Lubricant additives with improved deposit control
Varnish and related deposits occur in a range of lubricant applications where the oil is exposed to high temperatures. In turbines, varnish can give rise to a number of issues such as accelerated bearing wear, sticking of control valves, blockage of oil filters and impeded heat transfer which in turn leads to a “unit trip”. The unscheduled downtime arising from these unit trips and failed starts can be very inconvenient and extremely costly. The problem is particularly common and especially detrimental for units used in “part-time” peaking or cycling mode, when energy demand is at its highest.

Several factors contribute to turbine varnish, including thermo-oxidative degradation of oils by the heat from superheated steam or combustion gases, adiabatic compression of entrained air bubbles (microdieseling), and electrostatic spark discharge leading to localized hotspots in the oil and decomposition. The decomposition products are often insoluble and precipitate from the oil as sludge or varnish. The choice of base oil is also influential as solvent extracted, hydrocracked and hydrotreated types can have very different abilities to solubilize additives as well as their decomposition products which can be at odds with the favorable additive response. Design features of the turbine itself, as well as end-user maintenance practices, also have a significant impact on sludge and varnish deposit-related problems.
Some solutions for varnish issues have emerged ranging from superior condition monitoring technologies such as the membrane patch colorimetry test, as well as improved maintenance methods including heat-tracing oil circuits and the use of advanced filtration and oil purification technologies. These techniques are increasingly used to avoid, or at least pre-empt, varnish related issues.
Approximately one fifth of all turbine outages are due to the lubricant, and out of these, the majority are due to deposit formation. As formulators of additive technology for turbine oils, we at Afton Chemical sought to investigate the effect of the oil formulation on the potential to form varnish and related deposits. We obtained samples of varnish-enriched parts from three turbines which had been experiencing varnish-related issues, namely a plugged servo valve from a gas turbine (
Figure 1), the varnish from a blocked filter in the Inlet Guide Vane (IGV) valve unit from a gas turbine and thirdly an electrostatic precipitator which had accumulated a large amount of varnish.
 Figure 1. Components of a servo valve containing varish.
Figure 1. Components of a servo valve containing varish.
We also obtained samples of the fresh commercial oils which had been used in each of the turbines, Oil A, B and C, respectively. After isolating the deposits, we ran extensive chemical analysis of the varnish as well as the fresh oil in order to investigate any connections between new oil additive chemistry and material present in varnish. A number of analytical techniques were used. In some cases, virtually identical chemistry was detected in the new oil and the varnish, corresponding to unreacted antioxidants.
The varnish samples were found to contain a range of additives along with base oil oxidation products as shown in
Table 1.
Table 1. Chemistry detected in varnish samples and new oils
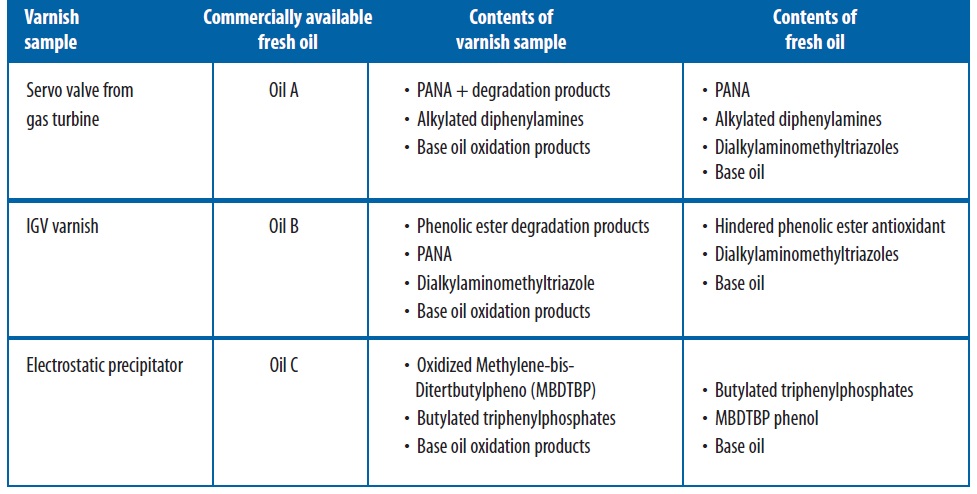
It is possible that the antioxidant PANA (phenyl-alpha-naphthylamine) in the IGV varnish appears due to inadequate system flushing when this oil was first introduced into the system, or that the oil in the system was topped off with a different brand of oil which contained PANA.
We also set out to develop a rapid screener test in order to simulate varnish formation in the field under laboratory conditions. Oil was aged in the presence of a catalyst coil at a set temperature for a set duration. The oil was then filtered. We found that when the test was run for 7 days at 150°C, on oils A, B and C, the filtered sludge was chemically very similar to the varnish from the field and therefore showed promise as a bench test to mimic varnish deposits from actual turbines.
Armed with an understanding of problematic chemistries, and a high-throughput varnish simulation bench test, Afton Chemical then initiated several matrix studies to identify low varnish formulations. Combinations in several base oils of multiple antioxidants, metal deactivators and other additives were tested in a number of deposit formation and oxidation tests such as the ASTM D2272 RPVOT, D4310 1000h TOST, D943 life TOST as well as varnish simulation and other OEM tests.
Best performers were run in further oxidation tests including the “Dry TOST” test. Afton Chemical has been participating in an ASTM working group to develop a formal test method for the Dry TOST. Afton Chemical therefore ran the Dry TOST essentially as a modified D943 TOST, in the absence of water and at 120°C instead of the standard 95°C, running the test to multiple durations and measuring sludge and residual RPVOT % for each.
Initially we ran the Dry TOSTs by using two tubes per sample, set to 500h and 700h. Targets were first set for maximum sludge of 100mg/kg and a minimum time to 25% residual RPVOT of 500h.
After further optimization of antioxidant and metal deactivator levels to maximize oxidation life and sludge control, we investigated a range of demulsifier systems in the D1401 water demulsibility and IP 19 steam demulsibility tests on fresh and thermally aged oils. New turbine oils frequently show excellent water separation properties but after a few months in service the water separation can deteriorate rapidly as demulsifiers decompose or drop out of the oil. Effective water separation even after a thermal aging simulation therefore displays the potential of strong performance in actual turbines.
With the optimized formulation defined as HiTEC® 2505 Turbine Oil Additive Package, we went on to generate full datasets against key gas and steam turbine OEM specifications. Stringent requirements on all aspects of performance, including oxidation, air release, water separation, rust prevention, foam control, filterability, compatibility with trace calcium and magnesium contaminants, yellow metal corrosion and elastomer compatibility were met consistently in Group II and Group III base oils. We then went on to test these formulations in full Dry TOST tests. In one of the Group II base oils investigated, the test was run in duplicate and took approximately 900 hours to reach 25% residual RPVOT. Sludge was consistently below the limit, at 50-60mg/kg at 25% residual RPVOT.
Having demonstrated strong performance in group II base oils, we ran HiTEC®2505 in two different Group III base oils. Both oils took well over 1000h to reach 25% residual RPVOT (
Figure 2) and gave sludge values of approximately 40mg/kg at 25% residual RPVOT (
Figure 3).
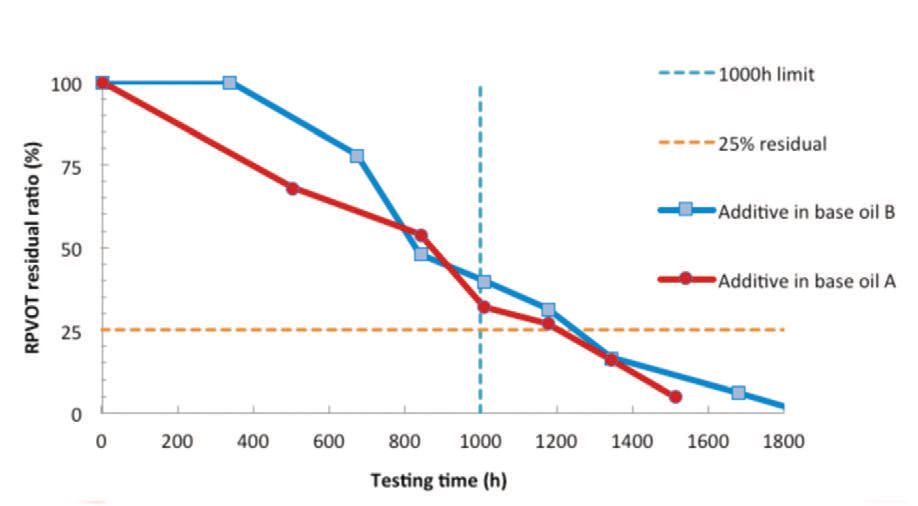 Figure 2. Dry TOST on ISO 32VG using Group III base oils – oil life.
Figure 2. Dry TOST on ISO 32VG using Group III base oils – oil life.
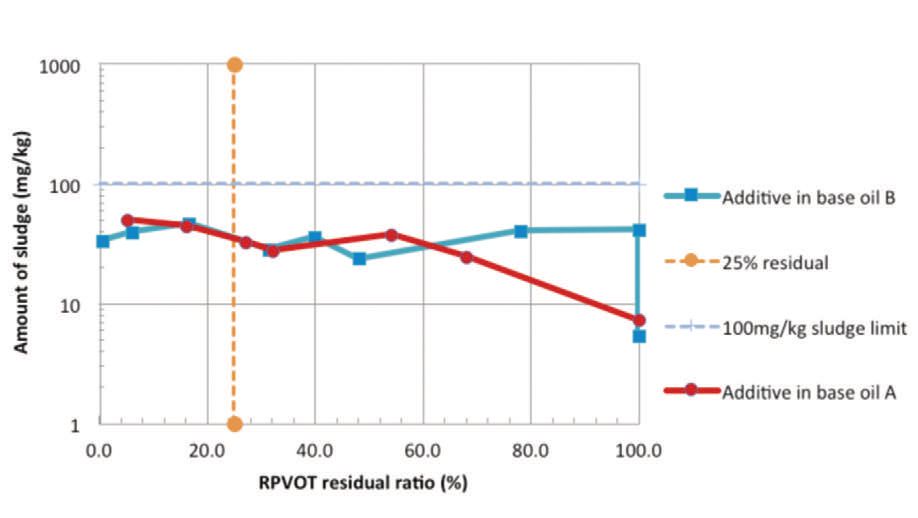 Figure 3. Dry TOST on ISO 32VG using Group III base oils – sludge control.
Figure 3. Dry TOST on ISO 32VG using Group III base oils – sludge control.
Note that the sludge is still very low even when the residual RPVOT is well below 10% residual RPVOT. This has potentially beneficial ramifications in a turbine where localized extensive degradation of oil, for example in hotspots, still does not lead to deposit formation.
We are actively carrying out further studies to understand the deployment of this additive technology in a broader range of base oils.
In conclusion, Afton Chemical has carried out an extensive study which puts us in the forefront of understanding the chemistry and formation of sludge, varnish and related deposits.
The insights gained through this study together with decades of highly successful field experience accumulated through our established additive technologies have led us to develop market-leading, best in class solutions which demonstrate outstanding performance in challenging industry tests and exceed many of the most stringent turbine OEM specifications (
Figure 4).
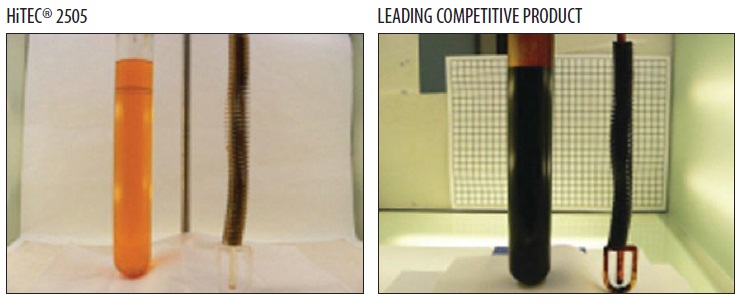 Figure 4. Dry TOST comparison of Afton technology with alternative.
Figure 4. Dry TOST comparison of Afton technology with alternative.
As a result, Afton Chemical is able to offer a complete portfolio of additive technologies which help to extend the life of turbine oils, improve reliability and operating efficiency and thereby help to minimize lifecycle costs.