King Industries
New Developments with NA-LUBE® KR Alkylated Naphthalenes
By Maureen E. Hunter, Ph.D., Technical Service Manager, King Industries, Inc. | TLT CMF Plus November 2017

NA-LUBE® KR alkylated naphthalenes are classified by the American Petroleum Institute (API) as part of the Group V base oil category. However, alkylated naphthalenes are rarely used as the sole base fluid. They are typically incorporated into lubricant formulations replacing a portion of a Group II, Group III or PAO base oil. This is done to extend the lifetime of high performance lubricants by:
•
Improving the thermal and thermo-oxidative stability
•
Enhancing the solubility and response of additives
•
Imparting seal swell
•
Decreasing volatility
•
Providing varnish control for system cleanliness
Naphthalene Ring
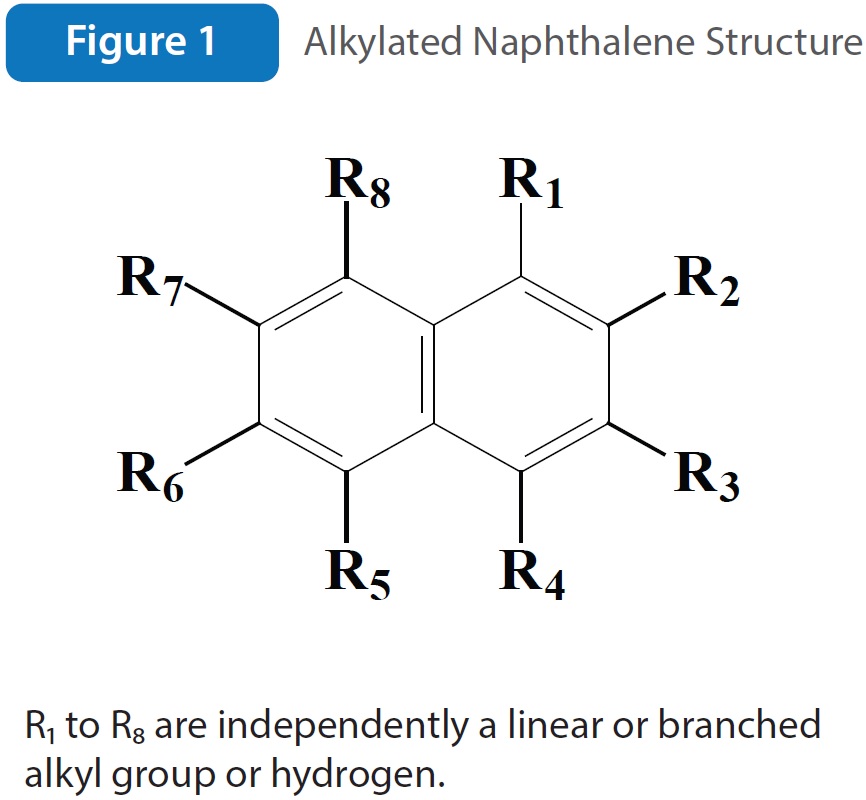
Alkylated naphthalenes, as shown in
Figure 1, consist of two fused six-membered rings with the alkyl groups attached. It is the electron-rich ring structure that imparts these performance enhancing properties, notably to non-polar fluids. It is the ability of the naphthalene ring to absorb energy, resonate, and then disperse that energy, much like antioxidants do, that gives alkylated naphthalenes their inherent excellent thermal and thermo-oxidative stability. The naphthalene ring also provides the right balance of polarity for imparting additive solubility, seal swell, and inhibiting varnish formation.
Alkyl Chain
It is the alkyl groups that control most of the physical characteristics of alkylated naphthalenes. In
Figure 1, R
1 to R
8 are independently a linear or branched alkyl group or hydrogen. By carefully controlling the type of alkylating agent used and the degree of alkylation, the chemical and physical properties of alkylated naphthalenes can be significantly influenced.
 Commercial Products
Commercial Products
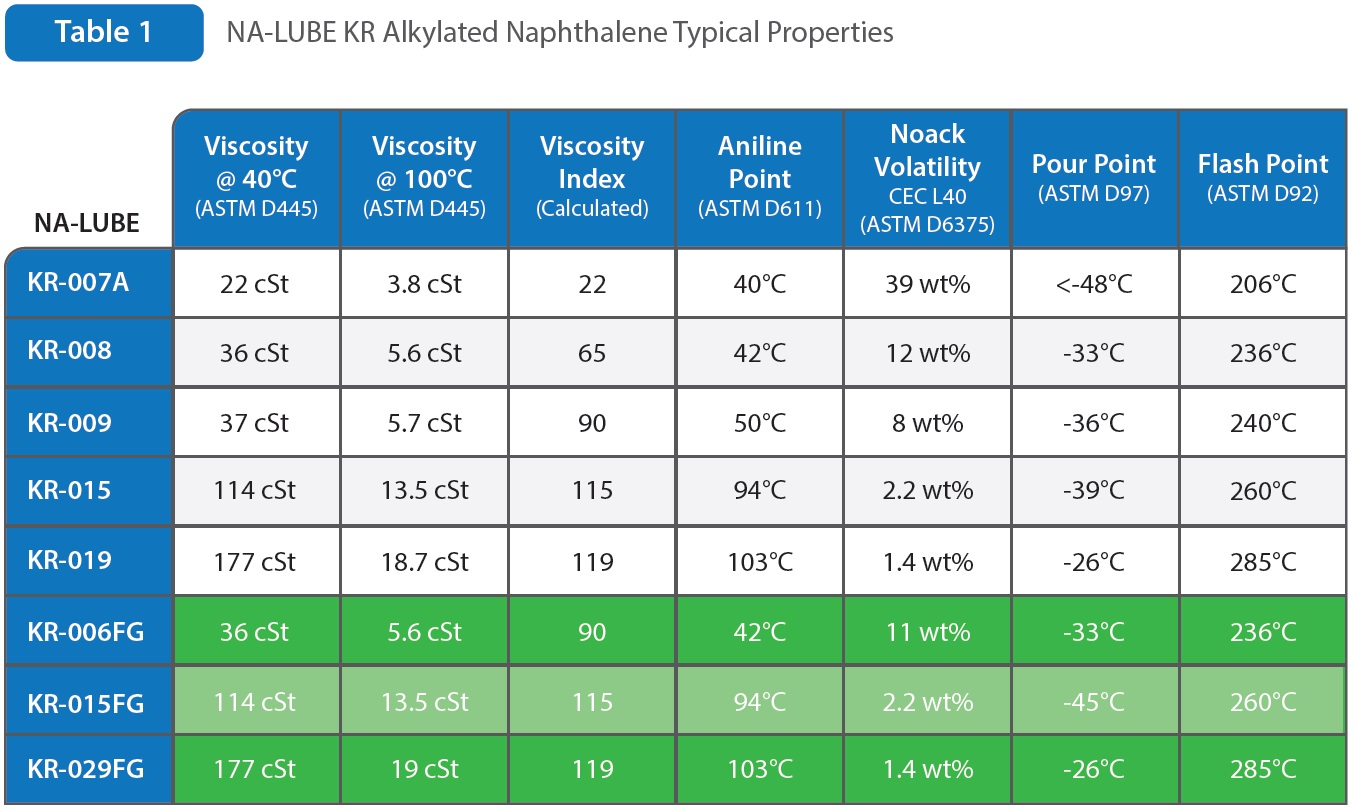
For flexibility in designing lubricants for a variety of applications, King Industries, Inc. manufactures a series of alkylated naphthalene products with a diverse viscosity range from 22-177 cSt at 40°C. The properties of selected products are shown in
Table 1.
 Applications
Applications
These products are used by lubricant formulators to meet demanding requirements in a wide variety of applications, including:
•
Automotive and stationary engine oils
•
Automotive and industrial gear oils
•
High temperature chain lubricants
•
Paper machine oils
•
Hydraulic oils
•
Circulating oils / turbine oils / R&O (Rust and Oxidation) oils
•
Screw compressor oils
•
Heat transfer oils
•
Windmill oils
•
Automotive and industrial greases
Performance
This article highlights some selected new results for high temperature applications, including high temperature chain lubrication and plywood manufacturing.
High Temperature Chain Lubrication
High temperature chain lubrication is a prime example of how alkylated naphthalenes can extend the lifetime of a high temperature lubricant by reducing the volatility to retain the fluid longer and by imparting thermal and thermo-oxidative stability to inhibit viscosity increase and varnish formation.
Chain lubricants are used in many applications where the temperatures can range from less than 150°C to greater than 600°C, including:
•
Transportation
•
Agriculture
•
Mining
•
Bakeries, where approvals for incidental food contact are required
•
Automotive coating plants
•
Beverage can coating plants
•
Manufacturing of plywood, textiles, ceramics, and plastic films
•
Kilns for making pottery, brick, and cement
Alkylated naphthalenes are typically used in applications with temperatures up to 300°C.
Typical chain lubricant formulations often contain a thickener, tackifier or adhesion improver, such as poly isobutylene (PIB), and a viscosity index improver. They may also include antioxidants, usually combinations of aminics and phenolics, various EP/AW additives, corrosion inhibitors to protect iron and copper, and a defoamer.
Testing was conducted to determine if the addition of alkylated naphthalene to various chain lubricant formulations would help with the high temperature performance. In a simple test, three grams of the test fluid were placed in an aluminum pan, and the sample was heated in an oven at 260°C for 8 hours. At the end of 8 hours, the evaporation loss and condition of the fluid were determined.
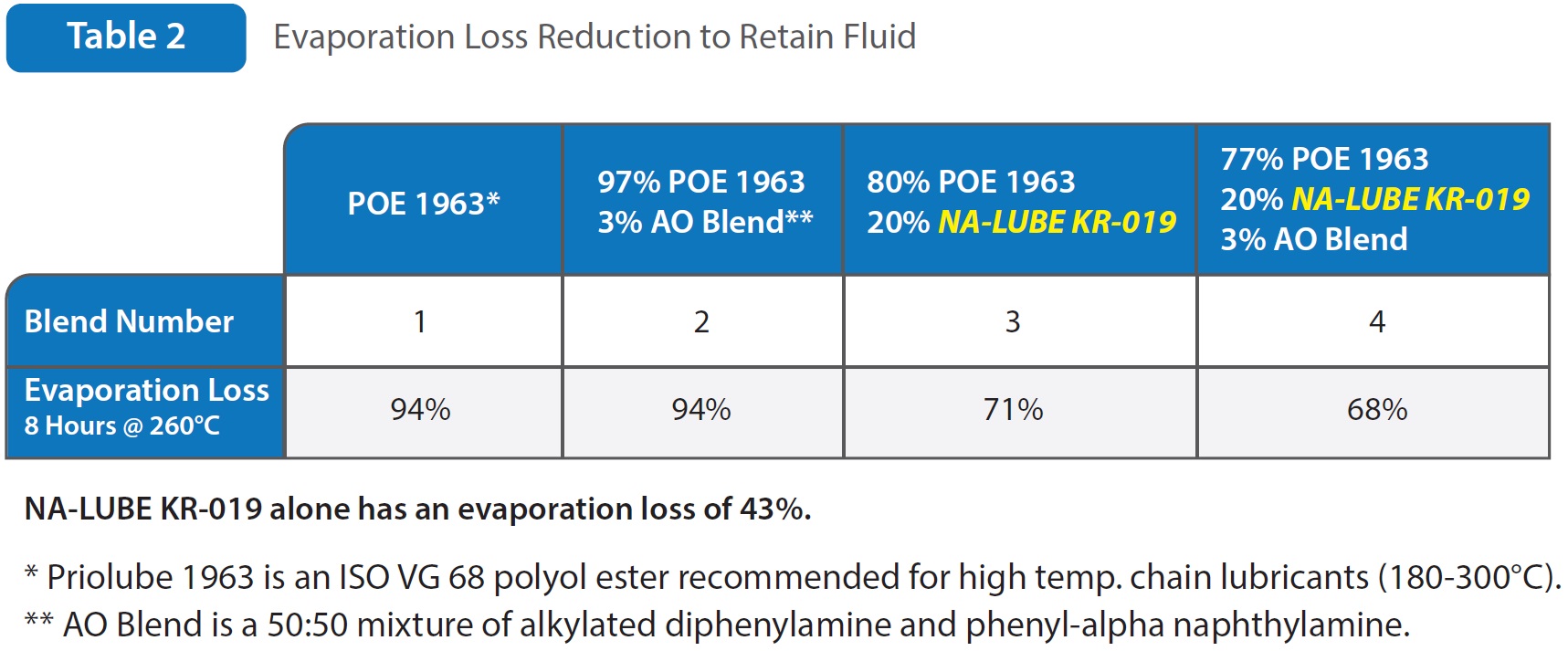 Table 2
Table 2 shows how the addition of NA-LUBE KR-019 alkylated naphthalene to a polyol ester (POE), which is recommended for high temperature chain lubricants, reduced the evaporation loss to retain the fluid longer. Both the polyol ester alone and the ester with 3% of a 50:50 antioxidant blend of alkylated diphenyl amine and phenyl-alpha naphthylamine resulted in 94% evaporation loss. Replacing 20% of the polyol ester with the alkylated naphthalene significantly reduced the evaporation loss to 71%. The addition of the 3% antioxidant blend had essentially no effect on the evaporation.
The table in
King Industries’ advertisement shows the theoretical evaporation loss of the formulation containing 20% NA-LUBE KR-019 and 80% polyol ester to be 84%. However, the observed evaporation loss was 71%, indicating that there is a synergy helping to reduce the evaporation loss and retain the fluid longer.
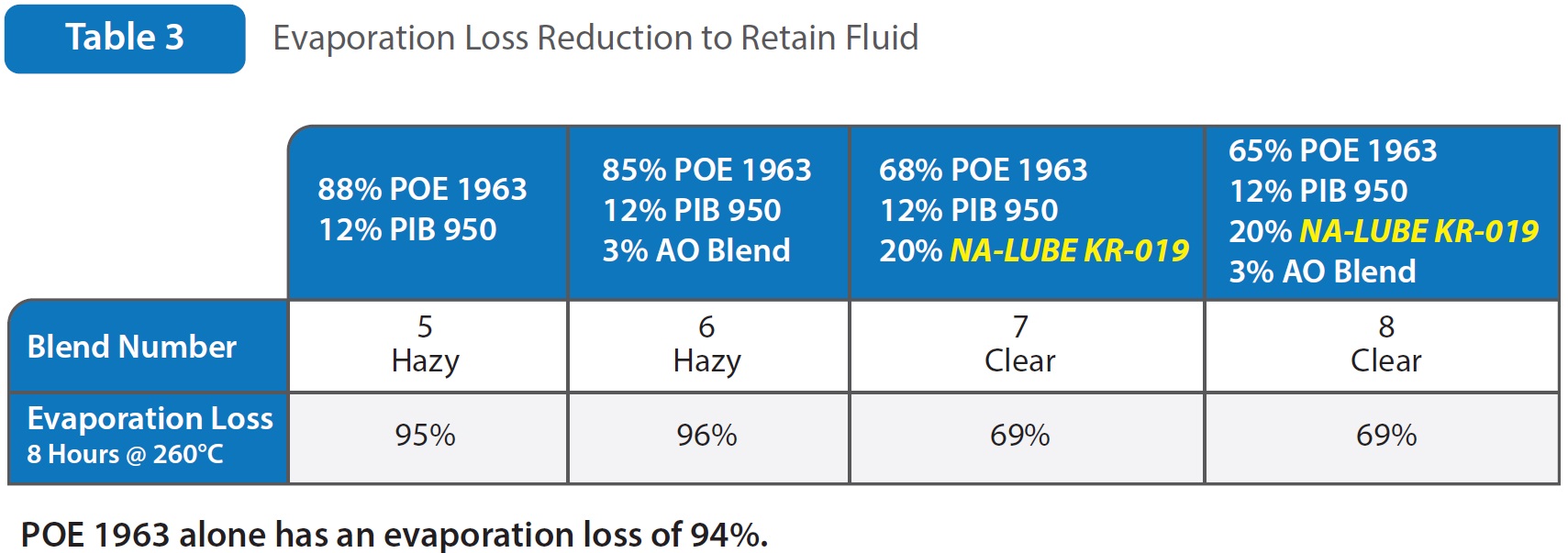
Another formulation was tested, as shown in
Table 3, where 12% of the polyol ester was replaced with PIB thickener and where again 3% of the antioxidant blend was added. The addition of PIB had no effect on the evaporation loss, which was essentially the same as the polyol ester alone at 94% loss. Again, replacing 20% of the polyol ester with alkylated naphthalene significantly reduced the evaporation loss to 69%, and the 3% antioxidant blend had no effect. It was also observed that the addition of the PIB to the polyol ester with no alkylated naphthalene, that is Blends 5 and 6, resulted in hazy fluids, while the addition of the 20% alkylated naphthalene eliminated the haze, resulting in clear solutions.
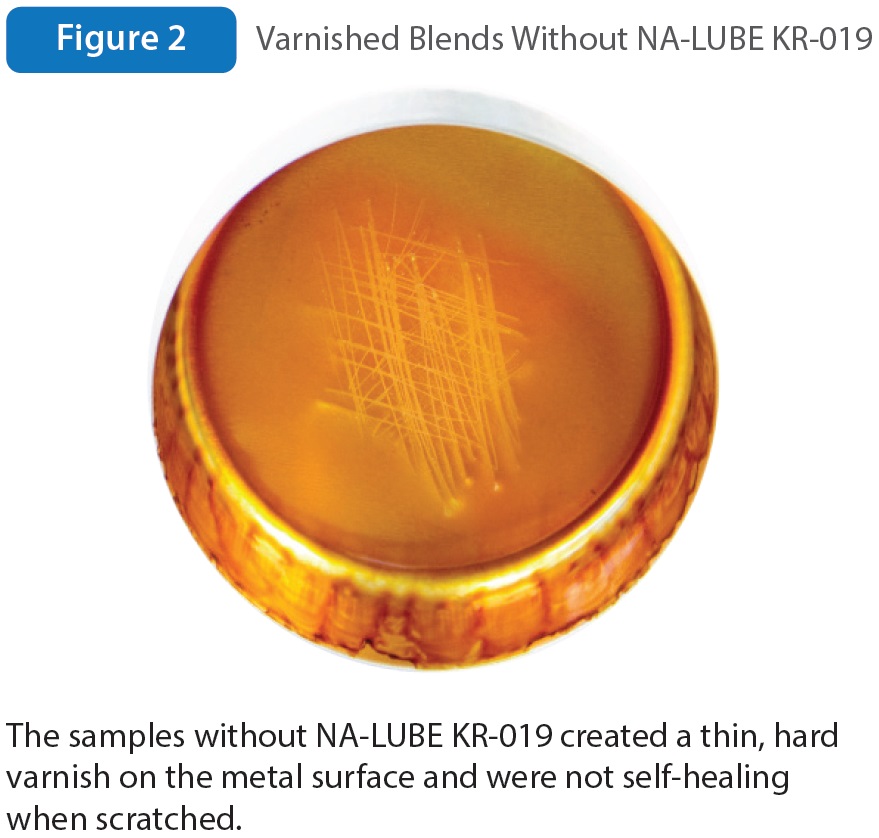
Before aging, the fluids all flowed easily. After aging at 260°C for 8 hours, all the samples that did not contain NA-LUBE KR-019 resulted in a thin, hard varnish that was not self-healing when scratched. An example is shown in
Figure 2. However, all the samples that did contain NA-LUBE KR-019 resulted in less evaporation leaving thicker, and therefore darker, samples that remained fluid and functional.
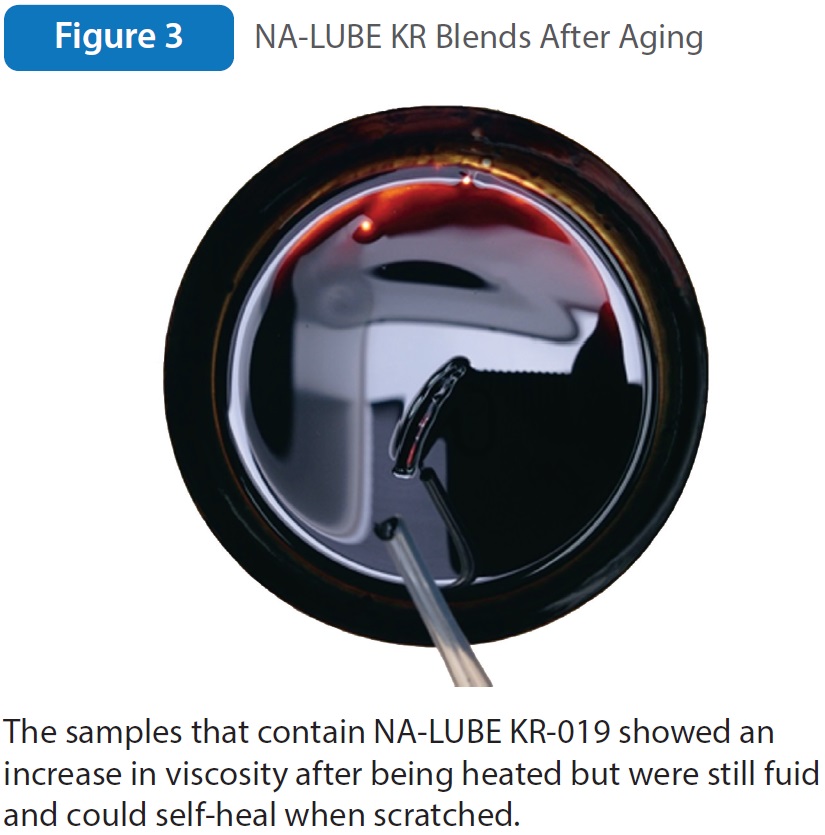
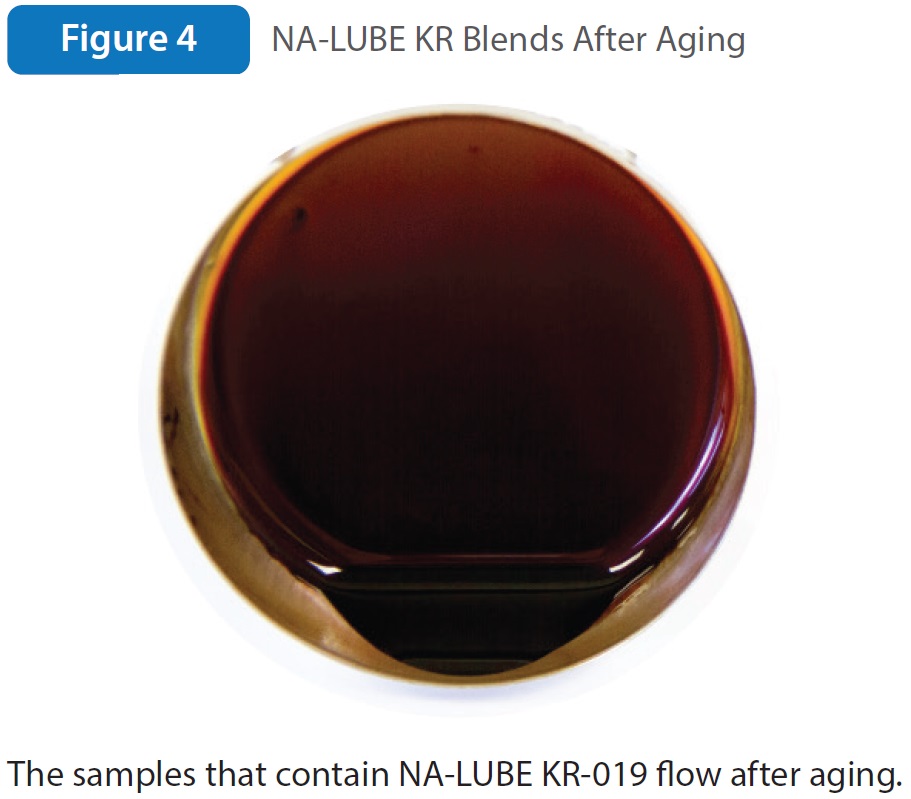
Figures 3 and 4, respectively, shows that the samples containing the NA-LUBE KR-019 were self-healing when scratched and flowed after aging.
As shown in the
King Industries advertisement, chains were also dipped in the 100% polyol ester and the ester containing 20% NA-LUBE KR-019 and then allowed to dry overnight. The chains were then pushed into the accordion shape, baked for 8 hours at 260°C, and then their post-bake hanging performance was observed. The chain on the left that was lubricated with 100% polyol ester was covered in solid varnish at the end of the test, and the chain remained frozen in place when hung. The chain on the right that was lubricated with the polyol ester containing 20% NA-LUBE KR-019 alkylated naphthalene was covered in a viscous liquid at the end of the test that continued to lubricate, and the chain fully extended within 2 seconds when hung.
Plywood Manufacturing Field Trial
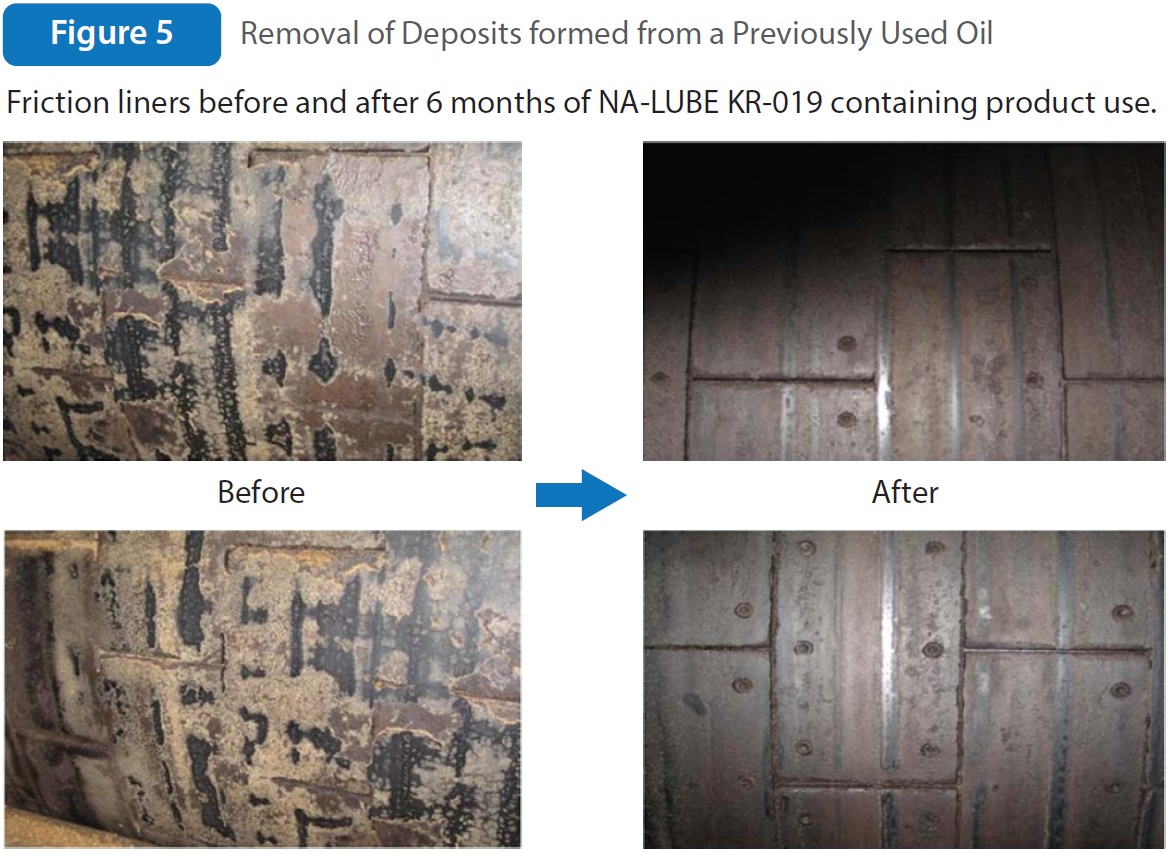
A field example of a commercial conveyer belt oil containing NA-LUBE KR-019 also resulted in excellent system cleanliness. When used for the first time in a press, the alkylated naphthalene dissolved the old deposit on drive roller friction liners that had formed from the oxidation products of the previously used oil.
In
Figure 5, the pictures on the left show the friction liners with heavy deposit from the previously used oil. The pictures on the right that were taken 6 months after using the NA-LUBE KR-019 containing oil show that the alkylated naphthalene removed the deposit, completely cleaning the friction liners. This caused the oil to darken. But when the darkened oil was exchanged for fresh oil, the formation of deposit and darkening of the oil did not reoccur. It was also noted that this significantly reduced unwanted noise, vibration and wear of the equipment and greatly reduced maintenance cost.
 Summary
Summary
The NA-LUBE KR alkylated naphthalenes are Group V fluids, commonly used as blend stocks, that are available in a diverse viscosity range for flexibility in designing high performance oils and greases for a variety of applications.
For the high temperature chain application, the addition of NA-LUBE KR-019 alkylated naphthalene resulted in less evaporation loss, sample clarity, and superior varnish control that allowed the fluids to remain liquid and continue to lubricate.
In the commercial plywood manufacturing application, the NA-LUBE KR-019 containing oil removed heavy deposit that formed from a previously used oil and inhibited subsequent formation.