3D printing: Improved structure and property control
Dr. Neil Canter, Contributing Editor | TLT Tech Beat March 2015
This new approach to 3D printing may help create new materials that are more effective and efficient.
KEY CONCEPTS
•
3D printing fabricates a metal part by adding two-dimensional layers of powdered metal sequentially to a specific substrate.
•
A new ARCAM electron beam melting system better controls the microstructure and properties of Iconel 718 parts produced by 3D printing.
•
This approach enables the crystallographic texture of the metal part to be designed to meet the desired performance characteristics needed for a specific application.
THE NEED FOR IMPROVING MANUFACTURING EFFICIENCY is leading researchers to identify and improve existing technologies for manufacturing metal parts. While metalworking fluids applied by the flood technique are used in most machining applications, efforts are continuing to work with other delivery methods including minimum quantity lubrication and cryogenics.
In a previous TLT article, a process called photochemical machining (PCM) was discussed (
1). This technique uses ultraviolet light to form a specific image on a piece of metal while protecting the rest of the metal surface with a photo-resistant coating. PCM works well to produce intricate metal parts without affecting the properties of the substrate. The problem is that the process can take a few days from drawing up the part to doing the actual machining.
Another machining technique that has been under development since the late 1980s—but is gaining in popularity—is three-dimensional (3D) printing, also known as additive manufacturing. Dr. Ryan Dehoff, staff scientist and metal additive manufacturing lead in the department of energy’s manufacturing demonstration facility at Oak Ridge National Laboratory in Oak Ridge, Tenn., says, “Three-dimensional printing involves producing a physical component from a computer-aided design file by applying sequentially two-dimensional layers of powdered metal to a specific substrate using a powder feeding system.”
Initially 3D printing had been used mostly for developing prototypes of metal parts manufactured by other techniques. Dehoff believes that 3D printing is poised to become a more viable commercial manufacturing technique. He says, “A key industry need is to find a way to better control the material properties of the part being fabricated. The quality of metal parts also needs to be improved as there is a continuing need for better surface finish to minimize post-processing.”
Dehoff indicates that applications such as aerospace, biomedical and robotics demand unlimited design flexibility. He says, “This is needed in order to lower production costs, tailor mesh structures for maximizing bone growth in the case of biomedical uses and enable robots to be lightweight with improved function.”
If a method can be developed that enables 3D printing to better control the structure and properties of metal components with great precision, then this might be able to promote the use of 3D printing commercially. Such a method has now been developed.
ELECTRON BEAM MELTING SYSTEM
Dehoff and his fellow researchers conducted 3D printing using an ARCAM electron beam melting system to control the microstructure and properties of parts produced from the Iconel 718 metal alloy. He says, “Electron beam melting has been around for about 10 years and was historically focused on working with titanium alloys. We worked with Iconel 718 because this alloy is a high-temperature material used in aviation and energy applications.”
Dehoff adds, “In this process, the power source is the electron beam. The powder is applied in 50-micron layers. We optimized the beam current and the velocity of the beam, which means controlling how fast the part is fabricated.”
The electron beam acts in a similar fashion to a large focused laser that can apply power in the range between 20 watts and 1 kilowatt. Parts are fabricated by this technique at temperatures between 500 and 1,000 C.
Dehoff indicates that this 3D printing process will now enable the given properties of a specific material to be controlled. He says, “We now have a lot of flexibility in terms of machine parameters and combining this understanding with fundamental physics of materials allows us to accurately control a material’s microstructure. This means we can control not only the precipitation but also the solidification structure. This enables us to tailor the crystallographic texture to produce the desired performance characteristics needed for a specific application.”
Figure 2 shows how controlling the metal structure can produce an intricate structure.
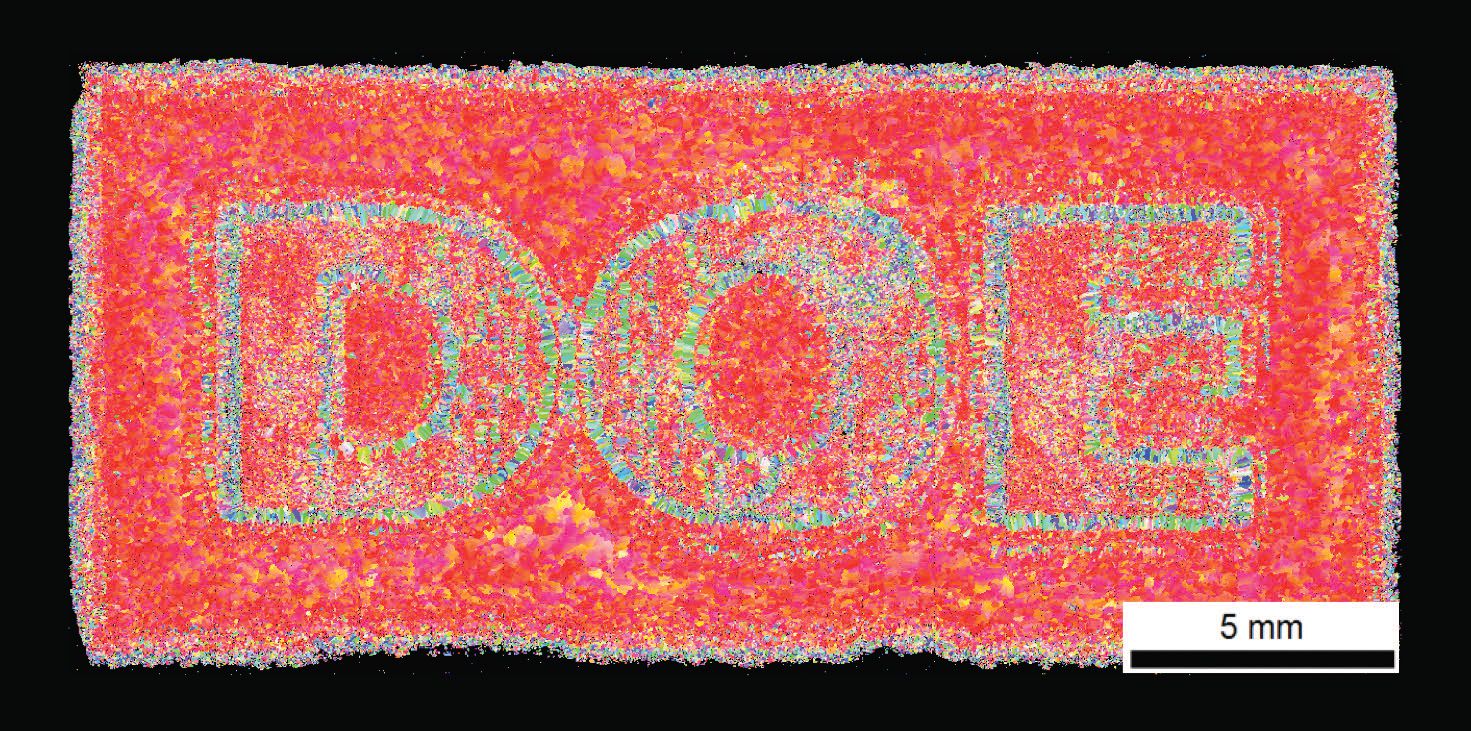 Figure 2. This intricate metal part was produced from the alloy Iconel 718 using a new 3D printing process that achieves better control of the material’s microstructure. (Figure courtesy of Oak Ridge National Laboratory.)
Figure 2. This intricate metal part was produced from the alloy Iconel 718 using a new 3D printing process that achieves better control of the material’s microstructure. (Figure courtesy of Oak Ridge National Laboratory.)
Additional benefits are that all unused metal powder is recycled and there is better energy efficiency. Dehoff adds, “In contrast to flood-applied machining, no shavings and no chips are produced in this 3D printing process.”
One area where improvement is needed is in post-processing. Dehoff says, “Post-processing of metal parts produced by 3D printing is still needed to meet current requirements.”
For the future, Dehoff sees this more controlled 3D printing approach as a way to develop materials that can be used in new machinery that is more effective and efficient. He says, “We believe the control of metal properties we have demonstrated will change the way that components are manufactured in the future.”
Additional information can be obtained from a recent presentation (
2) or by contacting Dehoff at
dehoffrr@ornl.gov.
REFERENCES
1.
Canter, N. (2013), “Photochemical machining,” TLT,
69 (3), pp. 12-13.
2.
Dehoff, R., Kirka, M., Unocic, K., Sames, W., Babu, S., Bilheux, H., Paquit, V., Compton, B., Dinwiddie, R., Erdman, D., Peter, B., Blue, C., Helmrich, G., Tremsin, A., Medina, F., Elfstrom, I., Ackelid, U., Lados, D., Galarraga, H. and Lolla, T. (October 14, 2014), “Processing science related to the electron beam melting additive manufacturing process.” Presented at the Materials Science & Technology 2014 Conference in Pittsburgh, Pa.
 Neil Canter heads his own consulting company, Chemical Solutions, in Willow Grove, Pa. Ideas for Tech Beat items can be sent to him at neilcanter@comcast.net
Neil Canter heads his own consulting company, Chemical Solutions, in Willow Grove, Pa. Ideas for Tech Beat items can be sent to him at neilcanter@comcast.net.