A systematic framework has now been developed and demonstrated using an analytical model to predict how laser-based powder bed fusion (LPBF) can be utilized to 3D print martensitic steel alloys.
The scan speed for the laser and laser power was determined from this model to help prepare a two-dimensional process map that can predict what combinations of these parameters and a third parameter, laser hatch spacing, will produce viable 3D printed parts.
This framework was used to successfully 3D print a new martensitic steel alloy, AF9628.
The development of newer metal alloys that exhibit higher strength and lower weight is leading to the production of more efficient machines. Processing these alloys by conventional means is proving to be very challenging.
The growing use of 3D printing, also known as additive manufacturing, is presenting new opportunities for more effectively producing intricate metal parts. One of the alloys under evaluation is an austenitic nickel-chromium-based class known as Inconel. In a previous TLT article,
1 researchers used an ARCAM electron beam melting system in a 3D printing process that produced intricate metal parts from Inconel 718. This approach enabled the crystallographic texture of the metal part to be designed by controlling not only metal precipitation but also the solidification structure.
Another 3D printing technique that is gaining use is laser-based powder bed fusion (LPBF), commercially known as selective laser melting (SLM) or direct metal laser sintering (DMLS). Alaa Elwany, associate professor in the department of industrial & systems engineering and materials science & engineering at Texas A&M University in College Station, Texas, says, “LPBF is one of the most common processes that can 3D print parts from metals among other process categories defined in the ISO/ASTM 52900 standard. Powder metal is used as the feedstock and is subjected to a high-energy laser beam that selectively melts and fuses that metal powder in specific locations guided by a digital computer model. Benefits from the process include higher dimensional control and feature resolution and control over the metal’s microstructure. Geometrically complex shapes are possible using LPBF.”
New steel alloys are under development to meet the demanding needs of applications such as aerospace, defense and energy extraction. One class of steel that has not been fully exploited is martensitic alloys. Ibrahim Karaman, Chevron Professor I and head of the department of materials science and engineering at Texas A&M University, says, “Martensitic steel is used in applications such as oil and gas because of its high-strength properties combined with low cost compared to other alloys.”
Prior work has shown that 3D printing of martensitic steel alloys is possible, but no process optimization framework has been developed to assist with identifying the process parameters needed to produce an alloy with specific physical properties. Karaman says, “We believe that LPBF can be used to 3D print martensitic steel alloys, while also controlling fracture toughness of the material locally, and control microstructure to a better extent than conventional techniques such as casting and machining.”
LPBF also might have another advantage in minimizing the need for post-processing of metal parts through techniques such as heat treatment. This 3D printing technique makes it possible to achieve the desired properties through varying process parameters without the need for further treatment of printed metal parts.
The challenge for Karaman and his colleagues is that there is not a lot of information on 3D printing of martensitic steels using LPBF. Karaman says, “We did not want to take the approach of just arbitrarily trying process parameters in the hope of producing a 3D printed part that was defect-free with no porosity.”
The researchers have now developed and demonstrated a systematic framework for using LPBF to 3D print martensitic steel alloys that they claim also can be used for other steel and nonferrous alloys.
AF9628
Karaman, Elwany, Raymundo Arroyave, professor in the department of materials science & engineering at Texas A&M University, and their colleagues established a framework using an analytical model and then demonstrating the efficacy of their approach through 3D printing of a new martensitic steel alloy, AF9628. Karaman says, “AF9628 was recently discovered and found to exhibit ultra-high strength while being relatively inexpensive. This martensitic steel alloy is approximately six times cheaper than currently used ultra-high strength martensitic steel alloys.”
The researchers used the Eagar-Tsai analytical model in the first step to predict melt pool dimensions that are needed to predict the porosity of specific operating conditions. Arroyave says, “With this use of this thermal model, we are able to connect process parameters that include laser power, scan speed and layer thickness to produce information about the characteristics of the metal once it is 3D printed. This model was originally developed in the 1980s for use in welding.”
The scan speed for the laser (in meters/second) and laser power (in watts) were determined through this model so the researchers could prepare a two-dimensional process map that predicts the combination of these two parameters, and a third parameter (laser hatch spacing) generating viable 3D printed parts. The map also predicted what set of the three parameters will produce process defects such as lack of fusion.
Parameters that predicted successful 3D printing were then used on gas atomized AF9628 powder particles (
see Figure 1). The crystal structure of the 3D printed parts was evaluated by X-ray diffraction, and mechanical methods were conducted to determine their physical properties. The researchers produced AF9628 that exhibited tensile strengths up to 1.4 gigapascals with an elongation up to 11%.
Arroyave says, “There is a lot of variability in 3D printing, but our systematic approach, when used, will facilitate the identification of the ‘sweet spot’ for producing a metal part with the desired properties.”
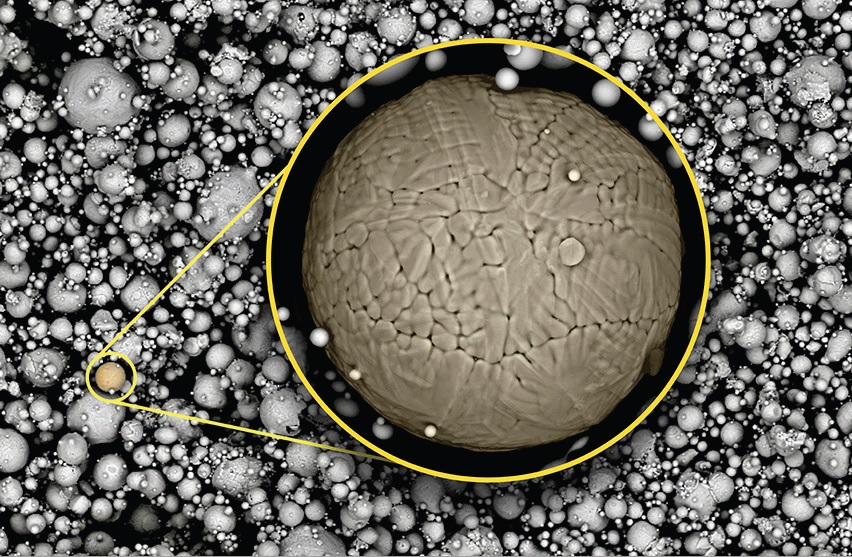 Figure 1. Gas atomized powder particles generated from a new martensitic steel alloy, AF9628, were used in a newly developed framework to 3D print metal parts. Figure courtesy of Texas A&M University.
Figure 1. Gas atomized powder particles generated from a new martensitic steel alloy, AF9628, were used in a newly developed framework to 3D print metal parts. Figure courtesy of Texas A&M University.
Elwany says, “We believe that our method can now be used to control the material properties of a 3D printed part to give a desirable result, whether it be for a high fracture toughness or low fracture toughness material.”
Additional information can be found in a recent article
2 or by contacting Karaman at
ikaraman@tamu.edu.
REFERENCES
1. Canter, N. (2015), “3D printing: Improved structure and property control,” TLT,
71 (3), pp. 16-17.
2. Seede, R., Shoukr, D., Zhang, B., Whitt, A., Gibbons, S., Flater, P., Elwany, A., Arroyave, R. and Karaman, I. (2020), “An ultra-high strength martensitic steel fabricated using selective laser melting additive manufacturing: Densification, microstructure and mechanical properties,"
Acta Materialia, 186, pp. 199-214.