The Lubrizol Corporation
A New Approach to Improving Turbine Oil Performance
By Kellie Work, Product Manager, and Dr. Seth Crawley, Technology Manager, Hydraulic & Industrial Gear Oils | TLT CMF Plus November 2013
Industry Trends in Energy Consumption
The global power generation market continues to expand as industrial growth in regions such as China and India creates an ever-increasing demand for energy. The U.S. Energy Information Administration anticipates global energy consumption to reach 739 quadrillion BTUs by 2035. Even in the more mature energy market, electricity use is estimated to increase as much as 28 percent over the next 25 years.
Although all fuel source segments, from petroleum to coal, are expected to continue at their current levels or increase, much of the predicted growth in energy consumption will be in natural gas power generation – making the search for improved reliability in gas and combined cycle turbines more critical than ever.
 Current Trends in Turbine Power Generation
Current Trends in Turbine Power Generation
One of the ways in which manufacturers of stationary turbines are increasing energy efficiency is by increasing the temperature of the air entering the turbine. Original Equipment Manufacturers (OEMs) are developing new blade designs, hydraulic control systems, coatings, and cooling technologies to maintain robust, reliable operations at temperatures that are now as high as 1600°C.
Higher firing temperatures enable mega turbines to produce more power at higher densities, so fewer turbines are required to produce equivalent amounts of power. To boost power during peak demands, the industry uses peaking turbine units.
Such trends have resulted in a migration, especially in the U.S. and Europe, to combined cycle gas turbine plants. These plants achieve efficiencies as high as 60 percent, in comparison with single cycle steam power plants whose efficiencies typically range between 35 to 40 percent.
A recent survey conducted by Lubrizol of industrial engineers, operations managers, and maintenance supervisors in turbine power generation environments identified some critical concerns resulting from these trends:
•
Operational efficiency, extended equipment life and longer oil life were seen as the most significant performance-related concerns (see
Figure 1)
•
Downtime, reliable performance, and equipment failure were by far the most often cited maintenance-related concerns
•
The need for a lubricant capable of extending turbine oil life was identified as a major factor influencing fluid purchase
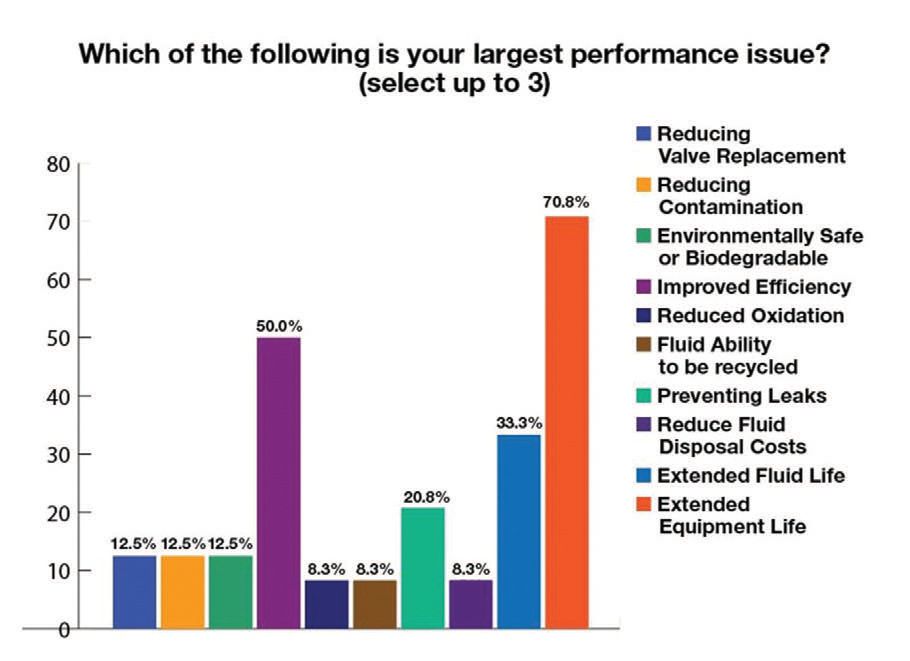 Figure 1. Top three performance issues in gas power generation industry are: extended equipment life, improved efficiency and extended fluid life.
Introducing a New Performance-Enhancing Technology
Figure 1. Top three performance issues in gas power generation industry are: extended equipment life, improved efficiency and extended fluid life.
Introducing a New Performance-Enhancing Technology
In response to today’s turbine performance challenges, Lubrizol has applied its expertise in industrial gear and hydraulic oil additive technologies to the fluids used in turbine power generation, searching for a new approach capable of enhancing the oxidation resistance and thermal performance of turbine oils.
The resulting technology, Lubrizol® RO94HA turbine oil additive package, minimizes the formation of oxidation and thermal degradation byproducts associated with today’s turbine systems, including those containing common gears and bearings. Rigorous validation testing has demonstrated this new technology can help eliminate blocked filters and valves resulting from system deposits related to oxidation. In addition, Lubrizol RO94HA additive package can help extend the life of turbine oils that are properly maintained.
Resisting Oxidation
The Turbine Oxidation Stability Test (ASTM D943) is still in progress for Lubrizol RO94HA additive formulations in Group II and Group III base oils. Test results to date have demonstrated a turbine oil oxidation life exceeding 10,000 hours, which significantly exceeds all major OEM specifications. Utilizing a modified version of ASTM D943, testing is still ongoing to determine the final oxidation resistance of this technology.
Using the Rotating Pressure Vessel Oxidation Test (RPVOT) ASTM D2272 testing protocol, Lubrizol RO94HA additive at 0.60 wt.% in Group II and III base oils has shown test results of 2,700 to over 3,000 minutes for both ISO 32 and 46 viscosity grades – dramatically exceeding most industry specifications. When comparing formulations containing Lubrizol RO94HA technology to current commercially available turbine oils, the RPVOT results showed the Lubrizol technology exceeded the oxidation life of every contender tested (see
Figure 2).
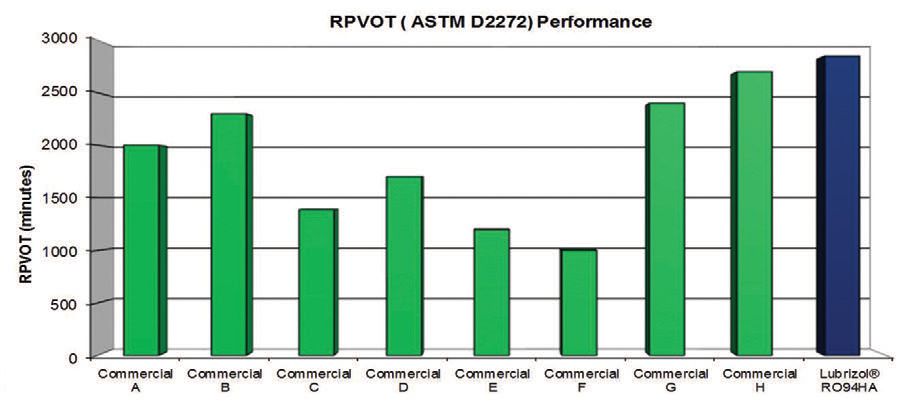 Figure 2. Oxidation testing shows Lubrizol RO94HA formulations outperform many commercially available fluids.
Figure 2. Oxidation testing shows Lubrizol RO94HA formulations outperform many commercially available fluids.
Lubrizol also conducted ASTM D4310 testing to measure sludge deposits accumulated after 1,000 hours of test time. Once again, the additive was tested at 0.60 wt.% in Group II and III base oils. Turbine oils formulated using Lubrizol RO94HA additive accumulated far less sludge than recommended limits of 200 mg.
Maintaining Thermal Stability
To test Lubrizol RO94HA additive’s thermal stability performance, Fives Cincinnati (formerly MAG IAS) P-38 and P-55 test procedures were used. Excellent thermal stability results (some as low as 1mg sludge/100 mL), were observed in comparison to a specification level of 25 mg/100 mL. Viscosity change was well within the specification limits and copper weight loss was exceptional.
Resisting Rust and Corrosion
After copper strip testing for three hours at 100°C and three hours at 125°C, formulations containing Lubrizol RO94HA additive technology demonstrated excellent copper corrosion protection. In addition, passing results in ASTM D665 and D665B were obtained on formulations in multiple base oils.
Minimizing Changes to Air Release Properties
It is important that turbine oils have excellent air release properties as well as resist the tendency to foam. When tested using an ISO 32 grade base oil, formulations incorporating Lubrizol RO94HA additive maintained excellent air release properties, well within the guidelines of common industry specification, and also maintained resistance to foaming.
Enabling Filtration
Filtration testing is an accurate measure of an oil’s ability to minimize damaging deposits within the turbine system. Oils formulated with Lubrizol RO94HA additive technology exceeded several industry specifications, even stringent Alstom HTGD 90117 requirements, ensuring reliable system performance and extended component life.
Promoting Rapid Water Separation
Lubrizol RO94HA additive was subjected to several demulsibility tests to identify the speed at which water separation occurs. Even using the difficult IP 19 steam demulsibility requirements, oils incorporating the Lubrizol additive exhibited rapid water separation, optimizing component protection and minimizing downtime.
Minimizing Wear
The FZG Fail Load Stage test is a predictor of the anti-scuffing performance of lubricants used in turbine systems with heavily loaded gears. When formulated with Group II base oils, Lubrizol RO94HA additive formulations exceeded the fail stage 8 specification requirement used by most OEMs. When formulated with certain Group II and III base oils, formulations demonstrated FZG performance as high as fail stage 12.
Seal Material Compatibility
Formulations with Lubrizol RO94HA additive in Group II and III base oils are compatible with a variety of elastomeric materials, including NBR-1, HNBR-1, FKM, and NBR-2.
Availability
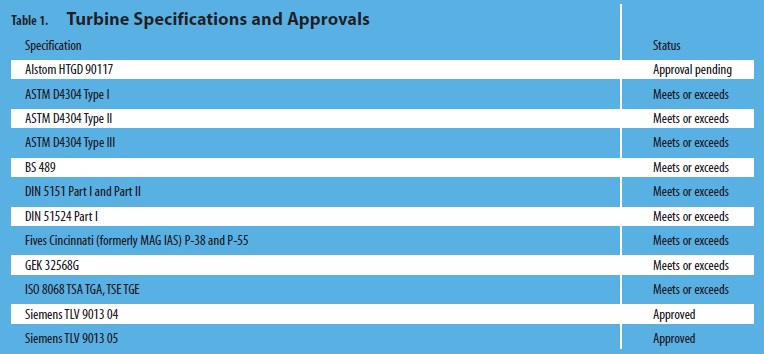
The performance of Lubrizol RO94HA additive technology in Group II and Group III base oils meets or exceeds the specifications of many major OEMs (see
Table 1 below for a list of OEM specifications). Approvals against additional OEM specifications are in progress. Formal approvals from Siemens (TLV 9013 04 and TLV 9013 05), which requires their confirmation of reported test results, are already in place.
Table 1. Turbine Specifications and Approvals
Support data are currently available for many Group II and Group III base stocks. Lubrizol technical representatives can now provide samples of Lubrizol RO94HA additive. Full global supply chain availability is expected in the fourth quarter of 2013. For additional information, send an email to
SuccessTogether@Lubrizol.com.