryan says, “DIN and ISO specifications are a good place to start to find important tests to evaluate industrial gear oils. China’s GB specifications are now of increased importance. As it relates to OEMs, the Siemens specification is the main driver for industrial gear oils. This specification reflects field issues and has a well-defined process and control system in place that takes a lot of work to maintain.”
FUTURE TRENDS
Blain believes that industrial gear oil producers must remain vigilant. He says, “In addition to baseline gear performance demands, gear oils must meet a wide variety of OEM and industry requirements that are constantly evolving such as material compatibility with seals, paints and other materials.”
Ludwig feels that specific gear oil problems and applications need to be addressed. “Work still needs to be done in micropitting resistance and marine clutch compatibility, especially in the area of biodegradable gear oils,” he notes.
Greaves recognizes that base stocks and additives with improved characteristics need to be developed to help gear oil producers keep up with changing gear application requirements. He says, “Development of gear oils is expected to be an evolutionary process. Gear oils that can offer enhanced durability, longer life and operate under more extreme conditions with higher thermal stresses will be needed, and this is where innovation will occur. Base stocks with more favorable thermo-physical properties, improved thermal and oxidative stability and improved air entrainment properties may be needed. New additive technologies also will be needed to assist base stocks with providing better performance. Examples may include new antioxidants or combinations of antioxidants that can stabilize gear oils for longer periods of time and lead to longer drain intervals. Alternative AW and EP additives also may be needed that are more compatible with currently used seals and elastomers.”
Bala says, “Future trends for industrial gear oils are improved energy efficiency, oxidative stability and corrosion protection, with improved gear and bearing durability for extended service life. In addition to performance, the use of sustainable and low carbon footprint-based additives and biodegradable base stocks enable gear oils to be further classified as environmentally friendly.”
Cooper says, “On average, most currently available industrial gear oils will need to be upgraded to meet future trends, a sentiment on which many industrial gear OEMs concur. Those trends include not only extended oil life and energy efficiency but also strong protection against micropitting, advanced bearing protection and better materials compatibility.”
Ryan feels that improved empirical techniques are required to evaluate the performance of the gear oil and to assess what the lubricant might do to materials that interact with it. She says, “A better understanding of what is happening in the tribofilms between metal surfaces is gained by using equipment such as the MPR and the MTM-SLIM to reduce reliance just on bench laboratory tests. There also is a focus now to understand what is happening to the structures of paints, seals, etc., used in the gear system after interaction with the oil in conditions that mimic what is happening in the field.”
Langston says, “Semisynthetic industrial gear oil formulations will find a place in the market as users look for a more economical way to improve performance.”
Suppliers of gear oil base stocks and additives and formulators of industrial gear oils recognize that industry requirements are in a constant state of change. This represents an ongoing challenge to the lubricant industry to formulate new products and update existing products in order to make sure that industrial gear oils keep pace with ever-changing application needs.
 Neil Canter heads his own consulting company, Chemical Solutions, in Willow Grove, Pa. You can reach him at neilcanter@comcast.net
Neil Canter heads his own consulting company, Chemical Solutions, in Willow Grove, Pa. You can reach him at neilcanter@comcast.net.