Onsite oil reclamation
Nancy McGuire, Contributing Editor | TLT Feature Article October 2015
How oil reclamation services keep operations running smoothly, reduce liability and produce major cost savings.
KEY CONCEPTS
•
Reclamation cleans an oil stream and returns it to service, often without stopping operations.
•
Onsite oil reclamation saves significant costs and avoids transportation liability.
•
Oil streams with fewer additives make the best candidates for reclamation.
WHEN YOU HAVE A LARGE PRODUCTION PLANT, shutting it down to fix one broken seal is a money-losing proposition. When your plant uses enough oil each year to fill several Olympic-sized swimming pools, it’s just good business sense to make that oil last as long as possible.
Reclamation is “part of the whole cycle of oil,” says David Scott, data analyst at Analysts, Inc., in Suwanee, Ga. Scott has been in the reclamation business for more than 20 years and he has watched the industry evolve. Analysts, Inc., deals largely with trucking companies, power plants and the construction industry. “Some people just dispose of their used oil, but in industrial streams most oils can be reclaimed. The cost savings are tremendous over purchasing new oil,” he says.
Reclamation (also referred to as reconditioning) is distinct from recycling in that the oil is not re-refined or used as fuel. Rather, a single oil stream is filtered, dried, de-aerated and sent back into service—often while the equipment is still running.
Oil reclamation is a small field, Scott continues. There are about 12 major reclamation services in the U.S., and of those about four are “big players.” It’s a tight-knit group, he says. Because the services are spread across the country, they are usually not in direct competition with each other. Representatives from the various companies meet annually to share lessons learned, swap stories and fill each other in on advances in technology.
Companies that sell and distribute petroleum products also are getting into the reclamation business. Even though reclamation means they are selling less oil, they know this is a service that their customers will use (either from them or from someone else), and the green aspect is good marketing. Some of these companies, including Dilmar Oil and O’Rourke Petroleum, have their reclamation services as a separate business division of the main company (
see Figure 1).
 Figure 1. Dilmar reclamation trucks that go to a client’s site and do the reclamation. (Photo courtesy of Billy Byrd and John Erickson, Dilmar Fluid Services.)
Figure 1. Dilmar reclamation trucks that go to a client’s site and do the reclamation. (Photo courtesy of Billy Byrd and John Erickson, Dilmar Fluid Services.)
The first onsite reclamation operations in the 1980s and 1990s were small independent companies, Scott says. In 1993 Texaco got into the business with its TFM program. That year Texaco trademarked the term “TFM Total Fluid Management,” but the program also is referred to as Texaco Fluid Management. This entry into the field by a major petroleum company was a pivotal moment, an indication that this service was ready to enter the mainstream.
“At first customers were scared to try it,” Scott says. They weren’t sure that the reclaimed oil would perform as well, without damaging their equipment. Slowly they gained confidence, and the cost savings won them over. Now, he says, some of the bigger reclamation operations have fleets of 18-wheelers loaded with filters, centrifuges and vacuum dehydrators ready to send to various customer sites (
see Figure 2).
 Figure 2. A vacuum dehydrator on the truck. (Photo courtesy of Billy Byrd and John Erickson, Dilmar Fluid Services.)
WHO, WHY, HOW OFTEN
Figure 2. A vacuum dehydrator on the truck. (Photo courtesy of Billy Byrd and John Erickson, Dilmar Fluid Services.)
WHO, WHY, HOW OFTEN
After a major leak or flood, oil reclamation can save a company a lot of money over the cost of replacing oil. “It’s pretty much an economic decision,” says Sania Harvey, sales manager for Lubrecon (O’Rourke Petroleum’s oil reconditioning business) based in Houston. If you’re using an inexpensive oil (less than about $8-$10 a gallon) or you’re only talking about 200-300 gallons or less, you might just replace it, she says. Reclamation services come into play when you are dealing with more than 500 gallons of oil, if the oil you are using is expensive or if you have water leaking into the oil but you can’t shut down operations to deal with it immediately.
Some customers only do reclamation after a major water leak or an oil spill. Others routinely reclaim their oil on a monthly or even a weekly basis, says Scott. He notes that reclamation is not the same as routine filtration or dehydration processes, which go on continuously. Reclamation services divert the oil stream, either during a shutdown or by connecting a bypass line to a reservoir. Reclaimers put the oil through processes that may include centrifuging and vacuum dehydration before returning it to operations using a line connected to a different location in the reservoir.
“Water-intensive processes like paper manufacturing and power generation, which are prohibitively expensive to shut down, do routine reclamations as a preventive measure,” says John Erickson, manager for Dilmar Fluid Services, a Columbia, S.C., business unit of Dilmar Oil Co., Inc. (
see Figure 3). In some cases, like polymer-injection molds or aluminum extruders, the equipment normally drips oil that can be caught in a pan or sump and reclaimed.
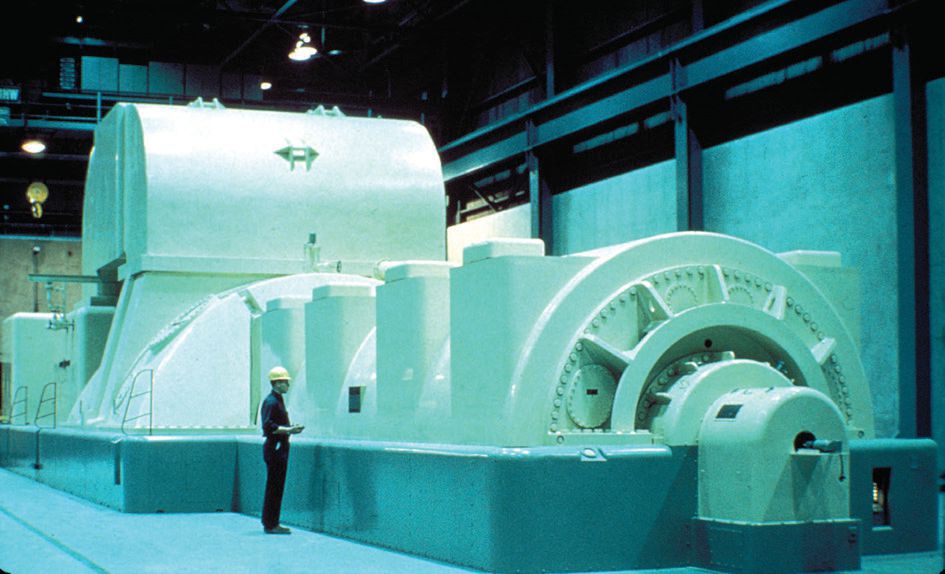 Figure 3. Many modern steam turbine generators do routine reclamations. (Photo courtesy of NRC.)
Figure 3. Many modern steam turbine generators do routine reclamations. (Photo courtesy of NRC.)
Reclamation can be a temporary fix that keeps equipment running until a scheduled shutdown. For example, bearing manufacturers often find that it is cheaper to keep a forging furnace running with a leaking seal and reclaim the leaked oil until a shutdown can be scheduled to fix the problem. Dehydrating the oil and putting it back into service can keep water from causing the machinery to malfunction. “In that case, the machine shuts down whether they want it to or not,” says Erickson.
Pollution and disposal regulations enter into the picture as well, mostly in the form of disposal laws, offsite disposal liability and waste hauling costs. Scott notes that some of Analysts’ customers are now disposing of about 30,000 gallons of oil a year rather than 1.5 million-plus gallons because they are reclaiming their oil.
WHAT THEY TAKE OUT
Getting the water out of oil is one of the main jobs of an oil reclamation service. Water is present in oil as free, emulsified or dissolved water.
A centrifuge that spins the oil at high speeds can remove large amounts of free water and particulates. Free water collects near the outer walls of the rotor chamber and can be drained off. Particulates collect on the walls of the rotor, leaving the clean oil to flow out of the outlet port. Centrifuging does not remove emulsified and dissolved water, and it can introduce air into the oil.
Filtration systems remove particulates and sludge from the oil. Press-type filters are mechanically simple, but they can introduce air into the oil stream. Coalescing filters, consisting of tubes with hydrophilic cores, cause small water droplets to accumulate in the core, coalescing into larger drops that drain away under gravity. Coalescing filters also remove submicron solids from an oil stream.
Vacuum distillation is today’s method of choice for removing water and gases from oil. Vacuum distillation removes free, emulsified and dissolved water by reducing the pressure on the fluid to the point where the water boils off at a lower-than-normal temperature. This drives off the water without heating the oil enough to degrade it, and it can reduce the water content of the oil to a few tens of parts per million. In addition, this method removes air and other volatiles from the oil. Removing large amounts of water this way can be a slow process, however. “A cleanup run for a big problem can take several days,” Erickson notes.
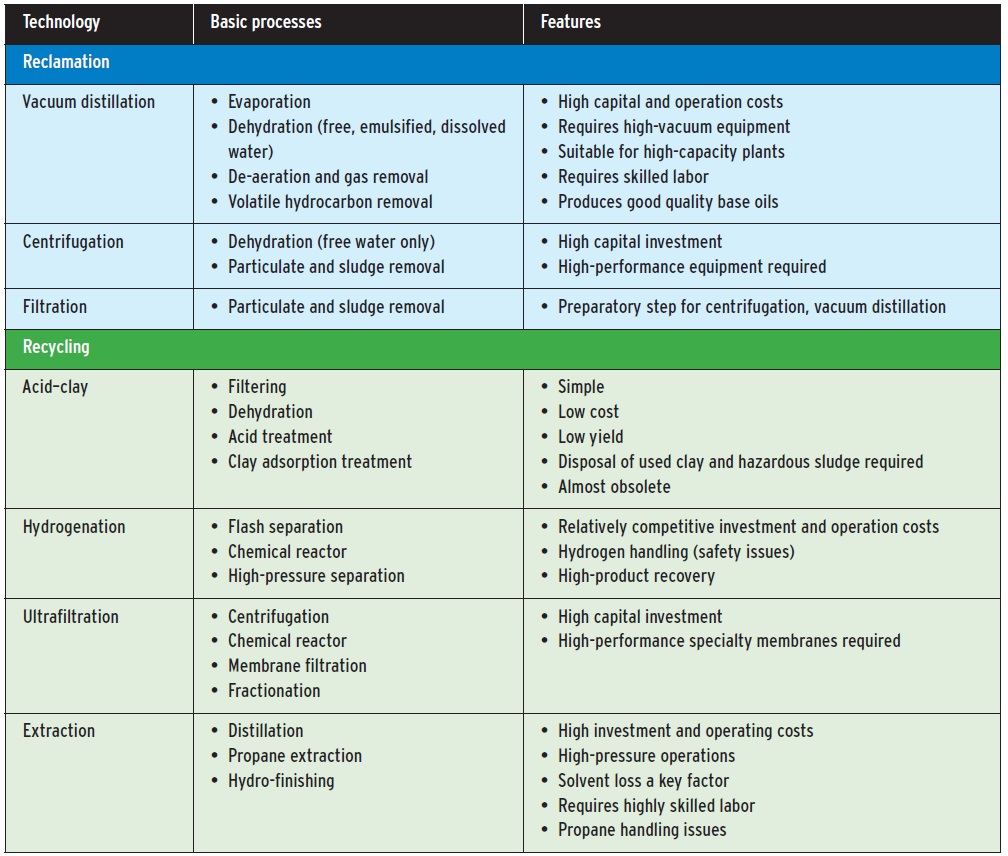
Harvey says that Lubrecon’s vacuum dehydrators can process 45 gallons of oil per minute. They use two units at a typical site, and the results are three times drier than a 50 gallon-per-minute vacuum dehydrator coupled to a centrifuge. If you have enough free water to require pretreatment with a centrifuge, it’s often just as easy to let the oil stand to let the water separate out, drain it off and then send the oil directly to the vacuum dehydrator, she says (
see Table 1).
Table 1. Reclaiming and Recycling Oil: Technology Options (1)
 RECLAMATION SERVICES
RECLAMATION SERVICES
Erickson notes that Dilmar provides very similar services to those of companies that only do fluid services. The parent company sells various lines of new-oil products, but the fluid services unit takes care of whatever type of oil the customer is using. “We have one client who uses a brand we don’t stock, but we buy that brand just to keep that client supplied,” he says. The company orders just enough to replenish the oil for that client but does not keep it in stock. His company also performs reclamation services for some clients who buy their new oil elsewhere. Dilmar provides technical support, including laboratory analysis and follow-up services.
Harvey says that her company provides onsite oil flushes, filtration, vacuum dehydration and de-aeration as well as condition monitoring for its clients’ equipment. Lubrecon personnel provide the in-plant labor for these services, and they also offer training classes on a variety of topics.
Early reclamation service businesses took a customer’s oil off-site to a centralized facility for cleanup, says Scott. Sometimes batch mix-ups resulted in a customer getting the wrong oil back. Today off-site reclamation is mostly used for small batches of oil, anywhere from 250 gallons to about 500 gallons.
“Two hundred and seventy-five gallons is not enough to bring in a 53-foot tractor trailer for an onsite reclamation,” explains Erickson. About five years ago, Dilmar set up a program for off-site reclamations for customers within its delivery radius.
Erickson emphasizes that reclamation deals with reusing an oil product in its original application. “Segregation is key,” he says. Thus, Dilmar’s small-batch customers who have their oil reclaimed off-site know that each customer’s oil is kept in a separate container and processed by itself before being returned to them. A tight chain of custody keeps all the batches straight. This keeps the customer whose process requires demanding standards from inheriting problems from another customer using a similar oil for less-demanding applications.
For customers with larger oil streams, onsite reclamation reduces or eliminates their off-site disposal liability. If a customer’s used oil is being shipped off site and the truck turns over on the highway, the customer is still liable for that oil, Erickson says. By reclaiming the used oil onsite, the customer is only left to dispose of the extracted water, filter residues and other contaminants.
When oil is shipped off site for reclamation, it has to be replaced with new oil or the equipment has to be shut down until the oil is returned. Onsite reclamation, the most common procedure used today for large operations, generates more trust from the customer because they know they are getting their own oil back from the same oil stream.
Onsite reclamations can be performed in one of two main ways. Some operations have a “dirty tank” into which used oil flows. This oil is pumped onto the reclamation truck and put through the cleanup process before it is returned to the “clean tank” to be put back into use. This method cleans the overall oil stream faster, but it requires a partial or complete shutdown.
Other operations use “kidney loop” dialysis in which a bypass line is connected to an oil reservoir. The oil continuously flows through the filtration and dehydration system in the dialysis loop as the plant continues to operate, and the clean oil is returned to the reservoir. This method is slower because clean oil is mixed with dirty oil, but the whole stream gradually gets cleaner and there is no interruption of operations.
Just as oils from different customers are kept apart, different oil streams from the same plant operation must be kept separate in order for reclamation to be effective. “Machine tools with multiple oil streams that mix together aren’t good candidates for reclamation,” Erickson says. Hydraulic systems, which keep their fluid streams isolated, are much better candidates.
RECLAMATION VERSUS ROUTINE
Why doesn’t a plant operation just install filters and dryers online and clean up its oil continuously? For one thing, the equipment is very expensive. Some paper mills do have online oil dryers because of the large amounts of water involved in paper processing. Even those operations will call in an oil reclamation outfit when they have a large leak or other malfunction that releases more water than their dryers can handle.
A paper mill can be as long as a football field, says Erickson, and shutting it down can cost tens of thousands of dollars an hour in lost production. Many power plants and paper mills schedule planned outages so they can clean and inspect reservoirs (
see Figure 4). This is an ideal time to perform oil reclamation services. “They can start with a clean slate,” he says.
 Figure 4. Many paper mills schedule planned outages so they can clean and inspect reservoirs. (Photo courtesy of Chris Allen and licensed under the Creative Commons Attribution-Share Alike 2.0 Generic License.)
Figure 4. Many paper mills schedule planned outages so they can clean and inspect reservoirs. (Photo courtesy of Chris Allen and licensed under the Creative Commons Attribution-Share Alike 2.0 Generic License.)
Erickson tells of one client who had a rotating maintenance cycle, taking a few reservoirs offline at a time for maintenance, while leaving the others in operation. One year, when the client had all the reservoirs cleaned at once, they noticed a significant improvement in productivity and reliability along with a decrease in downtime. Now this client cleans all its reservoirs at once on a routine basis.
Some clients try to reclaim every drop that they can and they push it too far, says Erickson. “You can be penny wise and pound foolish,” he says, referring to customers who try to reclaim oil that is too contaminated or degraded to be reused. He tells of one client who tried to clean up an oil spill using a detergent product. The client mixed that oil with the rest of the batch for reclamation, spreading the detergent throughout the batch. The detergent emulsified the free water in the oil, making the centrifuge ineffective, and vacuum dehydration was needed to remove a large amount of water from the entire batch.
ADDITIVES
When it comes to reclaiming oil, the fewer additives the better, says Harvey. For this reason, turbine oils, hydraulic fluids, compressor oils, some gear oils and PAO-based oils make good candidates for reclamation. Because many additives keep water in suspension, engine oils, transmission fluid and oils with high-pressure additives are not as amenable to reclamation.
Hydraulic oil is a good candidate for reclamation because it is formulated so that water separates out easily. Tank outlets are at the top to avoid drawing the water on the bottom back into the system. In contrast, motor oils have emulsifiers that keep water suspended in the oil, making it harder to remove. “You don’t want to start your car in the morning and pull in a big plug of water from the bottom of your crankcase,” Erickson says.
Harvey notes that Lubrecon does not generally top off additives as a part of its services. “The newer Group II oils don’t lose additives,” she says. In fact, Lubrecon does not recommend topping off additives except under very specific conditions. Unpredictable interactions of fresh additives with used oil and other compatibility problems mean that “you could wind up with a glob of additives in the bottom of the reservoir,” she says. Some antioxidants such as amines and phenols (depending on oil brand and chemistry already in the oil) have to be added under very strict conditions, she continues. Lubrecon works with a consulting company that tests for compatibility in cases where additive fortification is necessary.
Vacuum dehydration itself doesn’t take additives out of oil, but Harvey notes that water can wash out additives. Keeping the oil dry can keep this problem under control, she says. Dehydration does not remove additives that are still mixed in with the oil, and it does not degrade the oil. “You can reclaim the oil indefinitely,” she says. You still get normal wear and tear from your operations, but this is not due to the reclamation process. However, additives that are dissolved in water can be removed, and additives like foam inhibitors can accumulate near the surface and accumulate on filter surfaces, so it’s important to monitor additive levels and run oil analysis on a routine basis.
Erickson’s customers top off additive levels more routinely, either by adding them directly or by blending in new oil. Various customers have different requirements for oil that go back into their systems. One of Erickson’s more demanding customers routinely adds in 40% of new oil to maintain additive levels, viscosity and other properties (
see Figure 5). This customer can run his operations indefinitely with this level of replenishment, Erickson says. On the other hand, customers who try to reclaim, say, 95% of their oil, might experience poor performance because the oil degrades, loses additives and deposits varnish during operations.
 Figure 5. Capillary tube viscometer measures viscosity at 40 C, a typical test for industrial oils. (Photo courtesy of David Scott, Analysts, Inc.)
ANALYSIS
Figure 5. Capillary tube viscometer measures viscosity at 40 C, a typical test for industrial oils. (Photo courtesy of David Scott, Analysts, Inc.)
ANALYSIS
Dilmar analyzes the oils it reclaims, Erickson says. That lets the company guarantee the reclaimed oils it returns to customers. Dilmar doesn’t usually have to re-run a reclamation, but if something goes wrong after the fact, they work with the customer to get things back on track.
The major players in reclamation always send samples in for lab analysis, says Scott. “We get a ‘before’ and an ‘after’ sample.” This lets the customer evaluate how much of an improvement has been made and verifies that the oil is fit to be put back into service. This also gives the customer an idea of what aspects of the operation to concentrate on and identifies sources of potential problems.
Analysts, Inc., works for reclamation services or directly for the customers whose oil is being reclaimed, depending on the circumstances. Because Analysts is a certified lab, oil reclamation businesses hire them as an independent third party to verify the results of the cleanup.
Some of the larger reclamation services (which may be a part of an oil distributing business) use Analysts’ services as a component of their total fluid management package, which they market under their own company brand. At other times, customers will send samples directly to the lab for testing if they suspect a problem with a lubricant, hydraulic fluid or turbine oil stream.
Lab analysis results also help the reclamation service companies plan their processes. The lab can give the service a heads up that they need to pack extra filters onto the truck if a client’s operation is generating a large amount of debris, for example. A reading on the amount of water in an oil stream can help the reclamation crew estimate how long it will take for a dehydration run.
Analysts, Inc., runs the tests and reports the results, and its certified staff interprets the lab data and make recommendations to the client. The client may need to watch a specific set of filters more closely for debris accumulation or check machine parts for excessive wear. Staff members responsible for making recommendations go through a stringent certification process and must be recertified periodically to keep their credentials current.
Lab testing focuses on the details, including wear metals and additive concentrations, in contrast with field tests like laser particle counters (
a lab version shown in Figure 6) or leak detection instruments. Common lab tests include inductively coupled plasma–optical emissions spectrometry (
ICP–OES, see Figure 7) and Fourier transform infrared spectroscopy (
FTIR, see Figure 8). Other tests include demulsibility (readiness to shed water), air release properties (foam stability), flash point, pour point, cold crank (lubricant performance in a cold engine), water tests, acid and base numbers (
see Figure 9), pH and oil color (an indicator of degradation or oxidation products).
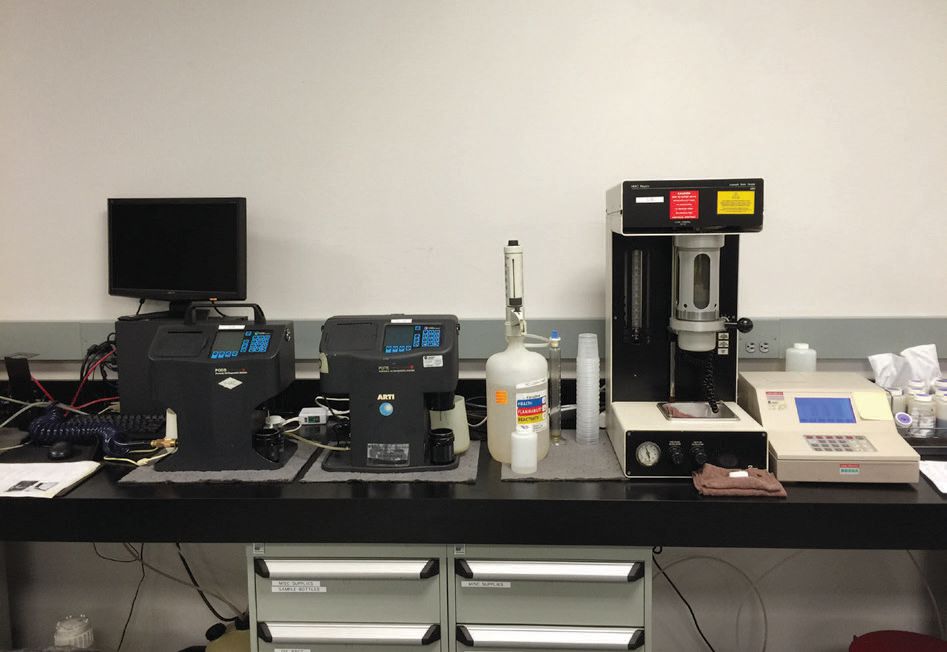 Figure 6. Particle counters spot mechanical wear early on. (Photo courtesy of David Scott, Analysts, Inc.)
Figure 6. Particle counters spot mechanical wear early on. (Photo courtesy of David Scott, Analysts, Inc.)
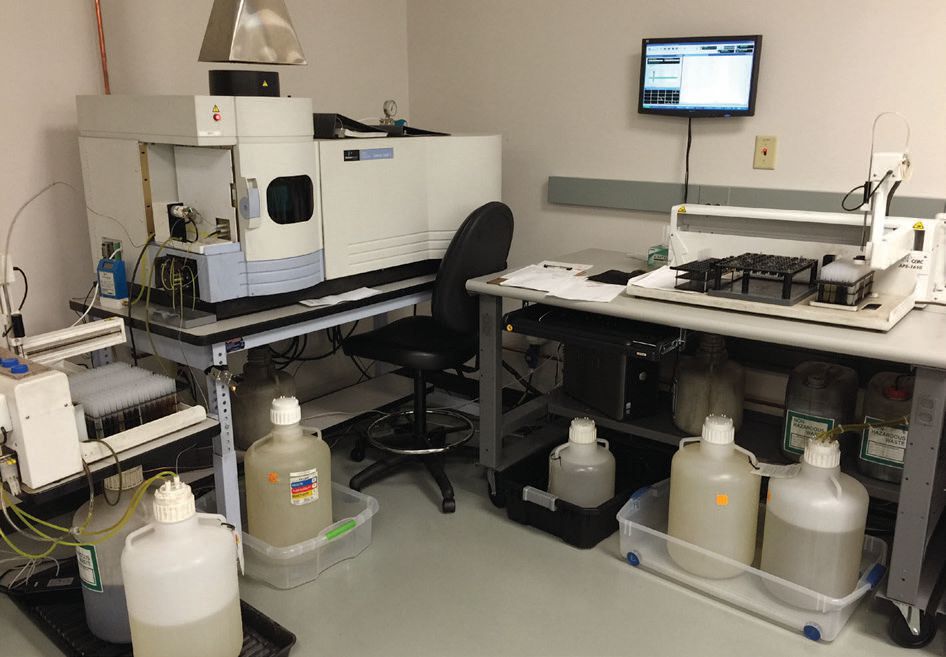 Figure 7. An inductively coupled plasma unit identifies metallic elements in oil. (Photo courtesy of David Scott, Analysts, Inc.)
Figure 7. An inductively coupled plasma unit identifies metallic elements in oil. (Photo courtesy of David Scott, Analysts, Inc.)
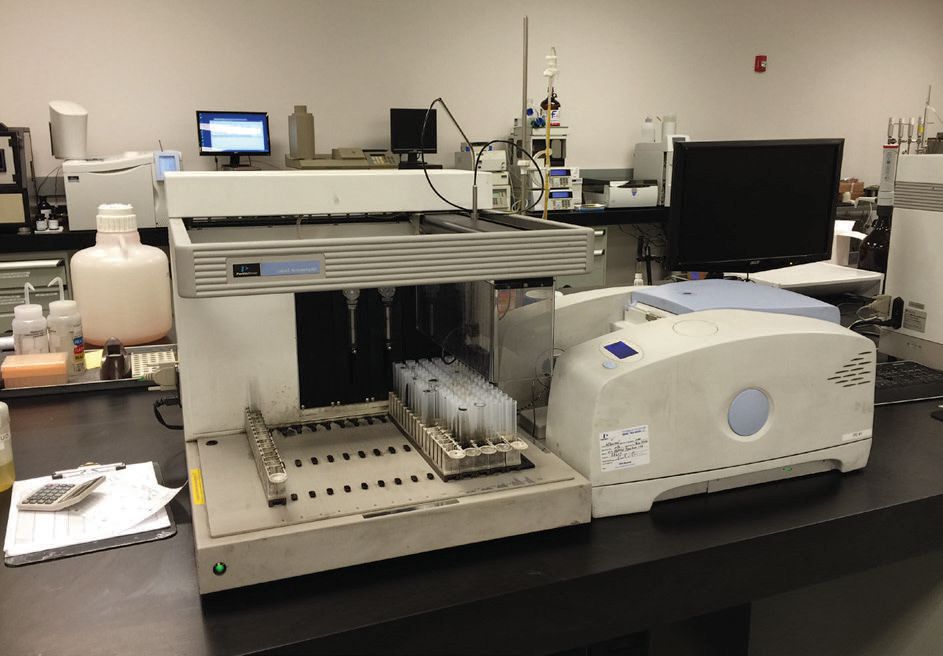 Figure 8. Fourier transform infrared analysis identifies organic compounds. (Photo courtesy of David Scott, Analysts, Inc.)
Figure 8. Fourier transform infrared analysis identifies organic compounds. (Photo courtesy of David Scott, Analysts, Inc.)
 Figure 9. Lab setup for measuring acid and base numbers. (Photo courtesy of David Scott, Analysts, Inc.)
FUTURE TRENDS
Figure 9. Lab setup for measuring acid and base numbers. (Photo courtesy of David Scott, Analysts, Inc.)
FUTURE TRENDS
Progress in the oil reclamation business tends to be evolutionary rather than revolutionary. Existing technologies like vacuum dehydrators are becoming more efficient in response to customer demand. Reclamation and oil analysis technologies and methods evolve in tandem with changes in oils, additives and industrial processes.
With the newer oils, Group III oils and synthetics, “I can only see the reclamation thing growing,” says Erickson. Oils last a lot longer now, but a dirty oil will always cause problems. Oils that test well in terms of acid number and oxidation can still cause problems in terms of particulates. Thus, he foresees a growing need for services that keep the new oils clean and up to standards.
“Also, oil isn’t getting cheaper,” Erickson says. Temporary drops in oil prices may not filter down to the customer because recyclers sometimes pay less for a customer’s used oil (or even charge them for hauling it away) to make up for their loss in profits from selling recycled oil. Reclaiming and reusing oil can cut expenses dramatically.
“There are always new things on the market,” says Harvey. More people are getting into the oil reclamation business, so competition is increasing. She notes that reclamation staff in some of the newer operations lack the experience necessary to deal with things like foam issues, so it pays to go with a reclamation service that has the necessary skills and equipment.
Scott notes that reclamation equipment is continually evolving as equipment manufacturers make their products more efficient. “We used to take out a tenth of a percent of water per pass,” he says, referring to older models of vacuum dehydrators. “Now we can take out 1% of water per pass.” Reclamation services are always improving their methods and applying what they learn from their operations, he says.
New types of services are on the horizon as well. For example, the power generation industry is taking an increasing interest in varnish removal. Lubrecon has started offering varnish mitigation and removal services, and other companies are considering getting involved in varnish removal. Lab tests for varnish in turbine oils and diesel fuels are more complex than for ordinary reclamation processes, and they follow a set of standard procedures provided by ASTM.
Currently reclamation services are not effective at removing spent additives or less-volatile dissolved species, including oxidation products. Some work is being done to develop processes that will remove these materials, but nothing is available yet on a commercial scale.
As more businesses look to cut costs, down time and waste, they discover that, with the right treatment, oil can be just as good the second (and third and fourth) time around.
REFERENCE
1.
United Nations Environment Programme, International Environmental Technology Centre. (2013), “Policy brief on waste oil: What, why and how.” From
here.
 Nancy McGuire is a free-lance writer based in Silver Spring, Md. You can contact her at nmcguire@wordchemist.com
Nancy McGuire is a free-lance writer based in Silver Spring, Md. You can contact her at nmcguire@wordchemist.com.