Water and oil redux
Dr. Robert M. Gresham, Contributing Editor | TLT Lubrication Fundamentals March 2016
Formulators learn what’s really involved in making a commercially viable product.

© Can Stock Photo Inc. / maxuser
IN THE JANUARY ISSUE OF TLT—AND TO A LESSER EXTENT FEBRUARY AS WELL—we talked about how water and oil can seem to mix or at least form very stable emulsions. We noted that there are all kinds of materials around us that derive some or all of their properties from the use of surfactants: engine oils, metalworking fluids (MWFs), certain other lubricants, a wide variety of face creams, lotions, conditioners and cosmetics, shaving cream, water-based paints and coatings, a wide variety of food products conjured by man and, in fact, almost anything that is a water-based non-solution.
As fascinating as that discussion was, it really only described the tip of the iceberg in terms of what is really involved in making a commercially viable product. So perhaps it will be of use to peel back another layer of the onion to see just what the formulator is faced with when given the assignment to make a particular emulsified product. The formulator will need to apply a mix of science and art, whether the formulator works in the food, cosmetics, pesticides, MWFs or other industry.
First, remember the surfactant is a molecule that typically has a long carbon chain tail with some kind of polar head attached, as shown in Figure 1.
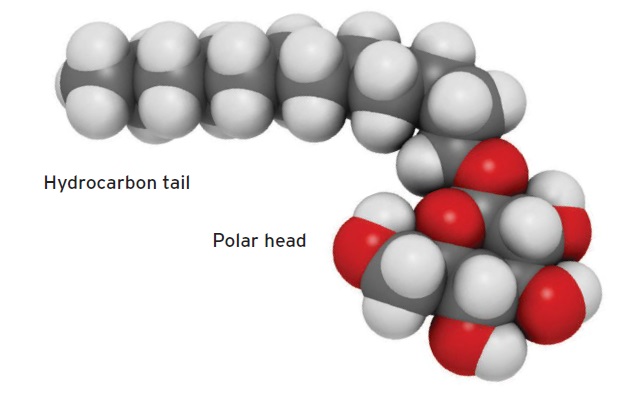 Figure 1. The surfactant is a molecule that typically has a long carbon chain tail with some kind of polar head attached.
Figure 1. The surfactant is a molecule that typically has a long carbon chain tail with some kind of polar head attached.
© Can Stock Photo Inc. / molekuul
There are literally hundreds and hundreds of emulsifiers to choose from, and, as we will see, they are not all alike. For example, the size and strength of the polar (hydrophilic or water-loving) head can vary as well as the size and strength of the hydrocarbon (lipophilic or water-hating) tail. To make matters worse, the nature of the polar head and hydrocarbon tail also can affect such properties of the final emulsion as:
•
Toxicity
•
Skin irritation
•
Stability
•
Resistance to salts
•
Acids or alkalis
•
Ease of manufacture
•
Ease of dilution
•
Storage stability
•
Whether you get a water-in-oil or oil-in-water emulsion.
Added to that partial list, of course, is cost. Further, the material to be emulsified will have certain inherent properties that also will affect the decision on which emulsifier to use. Finally, most emulsified products will use more than one emulsifier. Thus, it is easy to see why there are so many commercially available emulsifiers on the market, even from a single company.
So what is the poor formulator to do? The first step is to define what the final product is supposed to do (what it is used for?) and what constitutes a satisfactory emulsion (what properties must the emulsion have?). Additionally, such factors as those listed previously such as storage conditions, temperature in use, viscosity, whether you get oil-in-water or the opposite, etc., are not only listed but defined and specified. Further, the methods for testing to determine whether those properties have been achieved and the necessary quality assurance requirements must all be defined and specified as well. Once this step is completed, many potential emulsifiers can be eliminated and certain chemical classes of emulsifiers will emerge as having the highest probability of success. The next part of the process is a blend of the formulator’s science and art.
Part of this elimination process also will involve the so-called Bancroft rule, which defines oil-in-water and water-in-oil emulsions. Remember in typical emulsions, there are tiny particles (discrete phase) suspended in a liquid (continuous phase). In an oil-in-water emulsion, oil is the discrete phase while water is the continuous phase. What the Bancroft rule states is that, perhaps contrary to common sense, what makes an oil-in-water or water-in-oil emulsion is not the relative percentages of oil or water but in which phase the emulsifier is more soluble. So even though there may be a formula that’s 60% oil and 40% water, if the emulsifier chosen is more soluble in water, it will create an oil-in-water system. Naturally there are some exceptions, but it’s a very useful rule of thumb for most systems.
The next step is to apply the so-called hydrophilic-lipophilic balance (HLB) system to the problem of emulsifier selection and formulation development. The HLB system was developed in the 1940s by William C. Griffin of the Atlas Powder Co., which later became the company we know today as Imperial Chemical Industries and is also a corporate member of STLE.
The HLB system enables the formulator to assign a number to the ingredient or ingredients to be emulsified and then to select an emulsifier or emulsifier blend of a similar number to make a good choice for the desired emulsion.
Oil-in-water emulsions use emulsifying agents that are more soluble in water than in oil (high-HLB surfactants). Water-in-oil emulsions use emulsifying agents that are more soluble in oil than in water (low-HLB surfactants). So we also can see how some ingredients, perhaps with a high HLB, may not make very good water-in-oil emulsions or at least will pose a more difficult problem for the formulator. Further, most emulsion systems tend to be blends of higher and lower HLB emulsifiers to get better stability. Most emulsifiers have published HLBs like in Table 1.
Table 1. Emulsifiers and Their Published HLBs
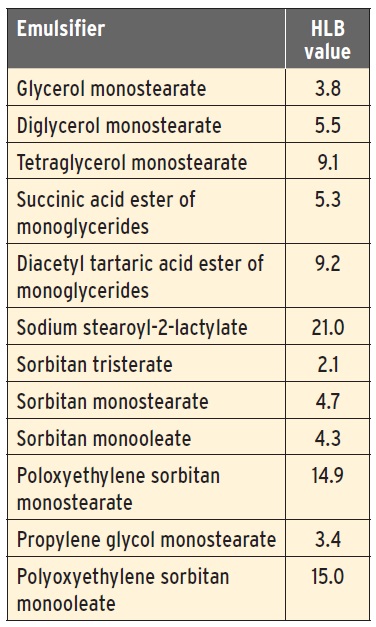
So let’s see how this might work. The first step is to define the HLB of the ingredient or blend of ingredients to be emulsified. Many ingredients have already published HLBs, and blends can be determined by calculation. However, if the HLBs have not been defined, they can be estimated by making a series of trial-and-error emulsions of HLB known emulsifiers to see which works best.
For example, suppose we wanted to emulsify a 65/35 blend of soybean oil and mineral oil to make an oil-in-water emulsion. We start with soybean oil, which has a required HLB of 7 and mineral oil, which has an HLB of 10.5. And our oil blend is 22% of the total formulation. Then:
•
Soybean oil 0.65 × 7 = 4.55
•
Mineral oil 0.35 × 10.5 = 3.67
•
Blend 4.55 + 3.67 = 8.22
Thus, we need an emulsifier system that has an HLB of 8.22 +/- 1.
Suppose for example, we select these as emulsifiers:
Glyceryl stearate [HLB = 3.8 ± 1] and polysorbate 80 [HLB = 15 ± 1]
We need to find a blend that will equal 8.22 +/- 1. So we calculate: 8.22 = (100-X%/100) × 3.8 + (X%/100) × 15. Thus, polysorbate 80 = X = 64% and glyceryl stearate = 100-X = 36%.
Coincidently our blend of emulsifiers is similar to the oil blend of 65/35.
So to build a formula, most systems contain a water phase, oil phase and a miscellaneous “stuff” phase. Now in our formulation we said our oil phase is 22% and let’s say, for example, the miscellaneous stuff phase is 3%. So what is the needed HLB at that concentration? We know that 22% of the formula is equal to 100% of the oil phase, and since the oil phase is 65% soybean oil and 35% mineral oil, X = conc. soybean oil = (65/100)/(22/100) = 14.3% of the formula, and (22% – X) = conc. mineral oil = 7.7%.
Now to determine the required HLB for the formula: soybean oil (HLB 7) = (14.3%/100) × 7 = 1.00 and mineral oil (HLB 10.5) = (7.7%/100) × 10.5 = 0.81. Thus, the required HLB is 1.81 for the formula or 1.81% of the formula will be our emulsifier blend.
This is where the art comes in. Remember part of the miscellaneous stuff phase also will compete for the emulsifier. So as a rule of thumb, we might start by using 2% of our emulsifier blend in the formula and mix and test for the needed stability. If it’s not the needed stability, we simply add a little more and retest.
This has been a pretty simplified explanation, but I hope you can see that the various emulsions we encounter in our daily life, including those formulated by Mother Nature and certain types of MWFs in particular, are a pretty sophisticated blend of science and art.
 Bob Gresham is STLE’s director of professional development. You can reach him at rgresham@stle.org
Bob Gresham is STLE’s director of professional development. You can reach him at rgresham@stle.org.