Selecting the best grease for rolling element bearings
Trudy E. Bell, Contributing Editor | TLT Webinars May 2014
Load, speed, temperature and lubricant-delivery system are among the key factors you must consider.
KEY CONCEPTS
•
When rolling element bearings fail, improper lubrication is the culprit half the time.
•
The optimum grease depends on load, speed, temperature, environmental conditions and lubricant-delivery system.
•
Based on the application, there are several ways to estimate the grease’s base oil viscosity and chemistry, thickener and additives.
MEET THE PRESENTER
This article is based on a Webinar originally presented by STLE University. “Grease selection for rolling element bearings” is available at
www.stle.org: $39 to STLE members, $59 for all others.
Dr. Paul Shiller is a research scientist at the University of Akron and an adjunct professor of chemistry at Kent State University in Kent, Ohio. He has a doctorate in physical chemistry and a master’s degree in chemical engineering from Case Western Reserve University in Cleveland. You can reach Paul at
paul.shiller@uakron.edu.
 Dr. Paul Shiller
Dr. Paul Shiller
BEARINGS WITH ROLLING ELEMENTS—be those elements balls, cylinders or tapered—are widely used for many applications, including those under heavy loads and/or operating at low speeds (think haul trucks, moveable stadium domes or bank-vault doors). When a rolling element bearing fails, half the time the cause can be traced back to some aspect of the lubricant such as:
•
Insufficient lubrication (either in quantity or viscosity)
•
Deterioration of the lubricant (due either to excess temperatures or improper relubrication interval)
•
Contamination of the lubricant or bearing
•
Use of grease when oil was required or selection of the incorrect grease for the application.
Less than half the time does a rolling element bearing fail due to improper mounting, metal fatigue or other causes.
Given also that many applications today rely on sealed bearings, where the lubricant is never replaced for the life of the bearing, it is clear that as much care needs to be devoted to the choice of the lubricant as to the design of the bearing and its housing. While choice of an oil is relatively easy, choice of a grease still is not. Thus, understanding grease and the choices at hand was the topic of a November 2013 STLE University Webinar by Dr. Paul Shiller, an STLE member and research scientist in the University of Akron’s Civil Engineering Department in Akron, Ohio.
GREASE OR OIL?
According to Shiller, rolling element bearings are classified by the shape of the rolling element, which determines the shape of the contact area between surfaces (
see Figure 1). A
ball bearing has only a single point of contact with a raceway, so all the load is carried by a single point. A
spherical roller bearing is like a ball with two opposite sides chopped off, so it is important to be aware of stresses at the edges. A
cylindrical roller bearing has an entire line of contact and can carry much more load than a ball or spherical roller bearing. (A needle bearing is a special case of a cylindrical bearing where the length is much greater than the diameter.) All three are good for applications where the load is either radial or axial. A
tapered roller bearing, designed to roll around a cone, also has a line contact, and is good for supporting a load that is combined axial and radial. Shiller commented that no matter their shape, the bearings are housed in an inner and outer raceway with the rolling elements themselves housed in a cage.
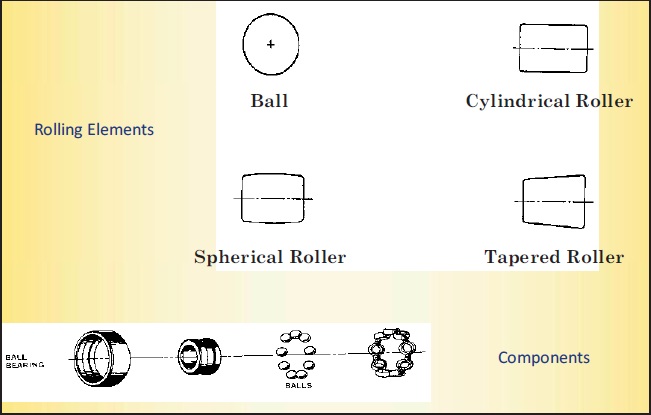 Figure 1. Bearings classified by rolling element shape.
Figure 1. Bearings classified by rolling element shape.
(Graphics courtesy of Paul Shiller, University of Akron)
For all rolling element bearings, lubrication is intended to control friction and wear between the rolling element and the raceway by developing a film of lubricant between them. That lubricant film not only separates the mating surfaces but also transfers heat away from the bearing surfaces and protects them from corrosion and dirt.
Rolling element bearings can be packed with either oil or grease—so which is better? “There are advantages to each,” Shiller noted. “Oils are high-speed lubricants while greases are low-speed lubricants.” Oil has better heat dissipation, as the oil can be continually pumped through a bearing. It also can be filtered, removing particulates and other contaminants, and has low internal friction. So oil is superior for high-speed applications. Grease, on the other hand, stays in place, prevents entry of contaminants and does not require pumps, filters or radiators. For all these reasons, grease is the lubricant of choice where bearing surfaces move less than 2,500 feet per minute, about 5,000 rpm for a 2-inch bore.
What exactly is grease? Shiller noted that the National Lubricating Grease Institute (NLGI) defines grease as “a solid to semifluid dispersion of a thickening agent in a liquid lubricant.” Greases are 80 to 90 percent oil, 5 to 15 percent thickener and the rest additives. Choosing the optimum grease involves selecting not only the right base oil but also the right thickener and additives.
THE RIGHT BASE OIL
The first step is considering the viscosity needed in a base oil to create a fluid film that minimizes wear under the operating conditions. The fluid film in the bearing is created by a hydrodynamic mechanism somewhat analogous to hydroplaning in a car—formation of the fluid film depends not only on the viscosity of the base oil but also the speed of the bearing and its operating temperature. You want the fluid film to form as quickly as possible after the application starts but also persist over the full operating range of speed and temperatures. So the most important considerations in choosing the correct base oil for an application are viscosity, speed and temperature.
In general, for low-speed, high-load or high-temperature operation, you want a base oil with higher viscosity. Conversely, for high-speed, low-load or low-temperature operation, you want a base oil with lower viscosity. But the selection of viscosity requires thoughtfulness, as demonstrated in a graph Shiller presented that plots friction versus a function of speed (
see Figure 2). Oil thins—lowers in viscosity—as the temperature rises. Higher-viscosity base oils form a fluid film faster and reach lowest friction (and thus lowest wear) early—but at higher speed the friction increases as the bearing tries to push the thicker grease out of the way of the rolling elements. Lower viscosity base oils reach their point of lowest friction and lowest wear later, but the friction rises more slowly with increasing speed.
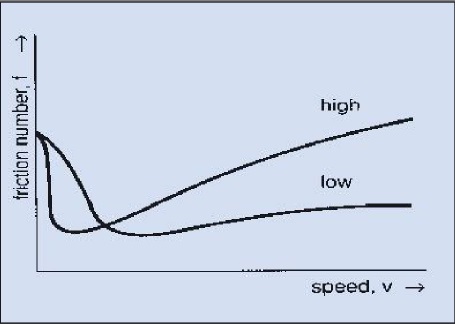 Figure 2. Effect of lubricant viscosity on lubricant condition.
Figure 2. Effect of lubricant viscosity on lubricant condition.
But other physics lurk in the background. The rolling elements actually deform elastically under high load, resulting in a contact area that is enlarged and nearly flat. Moreover, the viscosity of the fluid film actually varies exponentially with pressure across that contact area. That is desirable and, indeed, is the reason that oils and oil like materials are used for lubrication. In that contact area, you want the base oil’s viscosity to be very high so that it is not squirted out of the bearing under high load. In fact, measurements show that the viscosity of the base oil in the contact area rises to the point where the lubricating film is semisolid (
see Figure 3).
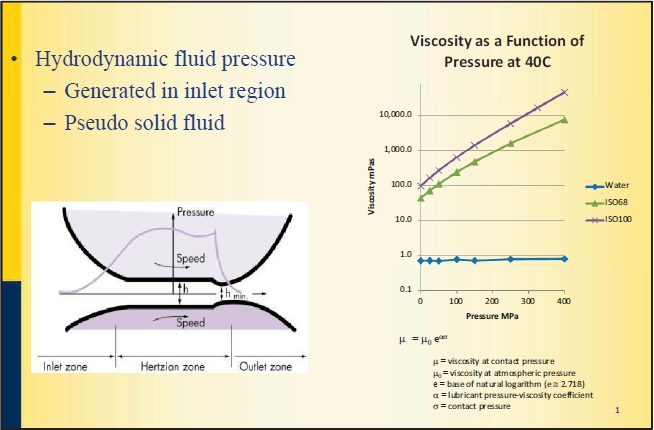 Figure 3. Fluid film lubrication.
Figure 3. Fluid film lubrication.
Since greases are 80 to 90 percent oil, what are the options for a base oil? Base oils for greases fall into four basic categories:
1. Mineral oils distilled from crude oil (petroleum) come into two types: paraffinic (oily or waxy) of long-chain hydrocarbons and napthenic (tacky) of cyclic hydrocarbons. General-purpose automotive grease is an example of a grease using paraffinic base oil, whereas marine greases use naphthenic base oils.
2. Synthetic oils come in various types depending on their chemistry, with four of the most common being polyalphaolefin (PAO), ester, polyglycol and alkylbenzenes. Greases with synthetic base oils are used in high-performance applications such as instrument bearings or jet engines or for special purposes such as flame resistant lubricants.
3. Natural oils are primarily vegetable oils: esters of fatty acids. Although in the past vegetable oils suffered because they oxidized rapidly, Shiller points out that greases made with natural oils are coming into favor as the world prepares for the day when it runs out of fossil fuels.
4. Exotic oils such as silicones and fluorinated fluids are synthetic and extremely expensive. They are especially useful in high-temperature applications needing low volatility such as for mechanisms deployed in the vacuum of space or inside nuclear reactors.
Across all categories, base oils typically have a viscosity ranging from 10 centistokes (roughly the viscosity of ethanol) to 1,500 cSt (roughly the viscosity of vegetable shortening).
Shiller detailed pros and cons of various types of base oils for greases depending on the intended application. For example, he notes that the principal advantage of PAO synthetics is that they run cooler than their mineral counterparts. They also maintain their viscosity over a wide range of temperatures, can tolerate longer relubrication intervals and are compatible with mineral and ester oils. On the other hand, PAO synthetics are expensive. They don’t wet metal surfaces well, and they don’t accept additives well.
Shiller discussed the steps for choosing a base oil for a specific application. First, you calculate the dN factor given by the bore diameter in millimeters times the rpm. In his example, he used a 20-mm bore at 10,000 rpm to get a dN factor of 200,000. Then you identify the operating temperature, “which for a new design might be a guess,” he notes. In the example, he gave 60 C (140 F). Then, using a chart that plots dN factor against operating temperature, you read off the recommended viscosity (
see Figure 4).
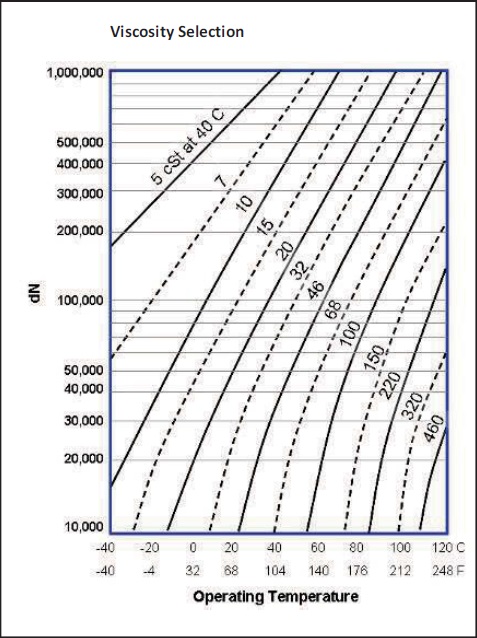 Figure 4. Estimating base oil viscosity – Step 1
Figure 4. Estimating base oil viscosity – Step 1
For the example, the viscosity recommended is between 20 and 32 cSt. Shiller notes that he likes to err on the high side of the specified viscosity so the fluid film forms earlier and is a little thicker. That produced a desired base oil with a viscosity of 32 cSt at 60 C. But all lubricant specifications give viscosity at only two temperatures: 40 C or 100 C. So Shiller showed a second table that allows you to figure out what International Standards Organization Viscosity Grade (ISO VG) of base oil are needed for a viscosity of 32 cST at 60 C (
see Figure 5). In his example, base oil required is an ISO VG 68.
 Figure 5. Estimating base oil viscosity – Step 2
Figure 5. Estimating base oil viscosity – Step 2
If the result falls between standard grades of oil, Shiller said that for many applications he prefers a viscosity one grade higher than specified. Grease lubrication differs in one key way from oil lubrication, Shiller cautions. For oil lubrication, the viscosity would stay at 68 cSt for the life of the oil (barring any deterioration or chemical changes). But for grease it is important to consider what effect the thickener has on the formation of the fluid film in the contact area. Bearings use oil often in a fully flooded condition, but greased bearing usually run in a starvation mode where there may not be enough lubricant to completely supply the contact area. Moreover, often the thickener itself adheres to surfaces or breaks down. So early on, the fluid film may be thicker than what was estimated from the oil viscosity, but as the grease ages the fluid film drops significantly below what you might have calculated for the base oil viscosity.
THE RIGHT THICKENER
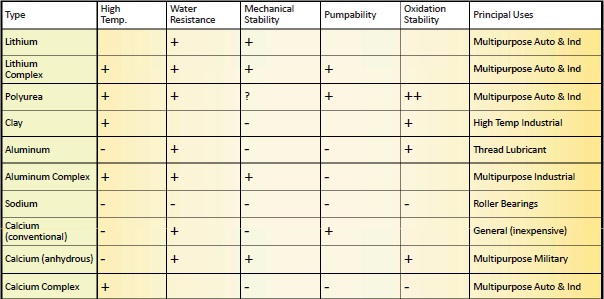
The next step in choosing the right grease is selecting a thickener optimum for your application. Thickeners come in two basic categories: soap and non-soap. Soap thickeners are the most common. Think Ivory soap, which is a sodium stearate. A simple soap thickener consists of one type of fatty acid. They include stearates of lithium (the most common), calcium or sodium. Specialized simple soaps may use barium and aluminum. A mixed soap consists of two simple soaps such as calcium and lithium in order to get the best of both worlds in the resulting thickener (lithium stearate is a good all-purpose soap for greases, and calcium stearate has good inherent extreme-pressure properties). A complex soap consists of fatty acids of different chain lengths, which prevent the thickener from crystallizing so you can attain a little higher operating temperature than with a simple soap. Non-soap thickeners include such specialty compounds as polyurea, clay and polymers, which do not crystalize and can be used for greases needing to operate at high temperatures.
Which is the right thickener? Different thickeners offer different properties, depending on the intended application. Table 1 summarizes some of the characteristics often sought in greases such as its performance at high temperatures, its water resistance, etc. For each characteristic, a plus sign (+) means good performance, no sign means average, and a minus sign (-) indicates poor performance.
Table 1. Selecting the Right Thickener.
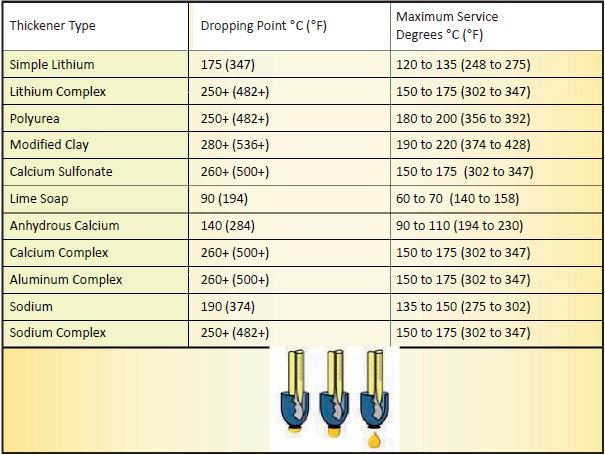
One important characteristic, especially for high operating temperatures, is a thickener’s dropping point—effectively, the melting point of a grease when the oil starts to separate out from the thickener (
see Table 2). “A good rule of thumb is that 50 C to 100 C degrees (122 F to 212 F) below the dropping point is your maximum service temperature,” Shiller said.
Table 2. Dropping Point vs. Service Temperatures.
Greases are not commonly pumped through a bearing in operation like an oil because pumping can separate the oil and thickener. Indeed, if a bearing is to operate with a vertical shaft, you may wish for the thickener to stick where it is put rather than oozing downward. Greases are given a numerical grade according to a scale published by NLGI for their stiffness based on how far a standard cone in a cone penetrometer penetrates into the grease in five seconds (
see Figure 6). A No. 2 grade is common for most applications. An NLGI number of 0 or 00 is more pumpable. An NLGI number of 6 is called “brick” grade, almost like a brick of wax. It may be used for some rail applications or wire lubrication. For a vertical shaft, a No. 3 grade would stay in place better than NLGI grade 2.
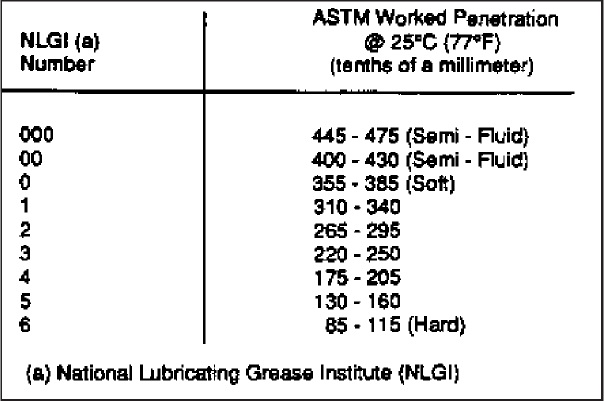 Figure 6. NLGI system for grading of greases.
ADDITIVE SELECTION
Figure 6. NLGI system for grading of greases.
ADDITIVE SELECTION
Additives are materials added to improve specific properties of a grease. Choose additives with care. Inorganic additives should be used only when required because decomposition products may be corrosive or may become abrasive. Fatigue testing shows that additives can affect the life of the bearing positively or negatively, especially if moisture gets into the bearing.
Additives come in six common types:
1.
Oxidation Inhibitors: Inhibit oxidation by reacting with oxygen.
2.
Rust/Corrosion Inhibitors: Block corrosion by creating a barrier to water or emulsifying with water.
3.
Viscosity Index Improvers: (Not much used in grease) decrease the sensitivity of a grease to thin with increasing temperature.
4.
Tackiness Agents: Make a grease stick better, even in the presence of water (for example, in marine applications) and resist the tendency for the base oil to be washed away by water.
5.
Antiwear (AW) Agents: Reduce wear; commonly phosphorous compounds are used in hydraulic fluids.
6.
Extreme-Pressure (EP) Additives: Extend wear under pressure; commonly sulfur-phosphorous compounds are activated by localized high temperatures. They are good for gears and needed in sliding contact.
OTHER CONSIDERATIONS
Once you’ve tailored the characteristics of the optimum grease, you need to determine the right fill needed for the bearings in your application—that is, the amount of grease in the bearing compared to the amount of empty volume. More grease is not usually better—indeed, too much grease can lead to high friction and runaway high temperatures that could be harmful for the bearing (a situation aggravated in warm weather). Many automotive applications use only a 60 percent fill. Many railway applications use only 40 percent fill. NASCAR race cars may use as little as 10 percent fill— just a thin layer. Of course, some race cars last only 500 miles.
Shiller also touched on packing a bearing with grease, emphasizing the necessity of forcing the grease between the rollers and the cage.
Shiller gave examples of choices of greases for a range of applications (
see Table 3). He also offered guidance in two common challenging applications in industry. In industrial wet environments (sealed work-roll bearing) with heavy load, moderate speed and operating temperature under 93 C, the challenge is to resist water washout and corrosion. Shiller recommended a mineral base oil of ISO 460 in a thickener of calcium sulfonate or a lithium complex. For a heavy-duty industrial application with high load at low speed, you want a heavier base oil of ISO 460 or higher and good sealing properties against contamination. Good grease choices might be a mineral oil in a thickener of calcium sulfonate or lithium complex with a solid EP additive such as a molybdenum disulfide or graphite or tungsten disulfide.
Table 3. Example Grease Properties for Different Applications.
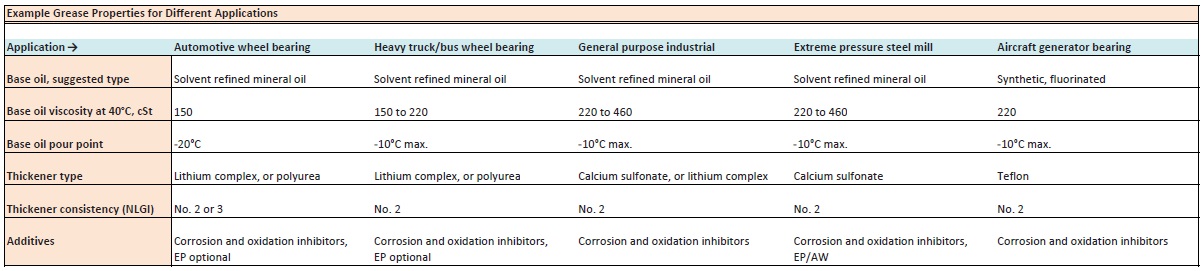 Note: The viscosity index for all base oils is 80. EP = Extreme pressure; EP/AW – Extreme Pressure/Antiwear
SUMMARY
Note: The viscosity index for all base oils is 80. EP = Extreme pressure; EP/AW – Extreme Pressure/Antiwear
SUMMARY
Greases are low-speed lubricants. If your application is right at the borderline of 2,500 feet per minute, Shiller advises comparison testing the application with both oil and grease to see which performs better in actual service.
In selecting a grease, base oil viscosity is most important. As general guidelines, spindle bearings use ISO 32 to ISO 46; wheel bearings at medium speed use ISO 100 to ISO 220; and slow, heavily-loaded bearings use ISO 460 or greater and usually contain an EP additive.
The choice of thickener should be based on the operating speed and temperature of the application. Of grease grades, NLGI grade 2 is most widely used. NLGI grade 1 has better pumpability in grease centralized systems. Additives can affect the life of the bearing, so they should be chosen with care.
 Trudy E. Bell, M.A. (www.trudyebell.com) is a free-lance science and technology writer and editor who can be reached at t.e.bell@ieee.org
Trudy E. Bell, M.A. (www.trudyebell.com) is a free-lance science and technology writer and editor who can be reached at t.e.bell@ieee.org.