•
To fully exploit opportunities for controlling surface topography, a more robust and rigorous design approach is needed.
•
To support such design, engineers need better measurement and mathematical techniques for describing surfaces.
•
Biological surfaces offer a model for thinking about rigorous design of multiscale, multifunction, low-friction surfaces.
For several decades, researchers and engineers have been experimenting with more complex ways of modifying surfaces, always striving for lower friction and reduced wear. The roughness of a surface influences the thickness of a lubricating film. Thus, controlling roughness with designed textures is a way of controlling the lubrication conditions.
In general, textures are of two types, which work in different ways.
•
Grooves, lines and cross-hatches trap wear particles and debris (thereby reducing damage).
•
Discrete dimples (varying in size, shape and depth) create fluid pressures to provide lift forces (thereby reducing the contact pressure and increasing the load-bearing capacity). Dimples also can serve as lubricant reservoirs, thereby retaining a thin film between the contacting surfaces or preventing an abnormal temperature rise caused by dry running conditions.
Cross-hatching was introduced for engine cylinder liners in the 1940s and dimples for metalworking in the 1950s. Through the next 40 years, tribological texturing developed slowly, largely through trial and error. However, technical leaps in microscopy and fabrication in the late 1990s and 2000s focused new interest on surfaces (
1). Once it became possible to fabricate (and measure) precisely controlled microscopic features, many new surface strategies became commercially feasible.
The needed feature scale varies by application, as Pradeep Menezes, an STLE member from the University of Nevada, Reno, Nev., explains. “For example, texture features applied to surfaces of biological implants range from sub-micron to micron size. In contrast, honing textures in automobile engine cylinders are sized larger than micron scale. Thus, the product application and the associated feature scale of the contact area define the scale and effectiveness of texture features that can be incorporated.” Table 1 lists selected applications and how texture contributes to performance.
Table 1. Selected applications of surface texturing*
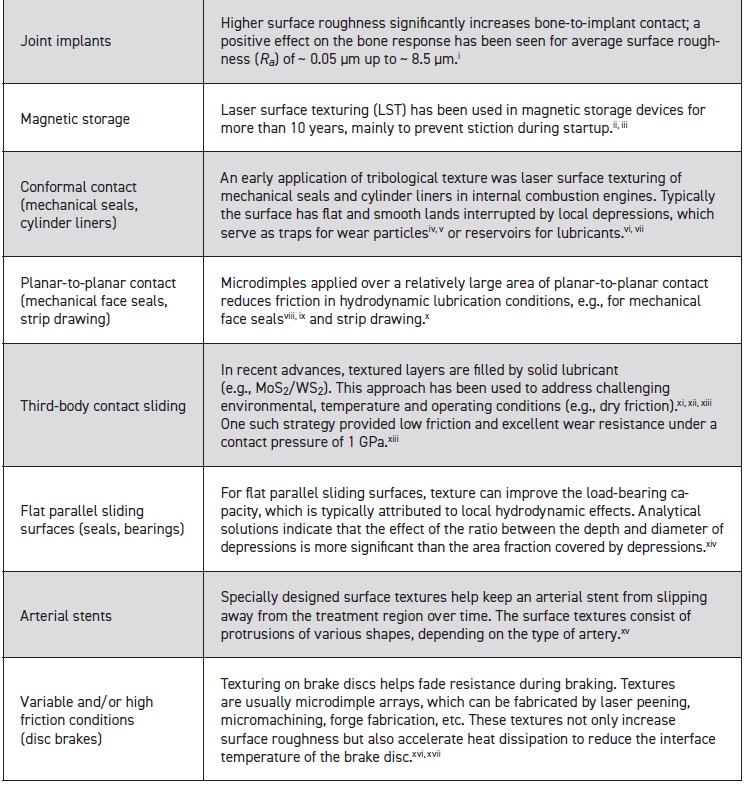 *Source: Pradeep Menezes, University of Nevada, Reno.
*Source: Pradeep Menezes, University of Nevada, Reno.
See table references at the end of the article.
Design and optimization
Any texturing solution must be customized and optimized in relation to all the physical and operational features of the contact—material pair, speed, loading, lubricant viscosity, contact type (e.g., conformal, nonconformal)—as well as any potential physical and chemical interactions between the surface and the lubricant and additives.
Stephen Hsu, an STLE Life Member and professor at The George Washington University, emphasizes that, when choosing a texture, the design goal should be to generate counter-pressure using the fluid under compression. The size, shape, depth and directional orientation of features should be aimed at controlling the fluid flow and generating the maximum lift force. The specifics of these parameters will depend on the materials pair, contact geometry and contact conditions.
Andrii Kovalchenko, a senior research scientist at the Institute for Problems of Materials Science in Kiev, Ukraine, advocates the design approach taken by Izhak Etsion (Technion-Israel Institute of Technology, Haifa, Israel) and his group: “They propose a model, based on the Reynolds equation, that relates the size, shape and density of the textured area with the viscosity of oil and with working parameters such as contact pressure and speed. The model seeks to provide the maximal effectiveness of texturing when each dimple serves as a microhydrodynamic bearing.”
Going further, Hisham Abdel-Aal of Drexel University, a member of STLE and an expert in the tribology of snakes, sees texture design as a systems challenge in which engineers can be inspired by the elegant solutions found in nature (
see Learning Tribology from Snakes). This system view leads him to a caution: “A deterministic pattern many enhance friction performance by altering the geometry of the contact. However, it will not necessarily improve wear behavior unless it is made of a suitable material.”
Learning tribology from snakes
By Hisham Abel-Aal
Drexel University
Before elaborating on the connection of snake surfaces to tribology, let us briefly recall the generalized laws of friction.
There are two fundamental laws in friction, known as Amontons’ laws. They show that friction may be regulated either by controlling the external normal force that keeps the surfaces in contact or by controlling the true area of contact between the sliding surface and its substrate. Here we should note that the true area of contact depends on the mechanical properties of the materials and on the roughness (i.e., the textural pattern) of the surface.
Nature’s design philosophy centers around function. Underpinning this paradigm is the general principle of separation of function, which enhances survivability of species in a fiercely competitive world that promotes economy of living material. However, natural designs also reveal an integrative relation between form and function. The pursuit of a single purpose requires careful consideration of the imperative to balance economy of design (with regard to materials and effort) and efficiency of function.
Now let’s consider snakes. A snake moves by regulating friction, or to be more precise, it moves by purposeful mitigation of friction (
see Figure 1). In so doing, a snake follows Amontons’ two laws. In addition, it relies on the optimization of both surface patterns and performance of subsurface layers. Uniquely, a snake applies both of Amontons’ laws at once. Its contact force originates from its muscles. They can relax or contract to provide a force to conform a part of the body to the ground. The act of relaxing and contracting affects the local curvature of the body, thus changing the true area of contact with the ground. At this stage, roughness—provided by micron-sized fibrils within the ventral scales—takes over. The scales’ job is to fine-tune the area of contact and thus fine-tune the regulation of friction. In a further elegant solution, mechanical properties of the skin absorb or dissipate friction energy. Considering muscles, scales and skin together, we conclude that a snake is really a synchronized tribological system.
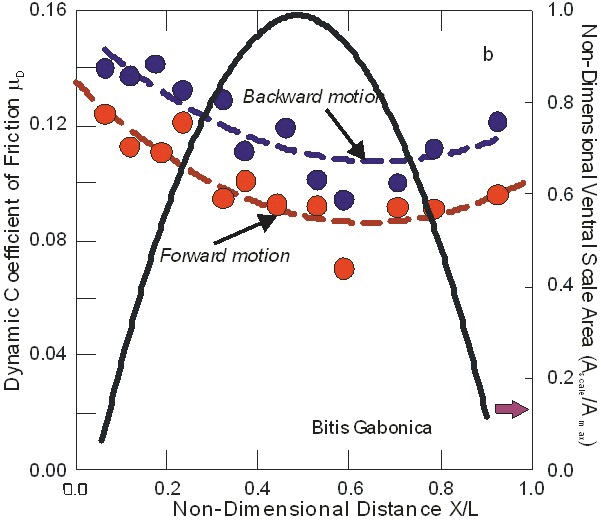 Figure 1. Coefficient of friction for the skin of a Gabon viper (B. Gabonica) sliding on balsa wood, showing the distribution of the coefficient of friction (COF) in forward and in backward motion for 12 spots along the body length of the snake. Friction data are plotted in comparison to the distribution of the area of the individual ventral scales along the body (these are highly correlated to the mass distribution of the snake). Note that the heavier parts of the snake (parts of the highest area) show the smallest COF. Note also that the COF in backward motion is higher than that in forward motion (friction anisotropy). (Figure courtesy of Hisham Abdel-Aal.)
Figure 1. Coefficient of friction for the skin of a Gabon viper (B. Gabonica) sliding on balsa wood, showing the distribution of the coefficient of friction (COF) in forward and in backward motion for 12 spots along the body length of the snake. Friction data are plotted in comparison to the distribution of the area of the individual ventral scales along the body (these are highly correlated to the mass distribution of the snake). Note that the heavier parts of the snake (parts of the highest area) show the smallest COF. Note also that the COF in backward motion is higher than that in forward motion (friction anisotropy). (Figure courtesy of Hisham Abdel-Aal.)
In addition, upon measuring the surface parameters and their distribution compared to the mass distribution along the body, one observes a close correlation. All micro- and macro proportions of the ventral scales on a snake are closely correlated to the mass distribution along the major body axis (the head–tail axis). Body segments with more mass have higher textural densities.
The friction behavior, however, is reversed. Heavier body sections display lower friction (
see Figure 2). In essence, the distribution of body forces in shear due to friction are almost uniform. This uniform distribution preserves the structural integrity of the surface. In all, in studying snake surfaces one notes the optimal function of texture to complement energy savings and structural integrity of the reptile while sliding. These concepts could be carried to engineered surfaces to advantage.
 Figure 2. The Gabon viper is ground-dwelling and rather heavy, so the textures of its ventral (lower) surface are optimized for load-bearing motion.
Figure 2. The Gabon viper is ground-dwelling and rather heavy, so the textures of its ventral (lower) surface are optimized for load-bearing motion.
Hsu cautions that the full range of operating conditions also must be considered. For example, most engine components undergo duty cycles. The ring and liner interface goes through all the lubrication regimes, from boundary to electrohydrodynamic to hydrodynamic, in a single up-and-down motion (cycle). Cams and lifters go through a kinematic track in one cam rotation, which also goes through all three lubrication regimes. “If we want to put directionality into the texture, we need to use different shapes at different locations,” Hsu says.
Designing for boundary lubrication has its own set of challenges. “It depends on the contact geometry, surface roughness, temperature, load and speed. There is no generic rule that fits all conditions,” says Hsu, adding, “The only viable way to reduce friction under boundary lubrication (and continue to operate in that regime) is to generate hydrostatic pressure by using lubricant in a closed pocket to generate reaction force, lifting the load so that the lubrication has a chance to transition into hydrodynamics. For this to happen, one needs deep dimples and enough load to build up sufficient force in the dimples."
Considering the lubrication regime is important not only for texture design but also for lubricant formulation. In hydrodynamic lubrication, Kovalchenko explains, “Additives are useless because the most important characteristic in the regime is the viscosity of the oil.” However, in boundary and mixed regimes, using fully formulated oils and nanoparticle additives may reduce friction and wear. Hsu explains, “Most of the friction modifiers and antiwear additives would work. If the texture fails to lower the friction, then coatings, such as diamond-like carbon or solid lubricants (or both), might help. However, in most cases, if the performance is not adequate, the texture is probably contributing to higher friction and wear. In that case, rather than adjusting the lubricant, the first approach should be to revise the texture.”
Optimizing the texture is a critical step that must be undertaken with rigor that matches the eventual operating conditions, according to Hsu. “Most optimization studies are carried out using bench-scale or rig-scale testing apparatus. These studies must include systematic variation of the speed and load to map out the lowest friction conditions,” Hsu says. An example of the necessary rigor is an extensive research program by Kovalchenko and colleagues that was dedicated to unpicking the complex phenomena that contribute to the effectiveness of laser surface texturing (
1).
The greater challenge comes in accurately predicting performance in real systems, such as the ring and liner interface in an engine. Hsu says, “The operating environment of the test should be similar to the engine operating conditions, taking into account contact stresses, material property pairing (in terms of hardness) and the location where wear marks have been found previously on used engine parts.”
An important design caveat is that the mechanism behind low friction must be considered in the context of the application. For example, Kovalchenko points out that laser surface texturing causes initial wear on the contact, speeding transition to the lower friction of a mixed lubrication regime. This result would appear to be desirable, but the accompanying initial wear may not be acceptable in some applications (
1).
Manufacturing
Early attempts to use surface texture to control the coefficient of friction and improve the lubrication lifetime relied on some form of grinding. However, this approach could not exploit the full benefit of textures because it roughens the surface in uncontrolled ways. Although plastic deformation strengthens the surface, it is often accompanied by a roughening effect that produces undesirable microfeatures. During sliding of tribo-contacts, these surface microfeatures concentrate stress and cause undesired and uncontrollable friction values. To overcome this issue, various other techniques, such as etching, embossing and laser-based processes, have been developed.
Laser-based texturing techniques currently predominate because of their precision and versatility in creating texture geometries and because they are compatible with a wide array of materials, including metals, ceramics and plastics. Other techniques are emerging, though in general these have more limited applications.
Laser-based manufacturing
Laser-textured surfaces show favorable results for mechanical applications, but Menezes cautions that these surface textures are prone to degradation during extended periods of sliding. He explains, “This degradation is attributed to low wear resistance of surface textures caused by heating-induced softening and tensile residual stresses generated during laser ablation.”
Laser surface texturing (LST). Widely reported in the tribology literature, LST is popular because it permits easy control of texture parameters, such as the diameter, depth and density of dimples and their relative positions. In the LST process, ultrashort laser pulses are delivered to interact with surface materials for an ablation effect, leading to the generation of surface microfeatures such as dimples. LST is capable of the precision needed for advanced textures, but an open challenge is adapting it for cost-effective use at production scale.
According to Kovalchenko, LST is most relevant in conditions of flat conformal contact between sliding surfaces at stable contact pressure and speed with a particular oil viscosity. “LST could significantly expand the operating conditions for hydrodynamic lubrication to significantly much higher loads and slower speeds… . Overall, the beneficial effects of laser surface texturing [are] more pronounced at higher speeds and loads and with higher viscosity oil,” Kovalchenko and colleagues write (
1).
Laser shock peening (LSP). According to Menezes, “Laser shock peening (LSP) is an effective surface strengthening process used to engineer tribo-contact surfaces for enhanced wear resistance. Compared with other surface strengthening processes such as shot peening and ultrasonic impact peening, LSP is exceptional in its superior process efficiency, good flexibility and high controllability. LSP is one of the unique surface texturing processes that has been successfully applied for enhancing wear resistance (
2).”
Indirect-laser shock surface patterning (indirect-LSSP). Menezes and colleagues have used LSSP to fabricate anti-skew surfaces with arrays of micro-indentations. The method provided enhanced wear resistance and manipulated friction values (
3).
Other manufacturing methods
Hsu also sees promise in several non-laser methods.
•
Use of a soft mask plus electrochemical etching (developed by Hsu and colleagues (
4)) is broadly adaptable for a range of sizes, shapes and materials and permits a high degree of control at a low cost.
•
Direct machining using single diamond also is an attractive process because it permits precision control of shape, size and depth on any surface. However, it is time consuming and expensive.
•
Multilayer 3D printing has the potential to print textures but is currently limited to relatively soft materials.
•
The use of multiple laser techniques to create multiscale (micro/nanoscale) textures is a long-range possibility, but the technology is still emerging. The key challenge is thermal management.
Characterization
Any rigorous program of surface control will depend on effective methods to describe and predict the performance of complex surfaces (
5). Sophisticated metrology techniques are a relatively recent development, and both techniques and metrics are evolving rapidly. In particular, recent work has shifted from profile parameters, which describe the topography of a line, to areal parameters, which instead describe the topography of a surface (
6, 7). In addition, Abdel-Aal points out, “Most of the current parameters used to describe a surface and its features are stochastic in nature. They predict only the
probability of a given performance taking place, based on statistical analysis of the surface features. Such a situation promotes a trial-and-error environment rather than a rigorous and repeatable design culture.”
In addition to the need to move beyond stochastic description, a new measurement challenge is characterizing surfaces that combine features at different scales. Ideally, characterization measures for such surfaces would be scale independent. However, Menezes notes, “Conventional techniques use scale-dependent statistical parameters such as the variances of height, slope and curvature, which are shown to be functions of the surface magnification.” Thus, developers of multiscale surfaces must make choices about which resolution they use to study their surfaces.
Fortunately, nature provides some latitude. According to Menezes, “Roughness measurements on surfaces of magnetic tape, smooth and textured magnetic thin film rigid disks, and machined stainless-steel surfaces show that their spectra follow a power law. Profiles of such surfaces are, therefore, statistically self-affined. This property implies that when repeatedly magnified, increasing details of roughness emerge and appear similar to the original profile.”
This quality is sometimes referred to as fractal dimensions. The existence of these fractal dimensions means that, usually, the right resolution for surface analysis is the one that provides the most information about the tribological effectiveness of the textures in the intended application, according to Menezes.
One goal of surface analysis is to ensure that fabrication methods produce the desired functionality. Thus, the choice of measurement methods must be matched to the functional aspects designers seek to control: friction, wear, surface energy, thermal conductivity, stress mitigation and so on. Once the texture functionality is understood with respect to the product application, an appropriate standard is used to evaluate the surface texture and its efficiency.
ISO standards have been established to define geometric product specifications (GPS) of surface textures by profile methods (
see Table 2), although these standards sometimes have local variations based on national or sector standards. These standards address surface roughness, waviness and the primary profile of the surface. Examples of appropriate techniques include contact angle analysis, contact angle hysteresis, scratch testing (friction and wear), residual stress evaluation, hardness measurements, and surface topography and roughness measurements. These techniques complement evaluation of material behavior under application conditions.
Table 2. Selected standards for profile methods of obtaining geometrical product specifications of surfaces*
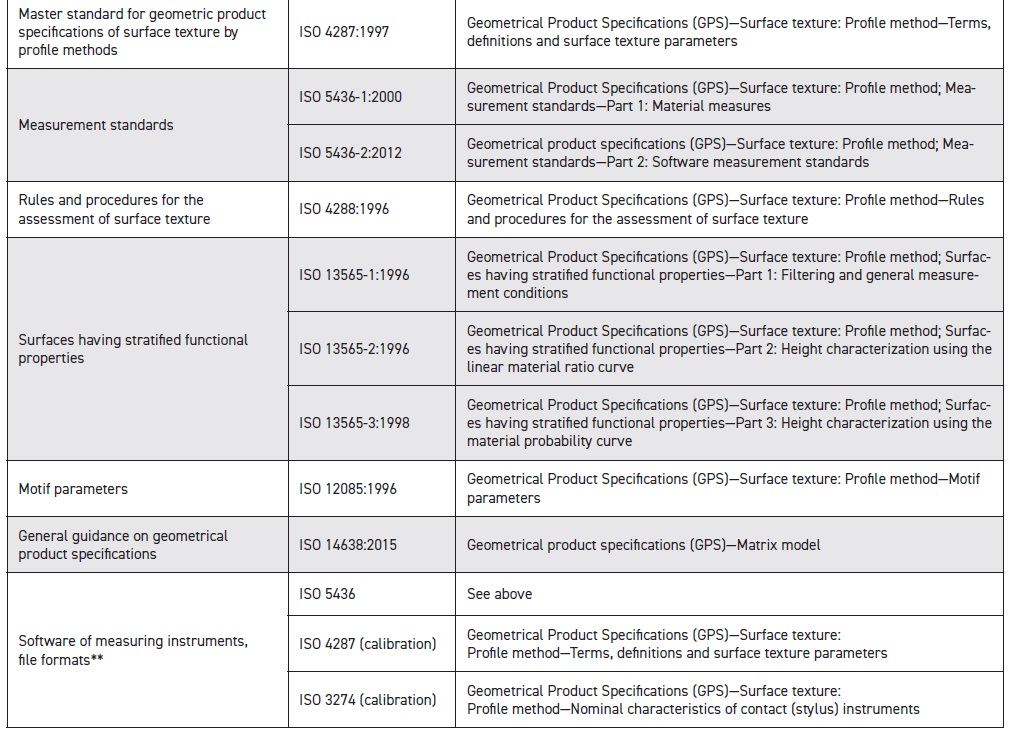 * Source: Pradeep Menezes, University of Nevada, Reno.
* Source: Pradeep Menezes, University of Nevada, Reno.
** With the advent of noncontact 3D profiling techniques, ISO 5436 defines Type F1 and Type F2 software measurement standards (etalons) for verifying the software of measuring instruments.
As noted previously, an emerging characterization strategy is the use of areal texture parameters rather than profile parameters. This shift is reflected in the development, since 2005, of ISO 25178, the master standard for geometric product specifications of surface texture by areal methods. With this standard, surface measurement and characterization move into 3D. According to STLE-member Salil Bapat of the University of Arkansas, “Many industry and metrology experts argue that areal surface texture measurements are more meaningful for characterizing functional properties of surfaces, because the surface roughness is measured on the contact area, which dictates functional properties, rather than on a linear profile, which may or may not truly capture the functional properties of the surface (
8).”
The future
As design principles become clearer and fabrication techniques become more sophisticated and cost-effective, texture as a tribological tool is coming into its own. In the future, according to Hsu, “Surface texture or, more broadly, surface topography control, will be introduced into almost all sliding interfaces. Besides friction control, surface textures permit directionality control, real area contact control, rapid thermal dissipation, self-adaptive surface properties and construction of smart surfaces. They will play a key role in development of multiscale, multifunctional surface applications.”
To exploit these opportunities, advances are needed in several areas, including quality control, the mathematics for describing surfaces (e.g., expanded roughness measurement), and shape and depth control, according to Hsu. In particular, shape and depth are difficult to reproduce on a production basis.
Kovalchenko sees the biggest challenge as conformability. “In my opinion the biggest challenge to using textured surfaces effectively is our inability to provide perfect conformability of the sliding surfaces in the majority of real friction cases in industry and transportation,” he says. The problem is that each individual dimple in the surface should be in absolutely the same working condition as any other dimple on the surface: the contact pressure, the speed and especially the distance to the counter-face should all be the same.
Such conditions are achievable only if absolutely parallel flat surfaces are sliding. If the two surfaces are tilting or are not parallel, excessive contact pressure in some regions will lead to abrasion of the counter-face by the rough, dimpled surface, resulting in huge wear and a large friction coefficient in the boundary lubrication regime.
With regard to the frontier of complex engineered surfaces, Hsu says, “I think self-adaptive and hierarchical texture designs are the right direction as surface fabrication becomes more sophisticated.” A particular advantage, he says, is the ability to incorporate features in which both shape and depth can be adjusted, making the textures more useful. “Clever combination of several materials with different properties may yield more adjustments, such as memory alloys and memory polymers. And combination of nanoscale texture with conventional microscale textural features can control fluid flow much more precisely to solve some engineering challenges,” Hsu says.
Abdel-Aal agrees that designed hierarchical surface textures can be effective in industrial applications, but he points out that hierarchy has been present all along in the random textures of traditional manufacturing. “One of the early contact theories developed by J.F. Archard expressed the microcontact of surfaces based on fractal hierarchy,” Abel-Aal says. For designed surfaces, however, Abdel-Aal says, “A condition for a successful hierarchical surface is true customization. This depends on understanding the functional requirements of the surface. If the surface originates from biology, then understanding the essence of design of the biological surface is a must.
Abdel-Aal adds a caveat to the excitement about these sophisticated surfaces: the challenge of industrial-scale fabrication with laboratory-scale precision. “The current technology does not cater to this requirement,” he says. “In the very near future, however, hybrid methods based on laser texturing will be common. They could be used for postprocessing of 3-4D printed metallic parts. Printing would be used to build the subsurface design for a specific application, and laser texturing would finalize the surface deterministic pattern. This combination should, in principle, allow tribology by design.”
ARTICLE REFERENCES
1.
The following article notes the primary advances: Kovalchenko, A.M., Erdemir, A., Ajayi, O.O. and Etsion, I. (2017), “Tribological Behavior of Oil-Lubricated Laser Textured Steel Surfaces in Conformal Flat and Non-Conformal Contacts,”
Materials Performance and Characterization,
6 (2), p. 1-23.
2.
Siddaiah, A., Mao, B., Liao, Y. and Menezes, P.L. (2018), “Surface Characterization and Tribological Performance of Laser Shock Peened Steel Surfaces,”
Surface and Coatings Technology,
351, pp. 188-197.
3.
Mao, B., Siddaiah, A., Menezes, P.L. and Liao, Y. (2018), “Surface Texturing by Indirect Laser Shock Surface Patterning for Manipulated Friction Coefficient,”
Journal of Materials Processing Technology,
257, pp. 227-233.
4.
Hsu, S.M., Jing, Y., Mo, Y., Hua, D., and Chen, M. (April 2, 2019), Friction Reduction for Engine Components, U.S. Patent 10,245,806.
5.
Menezes, P.L., Kailas, S.V. and Lovell, M.R. (2013), “Fundamentals of Engineering Surfaces,” in
Tribology for Scientists and Engineers, P. Menezes, S.P. Ingole, M. Nosonovsky, S.V. Kailas and M.R. Lovell (Eds.), chapter 1, pp. 3-41.
6.
Blunt, L. and Jiang, X. (2003),
Advanced Techniques for Assessment Surface Topography: Development of a Basis for 3D Surface Texture Standards “SURFSTAND,” Sterling, Va.: Kogan Page Science.
7.
Leach, R.K. (2010), “Surface Topography Measurement Instrumentation,” in
Fundamental Principles of Engineering Nanometrology: Micro and Nano Technologies, R.K. Leach, ed., Burlington, Mass.: William Andrew, ch. 6, pp. 115-175.
8.
Leach, R. (2013), “Introduction to Surface Topography,” in
Characterisation of Areal Surface Texture, R.K. Leach, ed., Berlin: Springer, ch. 1, pp. 1-13.
TABLE 1 REFERENCES
i.
Shalabi, M.M., Gortemaker, A., Van’t Hof, M.A., Jansen, J.A. and Creugers, N.H.J. (2006), “Implant Surface Roughness and Bone Healing: A Systematic Review,”
Journal of Dental Research,
85 (6), pp. 496-500.
ii.
Ranjan, R., Lambeth, D.N., Tromel, M., Goglia, P. and Li, Y. (1991), “Laser Texturing for Low-Flying-Height Media,”
Journal of Applied Physics,
69 (8), pp. 5745-5747.
iii.
Zhou, L., Kato, K., Vurens, G. and Talke, F.E. (2003), “The Effect of Slider Surface Texture on Flyability and Lubricant Migration Under Near Contact Conditions,”
Tribology International,
36 (4-6), pp. 269-277.
iv.
Hoppermann, A. and Kordt, M. (2002), “Tribological Optimisation Using Laser-Structured Contact Surfaces,” O+P: Oelhydraulik und Pneumatik,”
46 (4). Mainz, Germany: Vereinigte Fachverlage. ISSN 0341-2660.
v.
Suh, N.P. and Saka, N. (1987), “Surface Engineering,”
Annals of the CRIP,
36, pp. 403-408.
vi.
Tian, H., Saka, N., and Suh, N.P. (1989), “Boundary Lubrication Studies on Undulated Titanium Surfaces,”
Tribology Transactions,
32, pp. 289-296.
vii.
Saka, N., Tian, H. and Suh, N.P. (1989), "Boundary Lubrication of Undulated Metal Surfaces at Elevated Temperature,"
Tribology Transactions,
32, pp. 389-395.
viii.
Yu, X.Q., He, S. and Cai, R.L. (2002), “Frictional Characteristics of Mechanical Seals with a Laser-Textured Seal Face,”
Journal of Materials Processing Technology,
129, pp. 463-466.
ix.
Klingerman, Y. and Etsion, I. (2001), “Analysis of the Hydrodynamic Effects in a Surface Textured Circumferential Gas Seal,”
Tribology Transactions,
44 (3), pp. 472-478.
x.
Shimizu, I., Andreasen, J.L., Bech, J.I. and Bay, N. (2001), “Influence of Workpiece Surface Topography on the Mechanisms of Liquid Lubrication in Strip Drawing,”
Journal of Tribology,
123 (4), pp. 290-294.
xi.
Voevodin, A.A., Bultman, J. and Zabinski, J.S. (1998), “Investigation into Three-Dimensional Laser Processing of Tribological Coatings,”
Surface and Coatings Technology,
107, pp. 12-19.
xii.
Moshkovith, A., Perfiliev, V., Gindin, D., Parkansky, N., Boxman, R. and Rapoport, L. (2007), “Surface Texturing Using Pulsed Air Arc Treatment,”
Wear,
263, pp. 1467-1469.
xiii.
Etsion, I. (2013), “Modeling of Surface Texturing in Hydrodynamic Lubrication,”
Friction,
1 (3), pp. 195-209.
xiv.
Etsion, I., Kligerman, Y. and Halperin, G. (1999), “Analytical and Experimental Investigation of Laser-Textured Mechanical Seal Faces,”
Tribology Transactions,
42, pp. 511-516.
xv.
Williams, M.S. (1997), “Stent Capable of Attachment within a Body Lumen,” U.S. Patent No. 5,593,434. Washington, DC: U.S. Patent and Trademark Office.
xvi.
Feng, X., Zhou, J.Z., Mu, D., Mei, Y.F. and Zhu, W.L. (2017), “Analysis of Temperature Distribution in Brake Discs Having a Textured Surface Produced by Laser Peening,”
Lasers in Engineering,
36 (1-3), pp. 185-198.
xvii.
Singh, R.C., Pandey, R.K., Ranganath, M.S. and Maji, S. (2016), “Tribological Performance Analysis of Textured Steel Surfaces Under Lubricating Conditions,”
Surface Topography: Metrology and Properties,
4 (3), 034005.
Jane Marie Andrew is a freelance science writer and editor based in the Chicago area. You can contact her at jane@janemarieandrew.com.