Viscosity Index’s New Importance
Dr. Robert M. Gresham, Contributing Editor | TLT Lubrication Fundamentals January 2017
A lubricant’s most critical property is now helping us achieve better fuel economy.
© Can Stock Photo / cgteam
DURING THE LAST SEVERAL YEARS there has been a lot of research on how to improve fuel efficiency in the transportation industry. Many of these lessons have been applied to other equipment to make it more efficient as well.
One such lesson, when combined with finer tolerances and improved mating surfaces, is to progressively use lower and lower viscosity oils to reduce viscous drag. Thus, we now see cars running on 0W-30, 0W-20 and soon 0W-10 (or even less) weight engine oils. This is possible partly because of improved viscosity improvers but, even more important, oils now boast inherently higher viscosity indexes (VI). We see this not only with synthetics like PAOs but also Group III + (or maybe ++) mineral oils and many of the new oils derived from so-called renewable precursors. Because these oils do not change viscosity much as they heat up, these lower viscosity oils can continue to keep the mating surfaces apart even though the tolerances are tight, while reducing viscous drag. The end result is a few percent better fuel economies, which is huge.
As we have said many times, viscosity is the most important property of a lubricant. And so it is important to understand the concepts fully. In this article, we’ll take a closer look at VI. It is a means of expressing the lubricant’s variation in viscosity with respect to temperature (
see Figure 1).
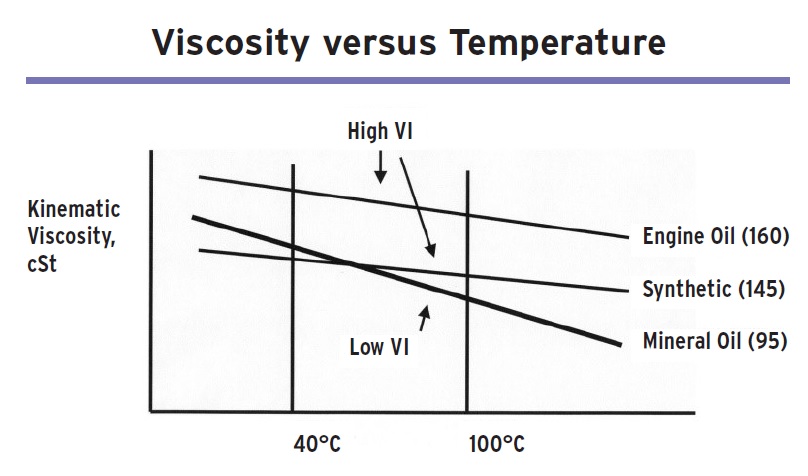 Figure 1. Viscosity index is a means of expressing the lubricant’s variation in viscosity with respect to temperature.
Figure 1. Viscosity index is a means of expressing the lubricant’s variation in viscosity with respect to temperature.
In general, this means the viscosity increases with cold and decreases with heat. Each machine is designed with an optimum lubricant viscosity range to ensure sufficient film thickness to reduce friction and prevent wear. Clearly the less a lubricant varies with temperature, the more a lubricant can be used in cold as well as hotter environments. This cuts two ways. When a lubricant is too cold (not up to operating temperature), either because of the environment—as in winter—or just because we are just starting up a machine, the viscosity is too high, the lubricant doesn’t flow well and wear can ensue.
Also, the viscous drag reduces fuel efficiency. Equally, if the lubricant becomes too hot because of the environment or because we are overworking a machine, the viscosity becomes too low, we lack sufficient film thickness to keep the mating surfaces apart and the result is wear. Since in recent times our goal is improved fuel efficiency, these viscosity properties become much more important. VI curves must be flatter and flatter to do the job. Thus, we have the incentive for the improvements in mineral oil refining, the use of synthetics, improved additives, etc.
So if this is important, how do we determine the VI of a lubricant? VI is calculated from the measured viscosity at 40 C and 100 C using ASTM D2270. Unfortunately, while the method is a wee bit awkward and arcane, it still is widely used. Its utility is in characterizing base oils or finished lubricants and cannot be used as blending guidance (i.e., blending two oils 50-50, which have VIs of 80 and 100 don’t necessarily provide oil with a VI of 90). The idea of the method is to measure the viscosity of a test oil at 100 C (called Y).
Then, after consulting a huge chart in the ASTM method and using the measured viscosity of the test oil, the tester looks up values for two parameters called L and H. L is the 40 C viscosity of some mythical oil having the same viscosity of our test oil at 100 C, defined as having a VI of 0. H also is the 40 C viscosity of another mythical oil having the same viscosity of our test oil at 100 C but defined as having a VI of 100. High VI is defined as having less variation with respect to temperature. Thus, L is larger than H. The VI of the test oil is defined by the relationship of its 40 C viscosity (called U) to the parameters L and H. Thus, the VI of the test oil becomes the percent of the way U is from L to H, as shown in the formula below.
VI = 100 x (L – U) / (L – H)
This is pretty exciting stuff, right? Perhaps this example will help: For an oil of 10.0 centistokes (cSt) viscosity at 100 C, the table in ASTM D2270 provides L= 147.7 and H = 82.87. If the test oil has a 40 C viscosity of 110 cSt, it would have a VI of 58 using the formula above.
VI = 100 x (147.7 – 110) / (147.7 – 82.87) = 58
If this isn’t painful, awkward and arcane enough, if the VI is over 100—as the new mineral oils and synthetics now are—we have to go to a completely different calculation. As of now, when dealing with VIs of 100 or more, U, the viscosity of the test oil at 40 C, is less than H. For these oils, VI is defined by a new parameter, N, calculated from Y and H rather than H and L as before. Thus, a new formula is shown below.
VI = 100 + 140 x (antilog N) – 1), where
N = (log H – log U) / log Y)
We’re having fun now! So what’s a poor soul to do? Probably the easiest and fastest thing to do is to call your supplier. Second, grind it out with ASTM D2270, ugh. Finally, you might find a computer program that will calculate it all for you.
The point of all this is that viscosity index is now an even more important parameter in characterizing base oils and lubricants. It is one of the critical properties to help us achieve better fuel economy.
 Bob Gresham is STLE’s director of professional development. You can reach him at rgresham@stle.org
Bob Gresham is STLE’s director of professional development. You can reach him at rgresham@stle.org.