Croda Lubricants
Innovation you can build on™
By Suresh Swaminathan, Sales Manager | TLT CMF Plus November 2016
Croda introduced two major topics during the 2016 commercial marketing forum focused on meeting customer formulating challenges.
The first, Priolube
TM HS1000 is a novel class of base oil technology which can be utilized either as a sole base oil or in combination with more traditional base oils.
Priolube HS1000 is a liquid amide and is designed to deliver all the features and benefits of synthetic polyol esters, but with dramatically improved hydrolytic stability for applications where water ingress may impact lubricant performance.
The second topic is Perfad
TM 3950 which is a lubricity additive/package for synthetic and semi-synthetic metalworking formulations, which enables formulators to develop products with lubricity performance comparable to chlorinated paraffin containing fluids.
Priolube HS1000 – Liquid Amide Technology
As a world leader in synthetic esters, Croda understands the performance attributes of ester based products and that there are select applications that require improved hydrolytic stability. Croda developed liquid amide technology to service that market need.
Priolube HS1000 is the first in a new line of synthetic base stock that provides improved performance in key industry tests without compromising other performance requirements. Priolube HS1000 provides the ultimate in hydrolytic stability, exceptional solvency compared to polyol esters and has the potential to reduce sludge formation in turbine oils. It is anticipated that multiple viscosity grades of liquid amide technology will be launched over the next several years. (
Figure 1)
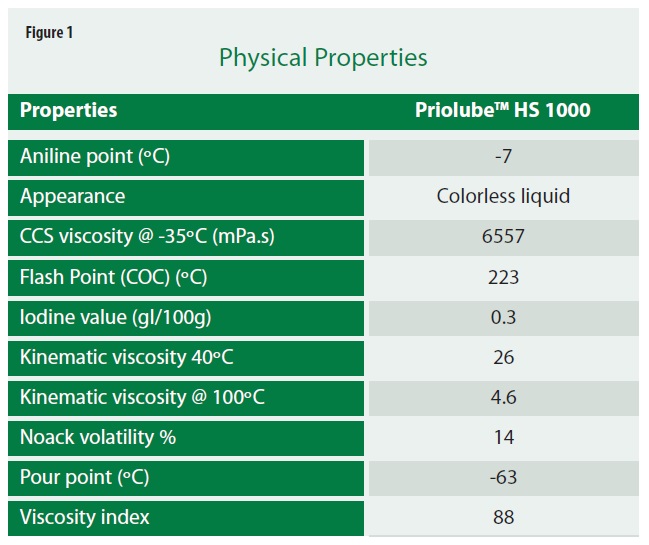
Priolube HS1000 has all the traditional benefits of an ester:
•
High thermal and oxidative stability
•
Low temperature performance (viscosity and pour point)
•
Strong additive solubility performance
•
Seal swell characteristics
•
Fully miscible with non-polar basestocks and mineral oils.
Priolube HS1000 does all the above and is not susceptible to hydrolysis. Additionally, being an amide Priolube HS1000 also carries the benefits of being a polar base oil. Those benefits include solvency, detergency, dispersancy, and lubricity.
Performance Data
Priolube HS1000 was specifically designed to possess the following properties.
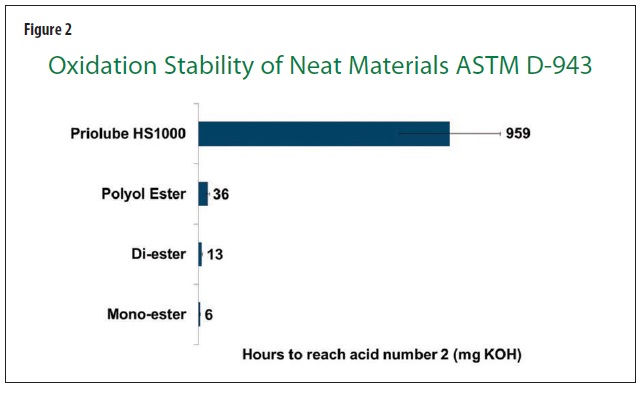
We first looked to demonstrate improved oxidation stability of amides by the ASTM D943 wet test, also called the turbine oil stability test, or TOST. This test attempts to determine the expected life of a turbine oil by subjecting it to oxidative and hydrolytic stress using oxygen, high temperature, water and metal catalysts.
Figure 2 shows the number of hours it took to increase to an acid number of 2. The least stable unsaturated mono-ester reached an acid number of 2 in 6 hours, the di-ester took 13 hours, and the polyol ester is about three times as stable. Priolube HS1000, did not reach an acid number of 2 for 959 hours, demonstrating its improved oxidation stability.
We also performed hydrolytic stability testing in accordance with ASTM D2619 (
Figure 3) on a fully formulated ISO 320 PAO based industrial gear oil, with 10% of the ester or Priolube HS1000 and 2.65% of an industrial gear oil additive package in order to understand the rate of hydrolysis of esters and Priolube HS1000.
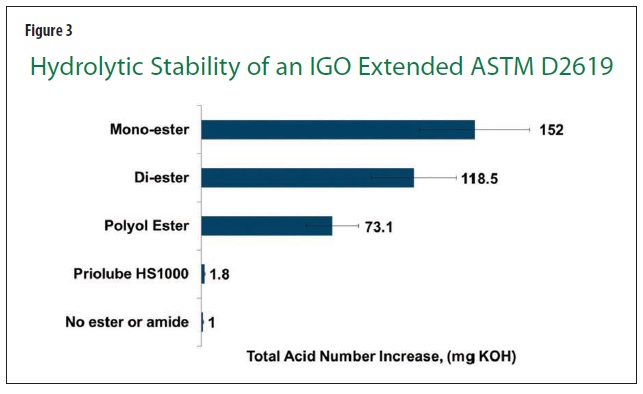
Knowing that polyol esters typically perform well in standard conditions, we increased the duration of this test to 5x its normal length to 240 hrs in order to increase the severity and demonstrate performance in extreme conditions.
This test method differentiates the relative stability of hydraulic fluids in the presence of water under the conditions of the test. Hydrolytically unstable hydraulic fluids form acidic and insoluble contaminants which can cause hydraulic system malfunctions due to corrosion, valve sticking, or change in viscosity of the fluid.
Priolube HS1000 generated 20-30 times less acid than the ester based formulation, similar to the sample with all PAO.
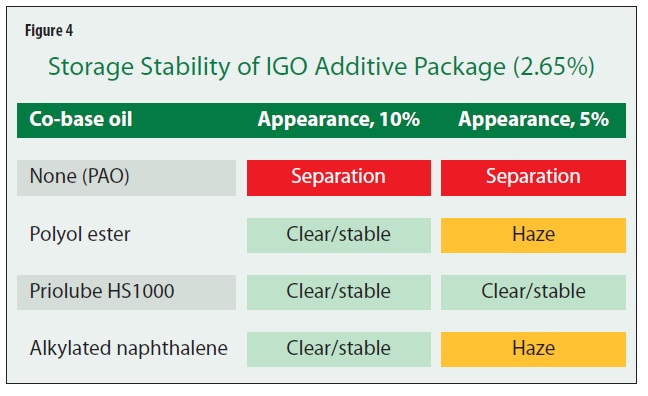
Next, we looked at the solubility of the industrial gear oil package (IGO) in PAO. The IGO is insoluble in PAO on its own. At 10%, polyol ester, alkylated naphthalene, and Priolube HS1000 formed clear and stable solutions (
Figure 4). When concentration was lowered to 5%, the samples containing polyol ester and alkylated naphthalene became hazy, while samples containing Priolube HS1000 were still clear. This gives a formulator more flexibility in fluid dose rate for synthetic formulations.
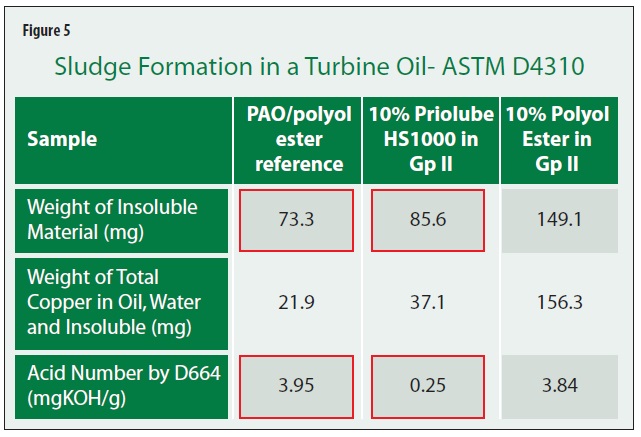
Finally, we look how Priolube HS1000 can potentially reduce sludge formation in PAO and Grp. II turbine oils.
Figure 5 shows the results of a modified TOST test. When looking at the amount of insoluble material formed during the test, a combination of Priolube HS1000 and Group II showed similar performance as an ester/PAO blend. We will conduct more testing in this area, but this suggests an interesting potential use for this new technology.
If you want all the benefits of ester technology with improved hydrolytic stability – Priolube HS1000 needs to be in your formulation tool kit.
Perfad 3950
With the growing concern surrounding chlorinated paraffins in metalworking fluids, Croda would like to remind the market place of a technology that allows formulators to provide products that have lubricity performance as good as chlorinated paraffins but without the regulatory concerns.
Croda’s Perfad 3950 offers high lubricity performance in metal working fluids without the use of chlorine, sulfur or phosphorous containing materials.
In addition to superior, multi-metal cutting performance, Perfad 3950-based formulations have intrinsically low foam profiles, excellent bio-resistance and tramp oil rejection characteristics.
Figure 6 compares Perfad 3950 Microtap cutting performance to a range of chlorinated paraffins at 10% and 20% treat rates. At 20%, the medium, long and very long CP’s yielded an average mean torque of around 300 Ncms, which is 5-10% better than 10% treat rate. When we take the Perfad 3950 concentrates at 8% in water, the synthetic delivers a torque value under 250, while the semi is even lower.
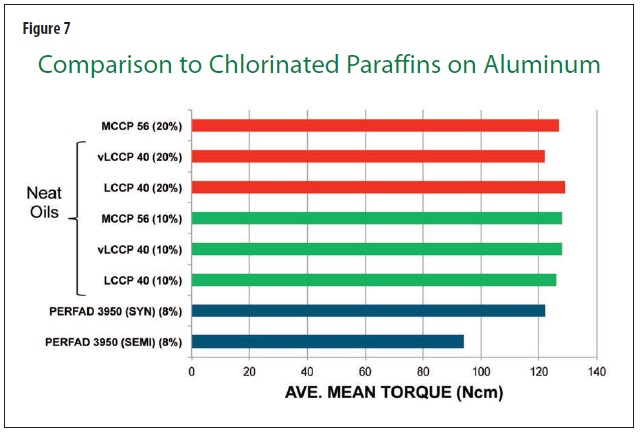
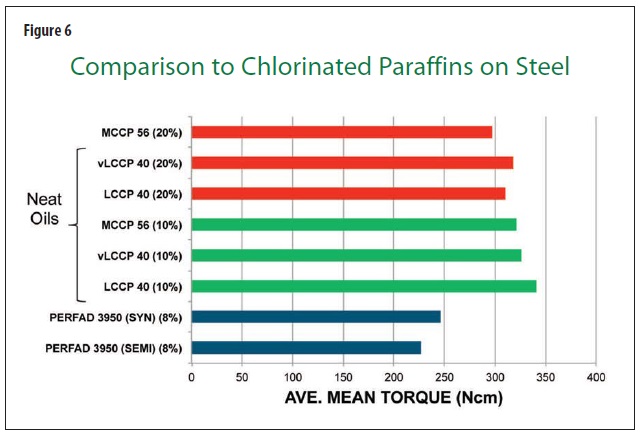 Figure 7
Figure 7 shows a similar study analysis on aluminum. All of the CPs tested yielded torque values between 120 and 130. At 8%, the 3950 synthetic formulation yielded comparable results, while the semi-synthetic yielded a 30% improvement.
 Perfad 3950 continues to out-perform industry-leading commercial products in the field with multiple case studies demonstrating 3x tool life without the use of chlorinated paraffins.
Perfad 3950 continues to out-perform industry-leading commercial products in the field with multiple case studies demonstrating 3x tool life without the use of chlorinated paraffins.