Complexity in ISFA (in-service fluid analysis): Part XVIII
Jack Poley | TLT On Condition Monitoring September 2014
Evaulating new techniques for monitoring machinery fluids.
LET’S TAKE A LOOK AT HOLISTIC CONDITION MONITORING (HCM) in a more general context.
I’ve provided Figure 1 as a partial listing of condition monitoring approaches that apply to the majority of CM programs. This may give us some grounding as to where these approaches can be fit to our best advantage (i.e., best information).
Most CM programs are performed using one or more of the techniques shown in Figure 1.
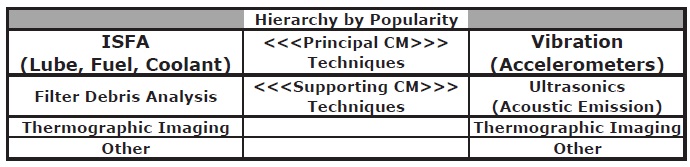 Figure 1.
Figure 1.
I’ve listed these techniques/approaches in terms of their popularity and their extent of usage throughout the maintenance communities. It’s important to understand, or at least consider, that the two proliferated techniques, ISFA and VIB, are not always the best (first) thing to consider in performing CM on specific component types, especially when there are special circumstances. It’s already well known that there are times when VIB trumps ISFA and vice versa, in addition to occasional corroboration (the best case scenario). ISFA zealots such as myself will say, “Well, most of the time if you have only one avenue to select because of budget or other restriction, it should be ISFA.” Guilty—and likely correct more often than not. That could be as little as 51 percent. One wouldn’t normally like such odds in a money situation, gamblers excepted.
Things have happened in the CM world where tried-and-true techniques are being challenged and, in some cases, thwarted, due to changes in lubricants or filtration or application. Following are some things to consider in that regard.
INSTRUMENT BLINDNESS OR PROGRAM MISDIRECTION
UV Spectrometers. These time-honored stalwarts are the nucleus of most ISFA programs. Yet, they’ve never been highly effective in monitoring component types such as gas turbines when it comes to detecting wear. Progressive gas turbine CM programs utilize particle counting and maybe large ferrous debris detection instruments, such as PQ testing, or even occasional analytical ferrography (if judgment and budget align) to address the particle size issues inherent in UV spectrometric instruments, which has been covered in previous columns.
Years after I began writing this column, new technology was developed that offers a unique alternative approach to wear metals identification of particles larger than, say, 4μ, utilizing x-ray fluorescence (XRF) and a sample prep method aimed at isolating only particles that are 4μ or greater. Figure 2 shows such a device as part of a transportable suitcase package to monitor wear metal particles from 4- to several hundred microns. This would seem to be more appropriate for gas turbines and the like (i.e., a variety of rotary-based mechanisms, as opposed to reciprocating machinery that tends to generate smaller particles more readily).
 Figure 2. (Courtesy of Spectro Scientific)
Figure 2. (Courtesy of Spectro Scientific)
It’s easy to say we should combine the two techniques and get the best of both worlds, but budgets tend to get in the way. The real question then is, presuming this new technology proves dependable and revealing, would we eschew the UV spectrometer for an XRF analysis that addressed only larger wear particles (4μ+)? If I owned a gas turbine, I might very well do just that. Maybe not today, but, after I’d seen more analytical results and machine performance outcomes, why not? We call this, at its best,
progress. Should this product prove successful over time, it could possibly be deemed another paradigm shift in ISFA, following the successful development and emergence of wear debris particle sensors.
While we love sensors, there’s really only one metal, iron (Fe), be it normally most important, that is well covered via sensors. The XRF depicted addresses the Big 4 metals: Fe, Al, Cu, Pb, as well as subordinate metals like Sn, Ag, etc.
Particles. Filtration is a savior for equipment. Yet, filtration is the enemy of wear metals and other particulates detection. The better filtration gets, the worse detection of wear gets, due to vanishing particles involving any spectrometric or XRF testing method where the lube is the targeted sample. What to do about that?
Simple. Ditch both techniques (feigned sacrilege) and start analyzing filter debris, either from the filter itself or from a device (there are several, one rather automated) that creates special filter patches for analyses. If that’s where the majority of particles end up, why not do this?
The answer, in fact, is that we in the industry have been doing this from the very first days of ISFA, but the tedium and mess of playing around with lube-wetted filters curtailed routine efforts in this regard, and the technique was never standardized. Now we have devices that can create patches that represent the debris, metallic and anything else that has been deposited. We also have very sophisticated microscopes with software to give us pattern recognition tagging capabilities and quantification algorithms, too. We also can get that debris analyzed quickly and accurately using, guess what, XRF, as well as SEM (scanning electron microscopy).
Of course, don’t ditch the lube analysis metals analyses entirely, but don’t depend on them entirely, either. Going back to the gas turbine, I’d rather have a filter patch test than a UV spectrometer result if I could only have one test between the two. Maybe this is progress with a regressive nature since we’re recapturing an old idea and adding technology to make it practical and affordable for what it can reveal.
VIB (and its subsets). Most vibration analysis/monitoring in the CM world is traditionally the realm of accelerometers, However, the use of probes and sensors to measure acoustic emissions (AE), where frequencies of interest are much higher and different indications are often provided, is gaining popularity. Thus AE can sometimes be more effective than VIB for certain applications. Again, there is something to consider that may go against tradition.
Base number (BN): The forgotten test? Thirty years ago, for diesel engine oils used in over-the-road tractors, BN, next to VIS, may have been the most important test to perform in the ISFA packages used for such lubricants. Today’s fuels, however, at least in the U.S., and other developed countries, are virtually sulfur-free so that the presence of strong acid (i.e., sulfuric acid that creates corrosion when moisture is available) is essentially non-existent.
Why, then, is BN still a routine test in many diesel lube packages? Why, indeed? I cannot remember the last time I saw a depleted BN in a used lube test result for a typical small-to-medium-sized diesel engine under standard operating conditions. Nowadays oxidation and fuel soot are, by far, of greater concern. Put another way, BN is almost always the last additive-oriented test to show signs of depletion versus other degradation developments. Old habits are hard to break.
CM TECHNOLOGY
New thinking and the development of technology to support it has brought about new, potentially effective ways of monitoring machinery and its fluids. Accordingly, existing monitoring strategies and packages need periodic assessments to ascertain if additional, beneficial information can be gained—information that can bolster ROI from CM implementation.
 Jack Poley is managing partner of Condition Monitoring International (CMI), Miami, consultants in fluid analysis. You can reach him at jpoley@conditionmonitoringintl.com
Jack Poley is managing partner of Condition Monitoring International (CMI), Miami, consultants in fluid analysis. You can reach him at jpoley@conditionmonitoringintl.com.
For more information about CMI, visit www.conditionmonitoringintl.com.