“Cylinder-bore wear is just about in a class with politics and religion, for it is one of the most controversial subjects about which engineers can argue, the reason being that there is so little real fundamental engineering data available (
1).”
Nissan’s variable compression ratio engine, first offered in the 2019 Infiniti QX50, also will be available in the 2019 Nissan Altima. As described in my February column, the engine utilizes a mechanical linkage to change the stroke of the piston. In spite of the additional mechanical components, Nissan claims a reduction in total engine friction.
However, the Nissan engine incorporates a number of other unique features, most notably (from an engine-friction standpoint), a “mirror-bore” cylinder finish (
2). Instead of the traditional cast-iron cylinder liners in an aluminum block, Nissan uses a thin (around 150 micron) thermal-sprayed steel layer directly on the aluminum substrate. In addition to the weight reduction obtained by using less iron, the unique microstructure of the sprayed coating allows for a different surface texture of the finished bore.
Sulzer-Metco describes its thermal spray coating for cylinder bores (which may or may not be the process used by Nissan) in an online document.3 Rather than the typical plateau-honed surface used for cast iron bores, the sprayed bore is finished to a mirror-like smoothness.
Smooth cylinder liner surfaces generally wear less than honed surfaces, and this is particularly important for the relatively thin sprayed surface. A smoother surface (but not too smooth) also results in less friction between the liner and piston rings.4 This, at least in part, explains the friction reduction in this particular variable compression ratio engine.
Sulzer-Metco claims that the wear resistance of the sprayed coating is due to the presence of a substantial amount of porosity in the coating. It is necessary, they claim, that the final machining process leaves the porosity open to the surface. In this way, the pores provide a similar function to the deep valleys in a plateau-honed surface. It is widely believed that the function of these features is to provide a reservoir of oil (
see Figure 1).
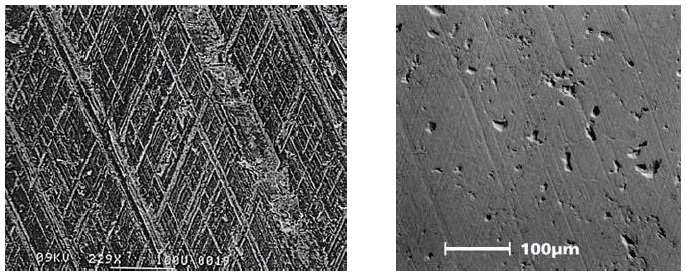 Figure 1. Electron micrographs of cast-iron plateau honed (4) and thermal sprayed (3) finished cylinder bore surfaces.
Figure 1. Electron micrographs of cast-iron plateau honed (4) and thermal sprayed (3) finished cylinder bore surfaces.
The oil-storage hypothesis, however, has a few shortcomings. In particular, it is not uncommon to find an engine that has run successfully over a long period of time, to have completely worn through the original surface, and the absence of valleys did not lead to failure. The usual explanation at this point is that the valleys are most important during the initial running-in of the engine, when the peaks of the rings and the cylinder are wearing at a relatively high rate.
It has been suggested that the valleys (or pores) may help prevent failure during run-in for reasons other than oil storage. For example, during the initial high-wear phase of run-in, wear debris can be trapped in the interface and accelerate the wear process. The valleys may provide places for the debris to be stored.
There are other, more complicated theories about the role of valleys in retarding scuffing, but for now the observations of Max Roensch continue to hold 80 years later!
REFERENCES
1.
Roensch, Max M., (1937), “Observations on Cylinder-Bore Wear,”
SAE Transactions, 32, p. 89.
2.
Available
here.
3.
Available
here.
4.
Becker, E. P. and Ludema, K. C. (1999), “A Qualitative Empirical Model of Cylinder Bore Wear,”
Wear, pp. 225-229.