Lubricant contamination control
Debbie Sniderman, Contributing Editor | TLT Webinars April 2017
If you can identify the source, you can create a strategy for dealing with it.
KEY CONCEPTS
• What is clean enough? Lubricant and equipment cleanliness standards are poor.
• Particle size matters more than quantity. Smaller particles are killers.
• Be aware of contaminants from all three source categories: self-generated, external and built-in.
MEET THE PRESENTER
This article is based on a Webinar originally presented by STLE Education on Feb. 17, 2016. It also was presented at the 2011 STLE Condition Monitoring Course in Atlanta. Lubricant Contamination Control: Contaminant Sources is available at www.stle.org: $39 to STLE members, $59 for all others.
Evan Zabawski, CLS, is the senior technical advisor at TestOil. He has extensive experience training tradesmen and professionals in a variety of fields, including lubrication fundamentals, contamination control, condition monitoring, RCM/FMEA and used oil analysis. A member of STLE for more than 18 years, Zabawski is editor of TLT and served as the editor for the STLE Alberta Section’s Basic Handbook of Lubrication, Third Edition, and contributed as one of the editors for STLE/CRC’s Handbook of Lubrication and Tribology, Volume II: Theory and Design, Second Edition. He has written several technical publications and is a member of API and ASTM. You can reach Zabawski at ezabawski@testoil.com.

Evan Zabawski
OVER TIME, ALL ASSETS REQUIRING LUBRICATION suffer a loss of usefulness. They break, become obsolete or, most often, stop performing at their intended levels because of surface deterioration from corrosion or some type of physical wear. The largest share of failures is from some type of contaminant that accelerates processes already going on.
That was the focus of a February 2016 Webinar by Evan Zabawski, CLS, the senior technical advisor at TestOil. See the box for Evan’s full biography.
Contaminants have been called the single greatest cause of lubricant malfunction and excessive wear of parts by the Mobil Oil Co. They can have serious adverse effects on physical and chemical properties of hydraulic and lubricant fluids, including accelerated oxidation of fluid base stocks and premature additive depletion due to additive precipitation or chemical reaction involving additives.
The importance of removing particulate and water contamination cannot be understated. Repeated studies and field experiences demonstrate that doing so can extend fluid service lives, with Pall Corp., a filtration company, realizing this by factors of four to six. “Contamination may be our greatest foe. But it’s the easiest to work against to prevent or at least reduce its severity,” says Zabawski.
First, it’s important to understand where contaminants can come from so effective remediation plans can be put in place.
STANDARDS FALL SHORT
Every year failures occur because of contamination. “This is not surprising given that new equipment cleanliness and industrial fluid cleanliness standards are inadequate,” Zabawski says.
The API Standard 614/ISO 10438-2 dictates the cleanliness of new equipment during its commissioning phase but falls short in helping to define what clean actually is. It prescribes a one-hour oil flush at only design flow rate but doesn’t define a temperature or pressure or encourage using the maximum flow rate that the piping will allow according to the system design.
The standard specifies visual cleanliness inspections at 2-6 inspector-selected points using 100-mesh screens (approximately 159 microns) and says the system shall be considered clean when foreign matter such as rust, metal shavings and sand are not visible to the eye and grittiness is not detectable to the touch.
“Touch is very subjective. When trying to feel for small particles, office workers may have a more sensitive sense of touch compared to those handling tools every day. Everyone would sense then differently,” Zabawski says. Using touch detects only very large particles, which are not as much a concern as smaller ones.
Most lubricants have an OEM guideline for how clean the fluid should be. However, new oil is not filtered for any small micron particle rating from any supplier. It goes through coarse filters at the blending and filling stages, if at all, and possibly again when going through bulk delivery. But new oil sampling shows 8-16 times higher particle counts than what OEMs recommend for in-service operating fluids.
The ANSI/AGMA 9005-E02 specification for new oil cleanliness says it would be clean enough for use if it is free of visible suspended or settled contaminants at the time it is installed. Using only the eyes to inspect a sample pulled in a clear container held up to the light looking for anything floating or suspended is not enough.
WHAT IS CLEAN ENOUGH?
Humans can see particles sized as low as 40 microns, but the most damaging particles are clearance-sized, much smaller than that. The contaminants to be most cognizant of, to remove or prevent from entering a system, are those sized the same as typical dynamic clearances (
see Figure 1). In equipment where lubrication is used, a significant portion of the ranges of typical dynamic clearances is in the size bracket of 1-5 microns, meaning the smallest particles are most important.
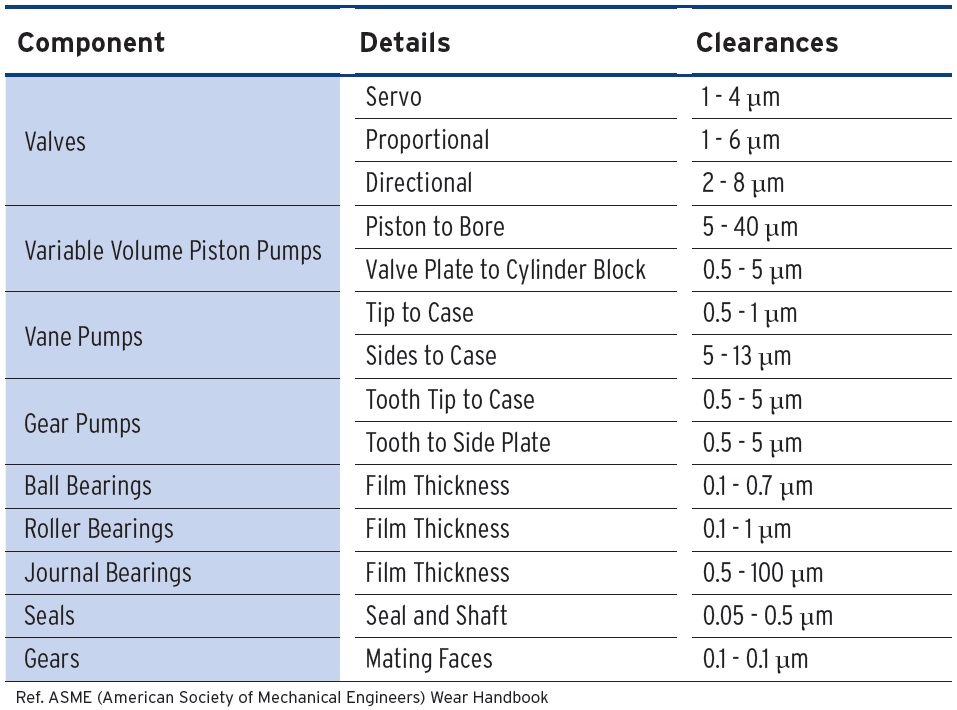 Figure 1. Typical dynamic clearances. (Figure courtesy of the ASME Wear Handbook.)
Figure 1. Typical dynamic clearances. (Figure courtesy of the ASME Wear Handbook.)
Switching from 40-micron particle filters down to 10-, 5- or 1-micron filters might extend the life of a bearing by multiple lifetimes, but practicalities, feasibility and the economics of the change need to be considered (
see Figure 2). Economics play a bigger role in the decision-making process than any other about what level and particle size to filter or control. Space may be needed for larger filter housings and slower flow rates would be needed when they are used. Is a facility willing to give up real estate to install a filtration skid? Would the reliability and increased uptime be worth it?
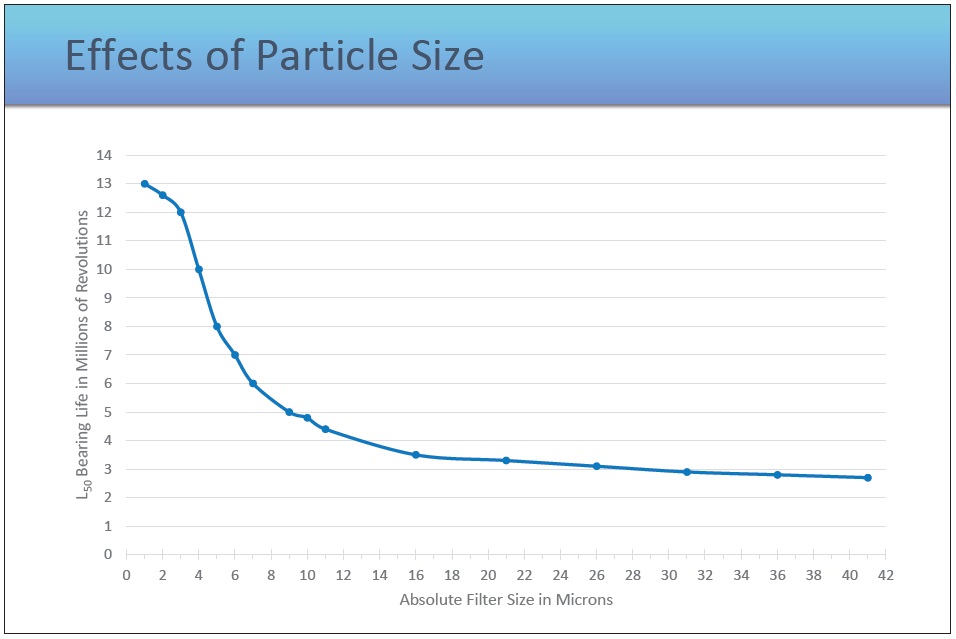 Figure 2. Switching from 40-micron particle filters to a lower size might extend the life of a bearing. (Figure courtesy of Gläntz W. (1993), “Contamination in Lubrication Systems for Bearings in Industrial Gear Boxes,” SKF Ball Bearing Journal, no. 242, pp. 20-26.)
Figure 2. Switching from 40-micron particle filters to a lower size might extend the life of a bearing. (Figure courtesy of Gläntz W. (1993), “Contamination in Lubrication Systems for Bearings in Industrial Gear Boxes,” SKF Ball Bearing Journal, no. 242, pp. 20-26.)
“Most people stop around the 5-10 micron range where it is still practical and doesn’t require a major housing change,” Zabawski says. “At that level, it is probable to expect a 2-3 times life extension, and the economics may be profitable. But the critical particle size is still the clearance size, likely less than 5 microns. For the biggest impact, efforts below 5 microns should be considered.”
SMALL PARTICLES, BIG FAILURES
With tight clearances, it doesn’t take many particles to cause damage. A single clearance-sized particle entering a valve body can cause it to stick and the valve to not function. Static friction, or slow valves, can’t be overcome. Entire assemblies with these problems need removal, cleaning, safely freeing the spool and flushing out before going back into service. Scored or heavily damaged valve bodies often need re-machining, creating significant maintenance situations, the need for more spare parts to be kept on hand and down time and costs for a shop to rebuild or send them out for reconditioning.
Contamination-related failures where hydraulic cylinders aren’t moving properly or valves don’t actuate properly take even more time to isolate, repair, bring back online and complete QC testing. Responses to these types of failures are on the order of a day or days compared to something like a burst hose, which can be replaced in a matter of hours. Economics dictate it is better to prevent failures from contamination as a way to avoid these costly scenarios.
THREE CONTAMINANT CATEGORIES
There are three broad categories of lubricant contaminant sources. In self-generated sources, particles occur inside a system after it is in motion. External sources draw particles into breathers and other open ports. Finally, there are built-in sources that exist inside a system from its beginning of life.
SELF-GENERATED SOURCES
Internal contaminants are generated from process-related conditions and involve sources such as metallic wear, seal abrasion, chemical corrosion and even improper mixtures of greases and oils used on or inside a system.
There are four categories of metallic wear that can cause particles, either from metal-to-metal contact or involving contact between metal and other particulates. In adhesive wear, the high points or asperities of two metal surfaces come into contact with each other under high pressure (
see Figure 3). The surfaces temporarily weld together but tear away from each other because they are in motion. During contact, before tearing apart, there are no contaminants, only rough surfaces touching each other. When the fused metal between the two surfaces tears apart, it is torn off from one of the surfaces and becomes loose and lost inside the system. Adhesive wear causes significant material loss that can lead to further wear.
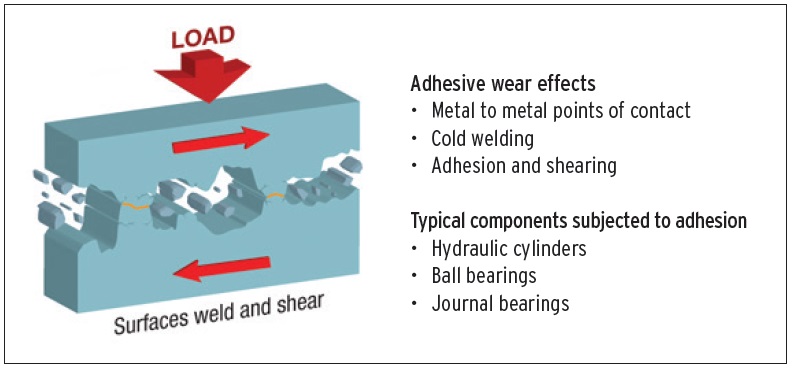 Figure 3. Adhesive wear. (Figure courtesy of Pall Corp.)
Figure 3. Adhesive wear. (Figure courtesy of Pall Corp.)
In the abrasive wear mechanism, metallic parts don’t contact each other directly, but wear occurs through shear with particles of the right size (
see Figure 4). Particles smaller than a system’s clearance pass through it without causing damage. Particles larger than the clearance size won’t enter the system. But those that are at or near the clearance size will enter the system and contact both surfaces, scuffing and dragging across surfaces, plowing up other bits of material from one or both surfaces and creating even more contaminants.
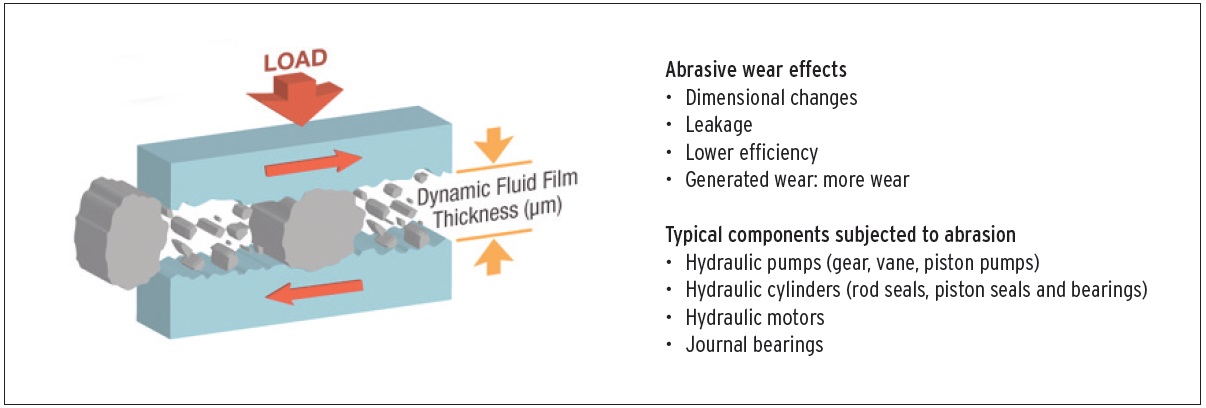 Figure 4. Abrasive wear. (Figure courtesy of Pall Corp.)
Figure 4. Abrasive wear. (Figure courtesy of Pall Corp.)
Metal fatigue also creates contamination. Fatigue occurs after cycles of repeated stressing from being under load (
see Figure 5). A metal surface flexes when it experiences high pressures when particles are pushed into it. Repeated flexing creates sub-surface cracks that propagate to the surface and cause loss of material there. This material becomes an additional contaminant that can lead to more fatigue. In this mechanism, two metal surfaces don’t have to contact each other or even experience relative motion. Being under the repeated loads from particles is enough to cause fatigue and more particles as particles push into one or more metal surfaces, which flex to accommodate the particle. As a mechanism, fatigue can take thousands or millions of cycles of repeated stressing to occur and doesn’t occur rapidly. However, once spalls form and cracks propagate to the surface, they accelerate very quickly, causing concern.
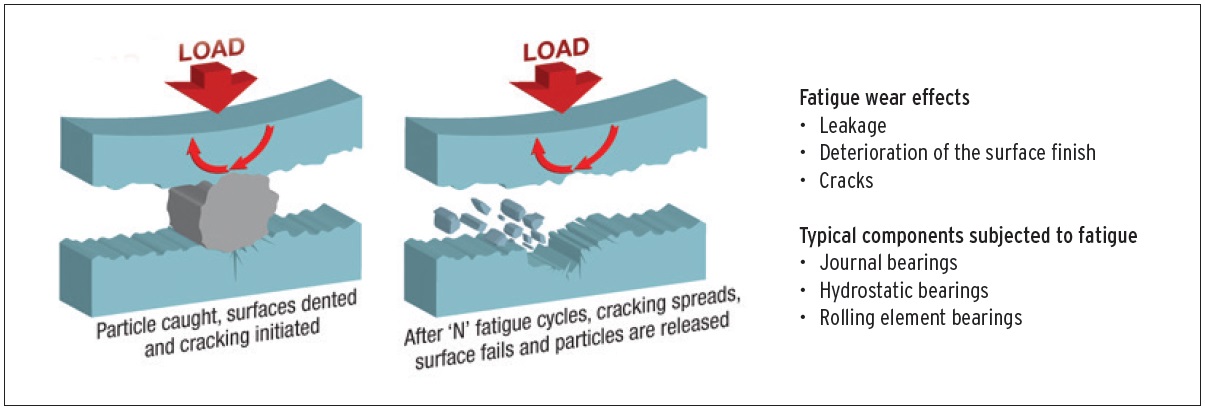 Figure 5. Fatigue wear. (Figure courtesy of Pall Corp.)
Figure 5. Fatigue wear. (Figure courtesy of Pall Corp.)
The last type of metallic wear is erosive wear, similar to sandblasting, where particles much smaller than clearance-sized become important (
see Figure 6). As fluid flows through an asset, particles suspended in it change direction rapidly and are squeezed into narrow orifices where they impinge on metal surfaces. When fast-moving particles harder than the metal hit the surface, they cause damage, eroding the surface away. Significant erosive wear can cause systems to stop functioning, such as valves that no longer can stop flow.
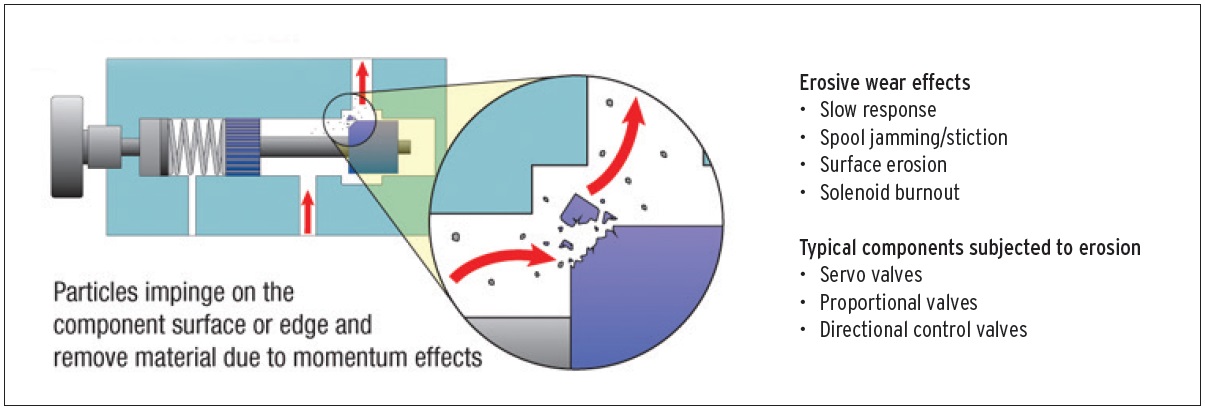 Figure 6. Erosive wear. (Figure courtesy of Pall Corp.)
Figure 6. Erosive wear. (Figure courtesy of Pall Corp.)
Seal abrasion is another internal source of contamination (
see Figure 7). Seals are designed to keep contaminants out, and good seals stop contaminants from entering a system. But sometimes seals allow contamination into the system, pushing it against rotating shafts, scoring them and preventing the system from sealing properly. Eventually, the contamination can enter the lubrication, or the lubrication will escape, causing the system to no longer function, a loss of usefulness and more contaminants to be generated by other mechanisms.
 Figure 7. Seal abrasion.
Figure 7. Seal abrasion.
Chemical corrosion from water entering a system is another self-generated source of contamination. Water that enters a lubricant by any means is a contaminant. It can come from bulk fluids that are added, from condensation or a leak in a cooler or other application. It oxidizes metal parts causing rust, and the small rust particles that flake or are rubbed off can be crushed into even smaller particles. Clearance-sized particles can easily result from oxidation elsewhere in the system.
“When oxidized gear teeth are seen, it’s not the teeth themselves that we’re worried about. Rust particles generated far away, even on the casing, can enter the gear clearances and cause damage,” Zabawski says. “The water is not the primary concern, but the effects that come about later from the many particles that are created in the system.”
Residue from the oxidation process is another internal source of contamination (
see Figure 8). As lubricants are used, they degrade over time. This degradation occurs faster at higher temperatures. Degrading lubricants form chemically insoluble materials that settle in cooler zones and in tight clearances. “This settling can’t be controlled,” Zabawski says. “As long as water, temperature and metals are in the system, oxidation will be activated in the fluid. Contaminants act as catalysts that accelerate oxidation, creating tar, lacquers and varnishes that become sticky and reduce clearances, increasing friction.”
 Figure 8. Oxidation residue. (Figure courtesy of Honda.)
Figure 8. Oxidation residue. (Figure courtesy of Honda.)
Mixing oils that aren’t compatible with each other is another source of internal contamination. When oils are mixed that aren’t meant to be, they form oil-insoluble substances. Even if they are clean, incompatible oils create other serious side effects like additive dropout, negative synergies or gelling fluids depending on the base stocks used. When this happens, there’s not only a loss of usefulness to the fluid, but the parts won’t function the way they are designed.
There are several reasons oils are mixed when they shouldn’t be. People make up for shortcomings because of lack of inventory or not having the right oil in the quantity needed or readily available by using whatever is available. They also don’t know that mixing oils is a big concern. Sometimes oil jugs are not labeled correctly, and sometimes systems aren’t labeled with specific needs. Encouraging accurate labeling and good training practices make it easier to be sure the right oil gets to the right application.
EXTERNAL SOURCES
Contamination from sources outside the process environment is often ignored. Airborne contaminants (
see Figure 9), moisture and contamination caused by adding oil are important to consider. Taking a flash photograph in a dark area of a plant will show contaminants in the air that can only be seen with a camera flash. They are common in any environment and they are damaging.
 Figure 9. Airborne contaminants. (Figure courtesy of STLE Condition Monitoring Course during the 2008 Annual Meeting.)
Figure 9. Airborne contaminants. (Figure courtesy of STLE Condition Monitoring Course during the 2008 Annual Meeting.)
When proper exclusion hardware isn’t placed properly—caps aren’t screwed in, collars are purposely moved out of the way, lids don’t close or are propped open, baskets meant to catch particles are missing or holes are cut to enable some other type of monitoring—more contamination is allowed into a system. In dirty environments where oil vapors can settle on top of tanks, airborne contaminants stick to it and build up on surfaces and can fall in open holes.
Many facilities use the correct exclusion equipment but could prevent allowing a lot of contamination from entering their equipment by making several simple fixes. Barrel pumps on oil drums should be sealed. If they’re not, as the oil is pumped out, the air that enters the drum won’t be filtered and contamination will enter. In storage rooms with new oil drums, 90-degree elbows and caps could make a significant improvement on standard gate valves. Or, rather than using gate valves, which are slow acting, hard to flush properly and pick up a lot of contaminants, faster-acting valves like quarter-turn ball valves could be used, allowing the system to be flushed out to make sure it is clean before filling a pail. Think of these types of sources when considering contaminants.
Skipping small steps can render the proper equipment useless. When breathers are installed on tank nipples but tank lids aren’t sealed, or the tanks are missing gaskets so there is no sealing effect, the breathers are not effective. Tanks that have properly sealed breathers but improperly sealed lids are not effective at stopping contamination. When a tank breathes, the air will go through the path of least resistance, the improperly sealed lid. Take steps to make sure the air moving in and out is going through the breather.
It is common to see breathers on many gearboxes shipped from an OEM filled with brass wool, which looks like coarse steel wool. Although these devices are designed to exclude particulates, they only block very large particles and aren’t effective at protecting against airborne particulates. They should not be considered adequate for particle exclusion.
Moisture is another source of external contamination. Moisture contamination compromises viscosities, reduces the effectiveness of additives and promotes the formation of acids. During storage, it is specified that horizontal drums have bungholes at the 3:00 and 9:00 positions to reduce the amount of debris that can form and build up.
Other external sources of contamination are from transfer containers that are open or dirty. Pouring oil from open containers where large particles are visible will contaminate a system with small particles that also are always there. They won’t be caught by filters. It’s not possible to leave the particles in the bottom of the container and pour only the “clean oil.” Containers should be completely flushed and sealed before each use. Don’t add contamination even before the chance to use the fluid.
BUILT-IN SOURCES
There are many built-in sources of particulate contamination, including residues from manufacturing processes, residual casting (foundry) sand adhering to machines that are built with cast parts and even cleaning procedures. Residues from welding or machining, metals like turnings, filings or shavings, bead blasting materials, lacquer or paint particles are common sources.
Preservation materials that are shipped with large assets to keep them from corroding are other sources of contaminants. They need to be completely flushed out before the assets are used.
Efforts to remove known contaminations also can cause contamination itself. Cleaning agents can leave residues that have detrimental effects. Rag fibers that are left behind when wiping down surfaces also can create contaminants.
There are many sources of contamination, and it’s important to understand what the sources of contamination are in your environment and address them as best as possible. Which are generated internally? Which are generated or drawn in from the outside? And which were there before we started?
“As long as we can identify the source of contamination, we can create a strategy for dealing with it,” Zabawski says.
FOR MORE INFORMATION
ANSI/AGMA Industrial Gear Lubrication Standard 9005-E02:
www.agma.org/standards/store/
API Standard 614/ISO 10438-2 Standard: Petroleum, petrochemical and natural gas industries — Lubrication, shaft-sealing and control-oil systems and auxiliaries — Part 2: Special-purpose oil systems:
www.iso.org/obp/ui/#iso:std:iso:10438:-2:ed-2:v1:en
TestOil:
http://testoil.com
Debbie Sniderman is an engineer and CEO of VI Ventures, LLC, an engineering consulting company. You can reach her at info@vivllc.com.