Use of ASTM tests in the evaluation and selection of industrial lubricants
Raymond Thibault, CLS, OMA I&II, MLT I&II, MLA II&III | TLT Webinars April 2014
Review the various testing methods and their correlation to field performance before deciding which lubricant to use.
 www.canstockphoto.com
www.canstockphoto.com
KEY CONCEPTS
•
ASTM International offers standardized tests used to evaluate lubricant performance.
•
Lubricant testing is classified into two major categories: physical/chemical and performance.
•
Additive and finished lubricant manufacturers utilize ASTM tests to help with developing new products.
MEET THE PRESENTER
This article is based on Webinars originally presented by STLE University. “Lubricant Testing Methods” is available at
www.stle.org: $39 to STLE members, $59 for all others.
Ray Thibault is the owner of Lubrication Training & Consulting in Houston. Previously, he spent 31 years working for ExxonMobil. He has several years of experience in conducting extensive training and consulting for numerous lubricant companies. He also served as contributing editor for
Lubrication Management & Technology magazine and authored a bimonthly column on lubrication for nine years. In addition, Ray has presented several papers and conducted lubrication courses at various industry conferences such STLE, MARTS and IMC. He also holds STLE’s Certified Lubrication Specialist™ and Oil Monitoring Analyst™ (I&II) certifications, as well as Machinery Lubrication Technician (Levels I&II) and Machinery Lubrication Analyst (Levels II&III). You can reach Ray at
rlthibault@msn.com.
 Ray Thibault
Ray Thibault
PREDICTING HOW LUBRICANTS will perform requires the use of standardized tests. The organization supplying these standards is ASTM International, formerly known as the American Society of Testing and Materials. This organization defines how a test should be performed and the precision of the result. The use of standardized tests is utilized by three major groups:
1.
Additive manufacturers and finished lubricants producers utilize these tests in development of new products.
2.
OEMs utilize these tests to set minimum performance standards on lubricants used on their equipment.
3.
End-users utilize these tests to help them in the selection of the optimum lubricant for their equipment.
The best test in the selection of the proper lubricant for a particular application is an actual field test or experience with this lubricant in a similar application. Uses of ASTM tests are the first step in the selection of the proper lubricant. These tests provide a level playing field when comparing lubricants from different suppliers if they are conducted according to the ASTM procedures and provide an indication on how they will perform in the field.
This article will examine the most common tests utilized for turbine, hydraulic and gear oils.
OVERVIEW
Lubricant tests are divided into two major categories: physical/chemical and performance.
Physical/Chemical Tests:
•
Viscosity
•
Viscosity index
•
Flash point
•
Pour point
•
Neutralization number
Performance Tests:
•
Rust prevention
•
Copper strip corrosion
•
Turbine oil stability
•
Dry turbine oil stability
•
Rotary pressure vessel oxidation
•
Extreme pressure oil oxidation
•
Foaming sequence
•
Air release
•
Water separability
•
Demulsibility characteristics of lubricating oils
•
Four-square gear oil tester
•
Timken extreme pressure
•
Four-ball EP
•
Four-ball wear
•
Hydrolytic stability
•
Accelerated hydraulic pump fluid test
COMMON INDUSTRIAL LUBRICANTS TESTS
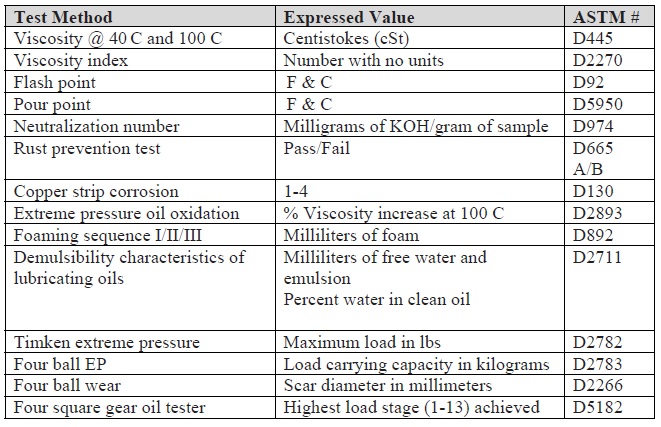
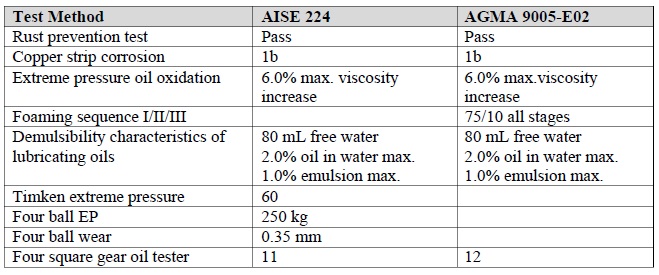
Tables 1-3 illustrate the most common tests for turbine, hydraulic and gear oils.
Table 1. Typical Turbine Oil Specification Tests
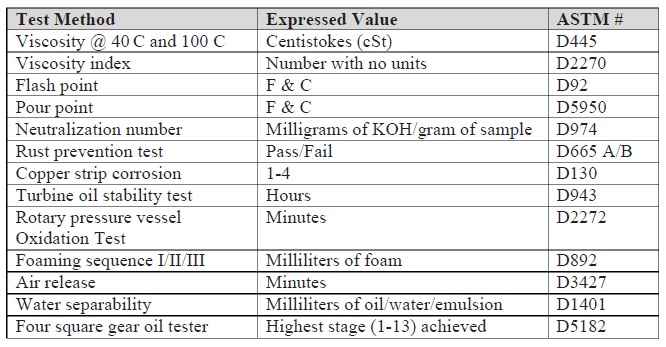 Table 2. Typical Hydraulic Oil Specification Tests
Table 2. Typical Hydraulic Oil Specification Tests
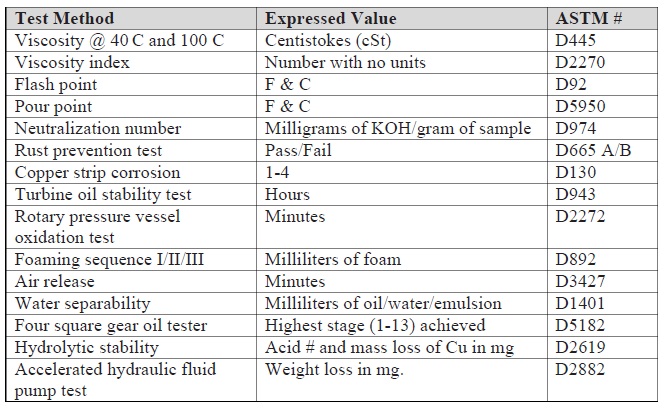 Table 3. Typical Gear Oil Specification Tests
Table 3. Typical Gear Oil Specification Tests
 ASTM SPECIFICATION TESTS
Viscosity (D445).
ASTM SPECIFICATION TESTS
Viscosity (D445). Defined as resistance to flow of a fluid, which is the most important property of a lubricant. Kinematic viscosity is determined by the time it takes in seconds for a fixed volume of fluid to flow through a calibrated capillary tube. The test is run at 40 C for industrial oils and 100 C for engine oils. The units are usually expressed as centistokes (cSt) or millimeters
2/ second, which are equivalent. When selecting a lubricant for an application, viscosity, which is indicative of a lubricant’s film thickness, is the most important consideration.
Viscosity index (VI) (D2270). Expresses the rate of change in viscosity as oil is heated. It can be determined by comparing the viscosity of the oil to two reference oils at 40 C and 100 C. The low VI oil is arbitrarily set at 0 and the high VI oil is called 100. A mathematical relationship comparing the viscosities of the three oils is used to determine the VI, a unitless number of the unknown oil. When plotting the viscosity of an oil at 40 C and 100 C, the steeper the slope of the line, the lower the VI. In the past, most industrial oils had VIs <100 but today, with the emergence of Group II oils, VIs exceed 100. Many synthetics such as polyalphaolefins have VIs well over 100. High-VI oils give better protection with a thicker film than low-VI oils of the same ISO viscosity grade at higher temperatures.
Flash point (D95). A measure of the evaporative losses of oil as it is heated. The test for new oils is conducted in an open cup by heating test oils at a rate of 10 F/minute and passing a flame over the fluid at 5 F increments. When the fluid ignites with a flash, that temperature is recorded as the flash point. The fire point is determined by continuing to heat the fluid until it burns for five seconds. Lower quality oils with more volatiles have a lower flash point. As you proceed from Group I-III, the flash point goes up because the molecular structures of the oils are more uniform. Comparisons of flash points of various oils should be made at the same viscosity. Synthetics have higher flash points than mineral oils because they have more compactness in their hydrocarbon molecular structures.
Pour point (D5950). An indicator of the low temperature behavior of lubricants. It is conducted by cooling a fluid at 5 F increments in a test chamber. The fluid is tilted at each point until no movement occurs. The pour point is the last temperature where fluid movement was observed. A lubricant’s operating temperature should be at least 20 F above its pour point.
Neutralization number (D974). Determined by titrating the fluid with KOH until it is neutralized. This determines the acid number of the lubricant and is expressed as milligrams of KOH/gram of sample to neutralize the fluid. It is based mainly on the acidity of the additives. Lubricants with higher additive concentrations usually have a higher acid number. Turbine oils, which have low additive concentrations, have acid numbers around 0.05-0.1 while gear oils are 0.5-0.8. The acid number is very useful in used oil analysis. As used oil is oxidized, it creates weak acids. By comparing the new oil acid number to the used oil acid number, the oxidation of the used oil is indicated. New oil acid numbers should be updated yearly by providing new oil to the oil analysis laboratory so a new oil reference can be updated. Don’t use the product data sheet acid number as the reference for used oil analysis.
ASTM performance tests have a degree of variability, which is defined as the precision of the tests. Precision is the variability of the results of the test with a 95 percent statistical confidence level, which is one value out of 20 exceeding the precision limits. Repeatability is defined as the difference in results run by the same operator with the same equipment under the same conditions. Reproducibility is comparing results run by different laboratories on the same sample under the same conditions. Reproducibility variability is higher than repeatability. ASTM has established precision limits for each of their tests. This is expressed as percent of mean value.
Rust prevention test (ASTM D665 A/B). Predicts how well lubricants prevent rusting of ferrous equipment components. This test predicts field performance very well. It is conducted with 300 mL of the test oil put in a beaker and 30 mL of distilled (A) or synthetic seawater (B) is added during stirring and brought to a temperature of 140 F. A freshly polished steel rod is immersed in the mixture for typically four hours and then removed and visually observed. Any rust on the rod constitutes a fail on the test. This test has also been run for 24 hours.
Copper strip corrosion test (ASTM D130). Sulfur components in lubricant base stocks and additives can cause tarnishing and corrosion of yellow metals by the fluid. This test measures the corrosivity of the lubricant on copper and its alloys. A freshly polished copper strip is immersed in a test tube containing 30 mL of the test fluid and heated in a bath for three hours at 212 F. The strip is removed, wiped off and compared with the ASTM Copper Strip Corrosion Standard illustrated in Figure 1.
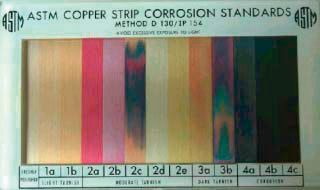 Figure 1. Copper strip corrosion test.
Figure 1. Copper strip corrosion test.
The scale ranges from 1-4. Level 1 is slight tarnish (1a&1b) and increases in tarnishing up to Level 4, which is corrosion. Most OEMs will not approve a lubricant above 1b.
Turbine oil stability test (ASTM D943). This is the most popular test to measure the oxidation life of turbine, hydraulic and R&O circulating oils. The test is conducted by adding 300 mL of the lubricant along with 60 mL of water to an oxidation test cell, which has a catalyst of iron and copper. The water and catalyst help promote oxidation in the test. The fluid is heated in a bath at 95 C and three liters/hour of oxygen is bubbled continuously through the sample. At predetermined intervals, a sample is extracted and an acid number is run to determine the level of oxidation.
When the acid number reaches 2.0, the test is terminated and the result reported in the number of hours of runtime. The test cannot exceed 10,000 hours if only one cell is run because the sample level in the cell at that time is below the catalyst. In the past, results were reported for Group II oils in excess of 10,000 hours because multiple cells were used. As fluid was depleted in one cell, it was then taken from another cell. One lubricant company reported numbers for one of their turbine oils in excess of 30,000 hours. Today most lubricant companies report 10,000+ hours as the highest level. Typical Group I turbine oils range from 4,000-8,000 hours, while Group II turbine are in excess of 10,000 hours. This test is useful in comparing the relative oxidative life of various lubricants.
Rotary pressure vessel oxidation test (ASTM D2272). This test previously was called the Rotary Bomb Oxidation Test (RBOT), as the name was changed over 10 years ago. This is a rapid test which measures the oxidative life of oils with similar formulations. It is primarily used to measure depletion of additives in used turbine oils by comparing the percent drop in life of the used oil compared to the new oil. A 25 percent remaining life in the used oil requires changing or conditioning of the turbine oil. This test should not be used to compare new turbine oils from different suppliers. GE no longer has RPVOT as a performance requirement for new turbine oils. Because Group II oils have a much better response to additives than Group I oils, their RPVOT values for new oils are much higher than Group I oils and range from 1,000-3,000 minutes. An oil sample of 50 grams along with 5 milliliters of water is introduced in a glass vessel containing copper wire as a catalyst. This is then immersed in a pressurized oxidation cell containing 90 psi of oxygen at 77 F. The cell is placed in a preheated bath at 150 C and rotated at an angle. This is illustrated in Figure 2. Once the pressure reaches 192 psi in the pressurized vessel, readings are taken at predetermined intervals and the drop in pressure is recoded.
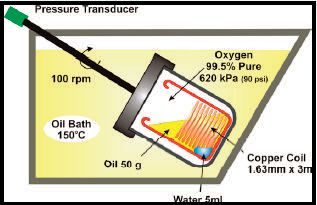 Figure 2. Rotary pressure vessel oxidation test (ASTM D2272). (Courtesy of Fluitec)
Figure 2. Rotary pressure vessel oxidation test (ASTM D2272). (Courtesy of Fluitec)
When the pressure drops by 25 psi, which indicates full oxidation of the oil, the test is terminated and the time is reported in minutes. The repeatability and reproducibility on this test, as reported by ASTM, based on round-robin testing on seven different turbine oils ranging from 30-1,000 minutes, was 12 and 22 percent of the mean value, respectively. The variance is greater for Group II oils, which have RPVOT values >1,000 minutes. Reproducibility values run on Group II oils reported a variability of 39 percent of mean value.
Dry turbine oil stability test (TBN). This test was recently approved by ASTM and will be given a number designation in the spring of 2014. With deposit formation and varnishing being a big issue with gas turbine oils, a test was developed by Mitsubishi Heavy Industries (MHI) to measure deposit formation during oxidation of turbine oils. The test is run in equipment similar to TOST D943 test. The turbine oil has no water added to it in the test cell and the temperature in the bath is maintained at 120 C. The test is run a minimum of 500 hours. At predetermined time intervals, an RPVOT value is run on the sample. Once the RPVOT reaches 25 percent of the new oil value, the test is terminated and the deposits in the oxidation cell are weighed. The deposits are reported as mg/kg. A value >100 mg/kg is a failure on the test. This test is designed primarily to evaluate Group II oils and is difficult to pass. It has been shown that turbine oils with high RPVOT may not pass the test.
Extreme pressure oil oxidation test (ASTM D2893). This test is designed to measure the high temperature stability of EP gear oils. A 300 mL sample of the gear oil is placed in a 600 mm specialized test tube and immersed in a bath. Previously the bath temperature was 95 C but with new OEM requirements, the temperature has been increased to 121 C (250 F). Ten liters/ hour of dry air is passed through the sample for 312 hours. At the end of the test, the kinematic viscosity at 100 C is measured and compared to the viscosity of the new oil. Gear oils must not exceed 6 percent to meet the AGMA 9005 requirement. This test is a good field predictor of the relative oxidative life of new EP gear oils.
Foaming characteristics of lubricating oils (ASTM D892). This test is a good field predictor of foaming tendencies of lubricating oils. A 190 mL sample of fluid is placed in a 1000 mL graduated cylinder and air is blown in the sample for five minutes. A reading is taken of the foam height in mL. The sample is allowed to settle for 10 minutes and a reading is taken. This test is run in three different sequences:
•
Sequence I: 75 F
•
Sequence II: New fluid run at 200 F
•
Sequence III: Sequence II fluid cooled to 75 F.
The results are reported as x/y for each sequence. The top number is the initial reading and illustrates the tendency of the fluid to foam. The bottom number, which is the most important, measures the stability of the foam after 10 minutes of settling. For example, GE’s requirement for turbine oils is a maximum of 50/0 for all three sequences. This test is also used to evaluate used fluids for loss of defoamant.
Air release properties of petroleum oils (ASTM D3427). Air entrainment can affect lubricant performance by causing sponginess, lack of control and micro- dieseling in turbine and hydraulic oils. As reservoirs are built smaller, the oil has less residence time and must release entrained air in a shorter period of time. The test is conducted by adding 180 mL of the fluid to a specially fitted glass container. The test is run at 50 C for viscosities up to 90 cSt and at 75 C for viscosities >90 cSt. The density of the fluid is measured by attaching a sinker to a balance beam and recording the density of the fluid. Air is then bubbled through the fluid for 7 minutes. The sinker is immersed in the fluid and the density is recorded. Readings are taken until the density of the fluid reaches 99.8 percent of the initial value. The time is then recorded in minutes. Most OEMs require no more than 5 minutes for ISO 32 oils, 7 minutes for ISO 46 and 10 minutes for ISO 68.
Water separability of petroleum oils (ASTM D1401). This test is a good predictor of field performance and is also used to test in-service steam turbine oils to measure the loss in water separability. Figure 3 illustrates the test apparatus. Forty milliliters of lubricant and distilled water at 54 C are mixed for 5 minutes at 1500 rpm in the apparatus. The amount of oil water and emulsion is recorded in 5-minute intervals. The test is terminated in 30 minutes. Results are recorded as oil/ water/emulsion. For example, a reading of 40/40/0 (15) indicates that the oil had complete separation in 15 minutes, which is excellent water separability. To pass the test, no more than three milliliters of emulsion remain after 30 minutes. Most lubricant suppliers with good water separability report the three-number code on their product data sheets. The test is run normally on oils with a maximum viscosity of 90 cSt. Higher viscosity oils are run at 82 C.
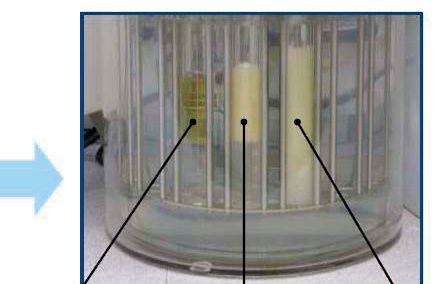 Figure 3. Test apparatus of the water separability of petroleum oils.
Demulsibility characteristics of lubricating oils (ASTM D2711).
Figure 3. Test apparatus of the water separability of petroleum oils.
Demulsibility characteristics of lubricating oils (ASTM D2711). This test is designed to determine the demulsibility characteristics of oils experiencing high water contamination under turbulent conditions. The test for EP gear oils is conducted by adding 90 mL of distilled water to 360 mL of the test fluid in a special graduated separatory funnel and stirring at 2500 rpm for 5 minutes at 82 C. After mixing, the fluid is allowed to separate for five hours at the test temperature. The amount of free water is drained and measured. The amount of water remaining in the oil and emulsion phases is determined by centrifuging the oil and emulsion phases. The amount of water after centrifuging is added to the total free water. Also recorded is the amount of emulsion remaining and the amount of water in the centrifuged oils. Gear oils with good demulsibility properties should separate a minimum of 80 mL of water. The test is also run on non- EP oils where 405 mL of test oil is mixed with 45 mL of distilled water. In this test, oils with good demulsibility characteristics will separate 36-45 mL.
Timken extreme pressure test (ASTM D2782). This is a rapid and old test for determining the load-carrying capacity of lubricants. It has poor repeatability at 30 percent of mean value and very poor reproducibility at 74 percent of mean value. It has been replaced by other tests, but it is still reported on product data sheets for gear oils and greases. AGMA 9005 no longer includes Timken for new oil specifications.
The test reservoir is filled with three quarts of test oil at 100 F. A test cup is on a spindle, and the test block is on a special holder. The test cup is flooded with lubricant and the spindle is run at 800 rpm. The test is run for 10 minutes at increasing loads measured in pounds. After each stage, the test block is examined for scoring and welding. Once scoring is observed, the last stage with no scoring is reported as the Timken OK value. Scoring is defined by the appearance of a wide scar on the test block. This test is subjective based on the observations of the analyst. Typical EP gear oils achieve 60 pounds on the test.
Four-ball EP test (ASTM D2783). This test determines the load-carrying capacity of a lubricant. This test is used primarily for EP gear oils. Three immovable balls are placed in a test pot containing the tested lubricant. A fourth ball rotates against the three lower balls. A series of 10 second runs at 1760 rpm are made at increasing loads until welding of the four balls occurs. The load is measured in kilograms. The test can be run up to 800 kilograms. Most test results reported for gear oils are at 250 kg, which meets the OEM requirements. This is a popular test and is reported on many gear oil product data sheets. The repeatability is 17 percent of mean value and the reproducibility is 44 percent of mean value. Figure 4 illustrates the tester.
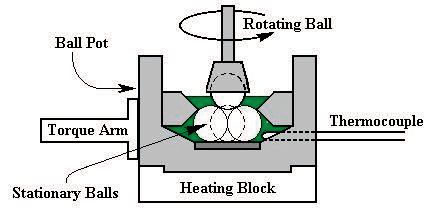 Figure 4. Four-ball EP test.
Four-ball wear test (ASTM D2266 modified).
Figure 4. Four-ball EP test.
Four-ball wear test (ASTM D2266 modified). This test is a good field predictor afforded by a lubricant at different loads. The original ASTM test was D4172 but has been replaced by D2266 modified, which conforms to U.S. Steel Method S-205. The test apparatus is illustrated in Figure 4. A 10 mL sample is put in the ball pot and heated to 130 F. Three immovable balls are placed in the test cup. A fourth ball rotates at 1800 rpm against the three lower balls at a constant load of 40 kg for one hour. At the end of the test, the average scar diameter of the three lower balls is recorded. This test is used primarily for gear and hydraulic oils to measure lubricant wear protection. Gear oils should have a scar diameter not exceeding 0.35 mm, while hydraulic oils should fall between 0.50-0.80 mm.
Four-square gear oil test (ASTM D5182 (FZG Procedure)). This test evaluates the scuffing tendencies of lubricants containing EP or antiwear additives and is used to meet OEM specifications for industrial gear oils, hydraulic fluids, automatic transmission fluids and turbine oils. For example, GE requires a minimum FZG of 8 for geared turbines. The test rig, which is illustrated in Figure 5, consists of two gearsets arranged in a four square configuration driven by an electric motor at a speed of 1450 rpm. The test fluid is added to bring the oil level to the centerline of the gear shafts and the fluid temperature is maintained at 194 F. The test is run for 15 minutes at increasing load stages.
 Figure 5. Four-square gear oil test rig.
Figure 5. Four-square gear oil test rig.
After each stage, the pinion test gear is inspected for damage. The visual method examines the gears without disassembly and records a failure if the sum total width of scuffing or scoring on all the gear teeth exceeds the total width of one gear tooth, which is normally 20 mm. The other method for failure determination weighs the pinion at each stage and a 10 mg or more loss is a failure. The FZG rating is recorded as the load stage before the failure occurred. The test goes to 13 stages and some tests have gone as high as 14 stages. Fluids with high levels offEP generally exceed the limits of the test. Hydraulic oils will usually reach Stage 10.
Hydrolytic stability test (ASTM D2619). This test is used to evaluate the hydrolytic stability of hydraulic fluids in contact with water to measure the instability of the additives, especially ZDDP. Additive decomposition can create insoluble inorganic salts, which can block filters and tiny orifices in valves. The test is conducted by placing 75 grams of sample and 25 grams of water in a six-ounce beverage bottle, which contains a weighed copper strip. The bottle is placed in a rotating device and heated to 98.3 C in an oven for 48 hours. The following fluid measurements are made:
•
Acid number of water phase
•
Viscosity change of oil phase
•
Weight loss of Cu strip.
Acceptable hydraulic fluids should have an acid number <4.0 mg KOH/ gram of sample and <0.2 mg/cm3 of weight loss.
Accelerated hydraulic fluid pump test (ASTM D2882). Most hydraulic pump manufacturers have their own inhouse tests to qualify hydraulic fluids because of the diversity of pump speeds and pressures encountered. ASTM has developed a severe test, which is applicable to all hydraulic fluids except 95/5 high water base. A test pump, where the cartridge ring, vanes and bushings have been individually weighed, is placed in a test stand. A 10-gallon sample is added and run at 1000 psi until the temperature reaches 150 F. The pressure is then reset to 1900 psi and run for 100 hours. The pump parts are cleaned and weighed. A typical weight loss for the cartridge components should not exceed 30 mg for an antiwear mineral hydraulic oil.
OEM SPECIFICATION REQUIREMENTS
Table 4. General Electric Specification for ISO 32 Turbine Oil
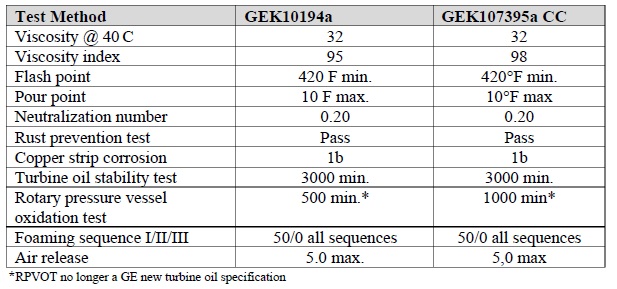 Table 5. Typical EP Gear Oil Specification Tests
Table 5. Typical EP Gear Oil Specification Tests
 CONCLUSION
CONCLUSION
Why are ASTM specification tests used and who utilizes them? Additive and finished lubricant manufacturers utilize ASTM tests to aid in the development of new products. These laboratory tests can be run rapidly and give a general indication of field performance. Once a new product has been developed, more extensive tests are run both in the laboratory and the field to demonstrate actual performance. The use of ASTM tests is the first step in evaluating the performance of a lubricant.
OEMs utilize ASTM specification tests to set minimum standards for a lubricant to be used in their equipment. This is the initial step in eliminating inferior products and the end-user may void his warranty if the specified products are not used. Lubricants need to be compared on a level playing field. That is why ASTM tests are used, and they must be run under specified conditions to make meaningful comparisons between different lubricants.
End-users are faced with selecting the best lubricant from a large number of suppliers, which can be a difficult task. The true performance test is to run a highly controlled field test but before this happens, different lubricants need to be screened before a field test is conducted. This is accomplished by setting minimum specifications based on ASTM tests and having the lubricant suppliers adhere to these minimum standards.
There are many people who read product data sheets that have limited knowledge on how the tests were run and their significance to field performance. However, the more educated end-users and lubricant sales representatives are about these tests, the better off they will be in selecting the correct lubricant for a particular application.