Deleterious particles in lubricating greases
Chuck Coe, CLGS, CLS | TLT Technical Analysis January 2014
Particles in greases can be controlled with the manufacture of improved raw materials.
KEY CONCEPTS
•
Particle types in lubricating greases are divided into two classes: abrasive and non-abrasive.
•
If grease is stored beyond its shelf life, additives could recrystallize.
•
A Joint Working Group formed by ELGI and NLGI is in the process of developing a draft grease cleanliness standard.
THERE ARE A VAST NUMBER of different particle types which can be found in lubricating greases. As is well-known, there are numerous types of
desirable particles in grease such as molybdenum disulfide, Teflon, graphite, etc., and many important purposes for their intentional incorporation into greases.
In this article, we’ll examine the other side of the coin—particles in greases that are viewed as harmful or, at best, not serving a useful purpose.
TYPES OF PARTICLES
First, let us divide all particles broadly into two classes: abrasive and non-abrasive. In the
abrasive category, we find such undesirable materials as metallic fines from machining (iron, steel, copper, brass and bronze.) (
Figure 1.) Other metallic particles may include wear debris (iron, steel, copper, brass, bronze, lead and oxides of the same.) (
Figure 2.) Corrosion of iron and its alloys creates iron oxides, which vary in hardness and, therefore, abrasiveness. Lastly, there is the ubiquitous dirt, usually composed mostly of sand or silicon. (
Figure 3.)
 Figure 1. Metallic machining debris.
Figure 1. Metallic machining debris.
 Figure 2. Metallic particle under magnification.
Figure 2. Metallic particle under magnification.
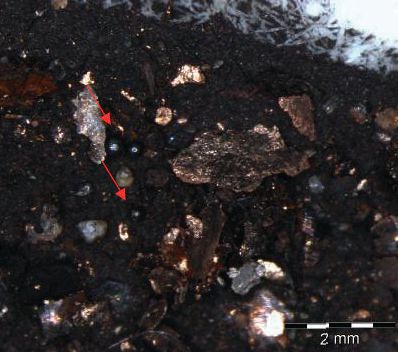 Figure 3. Metallic and other debris.
Figure 3. Metallic and other debris.
In the
non-abrasive class, some of the more commonly found undesirable particles consist of agglomerates of either soap or non-soap thickeners. Some cases of unintentional agglomerates of insoluble additives have been observed. Finally, we have the desirable additive solids—MoS
2, graphite, etc.
SOURCES
There are easily as many sources of unwanted particles as there are types. Starting at the beginning, particles may be introduced into grease during manufacture via the raw materials. Contamination entering the grease this way might be due to contamination by the supplier’s process or handling. An example of this might be incomplete reaction during preparation of a multifunctional additive, resulting in a material that is either insoluble or agglomerated, which could result in insolubles or agglomerates in the grease. Another example might be contamination from the supplier’s packaging such as rust, dirt, paper fiber or plastic debris in additive drums or bags.
In addition, contamination from raw materials may occur as a result of improper storage or handling by the grease manufacturer. Poor raw material inventory management can lead to materials degrading due to aging or incorrect storage conditions. One example is over-aged/poorly stored lithium hydroxide bags, allowing the formation of lithium carbonate particles. Another example is the undesirable formation of dimers in liquid diisocyanates used in the manufacture of some types of polyurea greases caused by improper storage temperatures or excessive age.
Next, after potential raw material sources of contamination, we have the manufacturing process itself. During manufacturing, there are many possibilities for contamination to occur. Let’s face it, most grease plants tend not to be the cleanest of environments. One must be aware of the potential for improper incorporation of raw materials—wrong temperature, insufficient mixing or milling, inadequate filtration, etc. Any of these errors can result in agglomerates or undissolved ingredients. (
Figure 4.) During the process of adding raw materials to a batch of grease, it is also quite easy for dust, dirt and other environmental contamination to enter the grease.
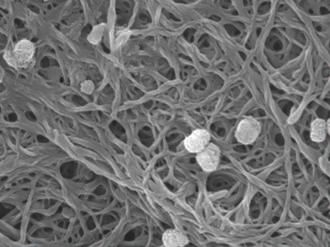 Figure 4. Unreacted lime particles in soap thickener matrix.
Figure 4. Unreacted lime particles in soap thickener matrix.
Another less obvious source of contaminating particles is from poor equipment cleanliness such as residual product or hardened thickener from prior batches or environmental debris resulting from poor housekeeping practices. Finally, during manufacturing, if there are worn pumps, poor seals, etc., this may cause metallic or elastomeric contamination to enter the grease as it is recirculated.
Now assuming the raw materials and manufacturing process are well controlled, there is still the potential to introduce contamination to the grease during the packaging process. Sources of dirt and other contaminants include dirty (improperly flushed) packaging equipment, inadequate filtration and contaminated containers.
Even if a grease is contaminant free, post-manufacture and packaging, once it arrives at a customer’s location there are numerous opportunities for it to become contaminated. At the end-user facility, storage and handling conditions and inventory control are critical. Poor housekeeping after containers are opened can lead to ingress of environmental contaminants such as dirt, dust or other airborne particles. If a grease is stored beyond its shelf life, there is the potential for additives to recrystalize. Some rust inhibitors and antioxidants are particularly prone to this problem.
Finally, if the grease is still free of contamination up to the point where it is introduced to the application, poor relubrication practices (not cleaning grease fittings prior to regreasing, etc.) or poor seals (allowing ingress of environmental contaminants such as water, dirt, dust, etc.) are common causes of contamination by deleterious particles.
PROBLEMS CAUSED BY PARTICLES
So what are the problems caused by deleterious particles in grease? Broadly speaking, we can view the problems in three categories (although they are not mutually exclusive):
1.
Damage to bearings.
2.
Noise in bearings.
3.
Clogging of equipment.
Damage. If the hardness and size of the particles is sufficient, over rolling of the particles in a rolling element bearing can result in permanent damage to the bearing. This causes denting of the raceway, which, in turn, results in high stresses at the edges, leading to spalling and reduction in the fatigue life of the bearing. (
Figure 5.) Additionally, if sufficiently hard, the particulate contamination may cause abrasive wear, leading to premature failure of the bearing.
 Figure 5. Debris denting.
Noise.
Figure 5. Debris denting.
Noise. Even if the particles are not hard enough to result in permanent damage to the bearing, the over rolling of these particles will cause an increased level of noise in the bearing. Noise will result from over rolling of even relatively soft particles such as undispersed thickener. Why do we care about noise anyway? The property of “quietness” or “low noise” is becoming more important in the world of grease. There are several reasons for this—the most well known being the growth in consumer electronics and appliances. Consumers don’t want to listen to bearing noise when they are using a fan or a piece of audio equipment. There is a second reason more industrial than consumer in nature. Many types of equipment such as grinders used in metal processing produce high levels of noise, which can be a health and safety hazard. Grease, which is “noisy,” can contribute to this already challenging problem. Finally, a third area where noise can be a problem is during bearing manufacturer quality control processes where grease noise can mask noise or vibrations caused by defects in the bearing itself.
Clogging. Filters and distribution equipment by excessive particulates is also a significant problem, particularly where the grease is distributed by a centralized lubrication system. These systems usually have very small clearances, which may incorporate filters to prevent particulate material from entering and plugging the grease lines and distribution blocks. If the filters become clogged or if the distribution system itself becomes clogged, this can lead to lubricated equipment failures due to lubricant starvation in the bearings.
TESTING
There are several different tests which can be used to determine the presence and/or type of particles in grease. First, we’ll discuss the tests that can be used to determine the amount (size and concentration) of particulate. A test in use by the paint and coatings industries, which is designated ASTM D1210, uses a device called the Hegman gauge. In this method, the particles in a grease are counted and sized from zero to 100 microns using a machined depth gauge. This method is not commonly used in the grease industry but is being seriously considered as part of a draft grease cleanliness definition under development by the European Lubricating Grease Institute (ELGI)-National Lubricating Grease Institute (NLGI) Joint Working Group.
Another method in use to determine size and concentration of particles in grease is designated DIN 51813, Solid Matter Content of Lubricating Greases. In this method, a sample of grease is passed through a 25-micron filter, and then the residue is solvent washed, dried and weighed to give the milligrams of particulate (greater than 25 microns) per kilogram of grease. (
Figure 6.) Also, another method which finds occasional use is FTM 3005.4, Dirt Content of Lubricating Grease. In this method, a small sample of grease is examined under a microscope to determine the size and number of particles present. (
Figure 7.)
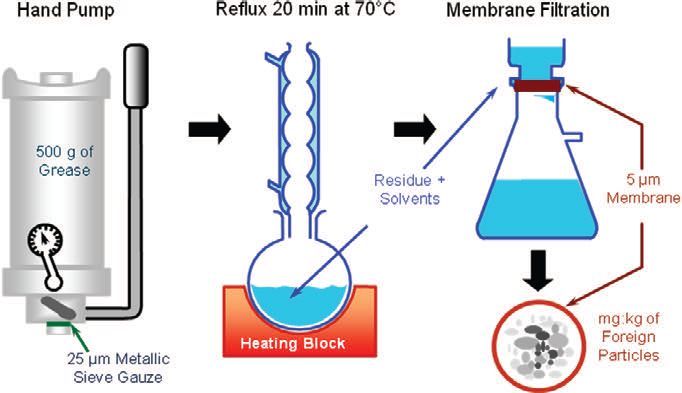 Figure 6. DIN 51813.
Figure 6. DIN 51813.
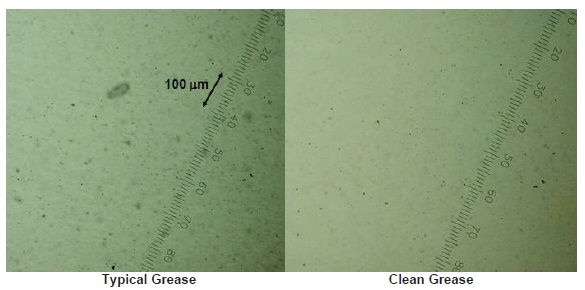 Figure 7. Microscopic comparison of “typical” and “clean” greases.
Figure 7. Microscopic comparison of “typical” and “clean” greases.
Equally as important as determining the size and concentration of particles is evaluating their abrasiveness. Only one standardized test is in existence today to do this, designated as ASTM D1404, Estimation of Deleterious Particles in Lubricating Grease. In this method, the number of scratches that appear on the surface of highly polished acrylic plates under specified test conditions are counted. This method is also being considered as part of the draft grease cleanliness definition under development by the ELGI-NLGI Joint Working Group.
It should be noted that the ELGI-NLGI Joint Working Group is moving toward adopting a definition of grease cleanliness as “a measure of the absence of particulate matter that has the potential to cause damage in certain applications.” As such, both the amount (or concentration) and size distribution, along with a measure of the abrasiveness of the contamination, are likely to be proposed as part of a draft standard.
In order to measure the noise level of a grease, again there are no industry standard test methods in existence. Various bearing manufacturers have developed their own in-house methods, some of which are available to the general public. There are two different approaches to measuring noise, one using
anderometry and the other employing
acoustic techniques. In anderometry, which appears to be the preferred technique, noise is evaluated by measuring the vibrational velocity of a bearing’s stationary outer ring, while the inner ring is rotated. (
Figures 8, 9, 10.) Included in this category are FAG MGG11, SKF BeQuiet+ and other OEM proprietary methods. In the acoustic techniques, noise is evaluated using sound amplification and requires the use of a special sound chamber. (
Figure 11.) Included in this category are JIS B 1548 and various OEM proprietary methods.
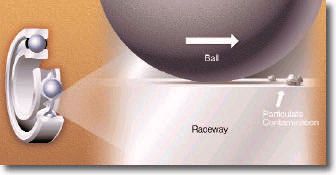 Figure 8. Anderometry.
Figure 8. Anderometry.
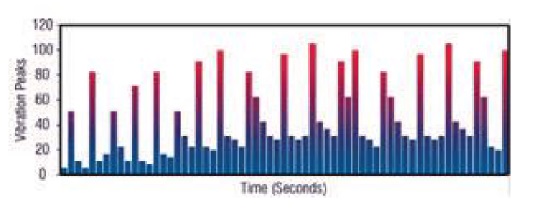 Figure 9. Noise recording on a “dirty” grease.
Figure 9. Noise recording on a “dirty” grease.
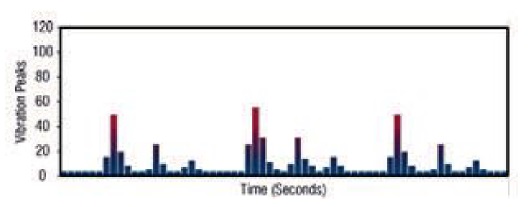 Figure 10. Noise recording on a “clean” grease.
Figure 10. Noise recording on a “clean” grease.
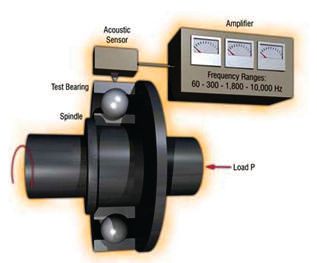 Figure 11. Acoustic grease noise measurement.
SPECIFICATIONS AND STANDARDS
Figure 11. Acoustic grease noise measurement.
SPECIFICATIONS AND STANDARDS
There is a growing trend to define and include cleanliness requirements in a number of grease industry standards and OEM specifications. A few examples include:
•
DIN 51813, Solid Matter Content of Lubricating Greases is part of the DIN 51825 standard for Type K Lubricating Greases. The limit is up to 20 mg/kg.
•
The U.S. military specification MIL PRF 81322, General-Purpose, Aircraft includes FTM 3005.4, Dirt Content of Lubricating Grease. The limits are 1000 particles/ml max between 25-74 microns, 0 particles/ ml max 75 microns or larger.
•
ISO 15242-1:2004 defines and specifies measuring methods for vibration of rotating rolling bearings under established test conditions together with calibration of related measuring systems.
•
Quite a few OEM internal standards and specifications have noise test requirements, in some cases based on proprietary test methods.
•
The ELGI-NLGI Joint Working Group is developing a draft grease cleanliness standard, which is likely to be based on two tests, one for size and concentration of particulates and one for abrasiveness.
•
There had been some effort within ASTM to adopt a noise test standard based on the SKF BeQuiet+ method, but at present this effort appears to have been abandoned.
MEASURES TO CONTROL PARTICLES
There are nearly as many techniques to control particles in grease as there are different sources of them. Again we begin at the beginning of the process. Improved raw material quality control is a good place to start.
Purchasing raw materials from reputable suppliers who demonstrate a commitment to quality and purity is critical, along with specifying freedom from contaminants and shelf life in certificates of analysis. Another suggestion is for the grease manufacturer to perform incoming inspections on the raw materials to confirm packaging integrity and the absence of visible contamination. Filtration prior to use may be appropriate for basestocks and other high-volume liquid raw materials. Stringent raw material inventory control is also necessary to prevent use of materials which are beyond their shelf life.
With raw material contamination controls in place, we next address the manufacturing process itself. Ensuring a clean environment in the grease plant is not always an easy task but is critical to eliminate many sources of contamination during manufacture. A clean grease plant also helps create a culture of cleanliness and quality for the manufacturing personnel.
Careful addition of solid raw materials using screens and other devices to prevent ingress of paper fiber and plastic from packaging materials is a basic necessity. Thorough flushing of kettles, pumps, lines and other vessels between batches is an effective way to minimize contamination from residual product or hardened thickener. Following a well defined manufacturing procedure is also quite important to ensure addition of raw materials at the correct temperatures for proper dissolution. This procedure should also specify precise control of milling time, pressure, clearance, etc., in order to break up and disperse any large or crystalline particles or thickener agglomerates. Finally, if appropriate for the specific grease, filtration—either during or at the end of manufacture—can be used to remove any residual particulate over a specified size.
During the packaging process, the most straightforward way to minimize contamination is through proper sequencing of filling operations and effective flushing of the filling lines and pumps between products. Additionally, new containers must be inspected prior to filling to ensure there is no evidence of paper fiber, plastic debris or rust. For some products and/or applications, the use of plastic liners in drums or kegs may be appropriate, which reduces contact with the container itself.
At the end-user’s location, we cannot overstate the importance of proper storage and handling practices. All containers of grease should always be stored indoors, or at least under a protective roof, to prevent water and concomitant dust and dirt ingress. (
Figure 12.) Once a container is opened, any attachment to a distribution system, pump or filling of grease guns should be done in a manner to prevent introduction of dirt or debris into the open container.
 Figure 12. Proper lubricant storage.
Figure 12. Proper lubricant storage.
All open containers obviously must be stored indoors with the correct lids properly reattached. In the process of introducing the grease to the application, a good lubrication program will include guidance to ensure identification of the proper grease, cleaning of zerk or other grease fittings, cleaning of the grease gun nozzle, etc. A frequently overlooked best practice is to ensure all purge plugs and pressure relief valves are in proper working condition to prevent over pressurizing during regreasing, which can damage seals, thus allowing easier ingress of contaminants to lubricated equipment.
CONCLUSIONS
There are numerous types of deleterious particles which can be found in grease. Some can be harmful to rolling element bearings or clog distribution systems. Some may not be directly harmful but can cause increased noise levels in bearings, leading to other types of problems.
As with types of particles, there are also many different sources of contaminants in grease. Through good practices, particles can be controlled in every step from the manufacture of the raw materials used in the grease all the way to the introduction of the finished grease to the end-user’s application.
There are several different tests which can be used to quantify and/or characterize grease particulate contamination. Unfortunately, today there is no industry standard or consensus to define grease cleanliness. Continued work is needed within NLGI, ELGI, ASTM, DIN or other standards organizations to develop and promote such tests.
 Chuck Coe is president of Grease Technology Solutions, LLC in Manassas, Va. He holds STLE’s Certified Lubrication Specialist™ and NLGI’s Certified Lubricating Grease Specialist certifications and is currently president of NLGI. Chuck is chairman of the STLE/NLGI Grease 101 course, which was offered most recently at the STLE 2011 Annual Meeting in Atlanta. You can reach him at chuckcoe@grease-tech.com
Chuck Coe is president of Grease Technology Solutions, LLC in Manassas, Va. He holds STLE’s Certified Lubrication Specialist™ and NLGI’s Certified Lubricating Grease Specialist certifications and is currently president of NLGI. Chuck is chairman of the STLE/NLGI Grease 101 course, which was offered most recently at the STLE 2011 Annual Meeting in Atlanta. You can reach him at chuckcoe@grease-tech.com.