Commissioning a new machine for reliability centered lubrication
Mike Johnson, Contributing Editor | TLT Best Practices January 2013
An extremely small investment can result in better performance for a machine’s lifetime.
KEY CONCEPTS
•
A machine criticality and financial analysis can determine if the machine justifies targeted upgrades for improved productivity.
•
The actual hardware cost is irrelevant when considering the amount of production value a machine is responsible for during its normal lifecycle.
•
A rule-of-thumb target for flow rate is the volume needed to circulate the sump contents two times per hour for non-hydraulic systems and four times per hour for hydraulic systems.
FOR ROUGHLY $500 IN HARDWARE EXPENSES, ALONG WITH THE COST OF CONSUMABLES, a machine may be fitted for better performance and reduced long-term cost of care. The actual hardware cost is irrelevant when one considers the amount of production that a given machine is responsible for during its normal lifecycle. The decision should proceed on either discretionary capital or the existing maintenance expense budget. Resistance to do so is not an economic decision. It may be an academic decision, but, if so, this can be remedied with simple explanation of the consequences of moisture, air and particulate in the oil.
Commissioning a new production machine is never an easy task. Even under the best of circumstances, there are a multitude of timing and priority decisions to be made and managed. Between the design engineers, the project management firm, the machine assembly contractor and the purchasing department, there are more than enough errors, revisions and obstacles to test one’s patience—the hectic pace only escalates the challenges.
If the upgrades aren’t part of the original purchase specification, the next best opportunity to make these simple changes will be just before the machine is commissioned. Regardless of the timing, these changes are needed to improve management of the machine’s lubrication-related reliability requirements. Once production begins to ramp up, the likelihood of taking machines down purposefully for these upgrades is low. In addition, simple adjustments will enable the condition-monitoring group to see machine condition from the beginning of the machine’s production run, which helps management avoid the all-too-common startup failure.
Grease-lubricated components typically offer little leeway for upgrades. This article reflects on standard reliability improvement upgrades for oil-lubricated machines. We’ll address considerations for enhancing lubrication management features, the types of changes that should be made to enhance lubrication management and the thought process for deciding which machines should be improved.
COST MEASURES
Machine managers tend to underestimate the amount of time that a machine will require for reliability centered lubrication practices each year. Let’s put that statement into perspective with a simple example.
The primary belt that carries crushed stone to the blending silo in a cement plant is a potential bottleneck. Accordingly, although the individual components are typically overdesigned and durable, high-quality relubrication practices are important. A fully detailed relubrication plan for a high-criticality belt of this nature is shown in Figure 1. The components, the number of points per each component, the activities for each point, the time required to conduct these activities and the tally of these actions per year are noted.
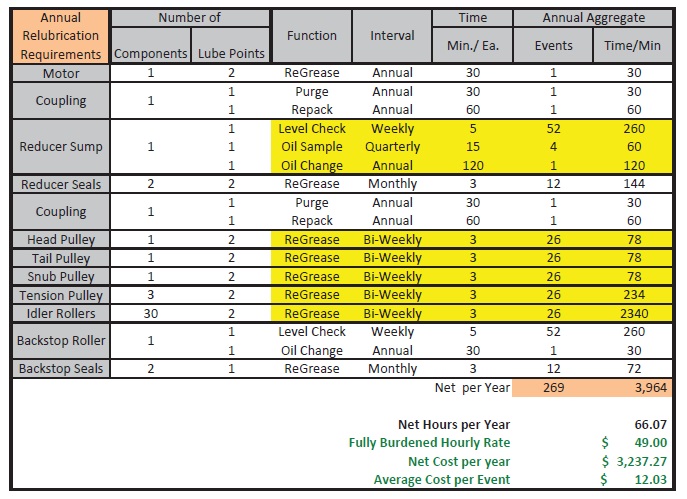 Figure 1. Annual task, time and cost for proper care of a critical conveyor.
Figure 1. Annual task, time and cost for proper care of a critical conveyor.
This belt, with only 12 identifiable components (by type), requires workmen to make 269 task-stops per year at the cost of $12.03 per stop (assuming a base labor rate of $35 per hour and a 1.4 overhead factor).
The yellow highlights attention to the components that stand to benefit and show reduced annual cost of operation from upgrades in lubricant quality, improved sealing, improved filtration and simple automation.
While the analysis places focus on the operating cost of fulfilling the stated tasks, it is evident to all that the real benefit is not in reducing the incremental costs. The real benefit is in the expectation that the component lifecycles can be doubled or tripled and that the organization achieves and maintains dependable product quality and delivery, resulting in a more competitive position through
zero unplanned downtime associated with lubricated components.
When the numbers are tallied, the leverage that comes from improved lubrication practices to protect machine operating time significantly outweighs the actual cost of improvements. The only way for management to know this intuitively and fully is to conduct a financial analysis. It is worth the time to do so to determine which upgrades are worth consideration. Until then, here are some considerations for determining the type of upgrades that should be provided for new machines.
PRIORITIZING UPGRADES
Some machines don’t warrant enhanced lubrication management features. In the June 2011 TLT (available digitally at
www.stle.org), we discussed how each organization should determine which of its production machines represent (1.) maximum risk of business disruption due to risk from environmental calamity (from machine failure), (2.) risk to community and employee safety, (3.) financial risk from significant production losses, (4.) financial risk for high repair costs and (5.) site-specific interests. Using a weighted grading system, each machine should be scored according to its potential to contribute to losses from any of these risk factors. The scores should be listed from greatest to least risk and the machine maintenance strategy should be modified according to the machine’s potential for risk.
The top quartile (76th to 100th percentile) machines should receive the typical modifications, as noted below, because these warrant the extra attention to limit risk. The second quartile (51st to 75th percentile) may receive these modifications, as it seems clear that these can contribute to total lubrication cost management over time. The third quartile (25th to 50th percentile) may receive upgrades strictly as it pertains to managing lubricant consumption. The lowest quartile represents machines that can arguably be run to failure and warrant little added attention. These might become candidates for sealed-for-life lubrication.
If one wished to further refine the decision process, a thorough Failure Modes and Effects Analysis (FMEA) for the top and second quartile machines could be used to narrowly determine which machines would receive which upgrades.
The central reason to upgrade a brand new machine is to address the underlying causes of failure that are present within the production environment. Some causes can be avoided, and others have to be mitigated.
The most prevalent and problematic contributors to failure are the microscopic atmospheric (dust) particles and moisture present in the air surrounding the machine and the production process the machine supports.
SUMP CONTAMINATION
Prevention of sump contamination is generally less costly than removal. Contaminants enter machine sumps in a variety of ways. Figure 2 offers an abbreviated list of possible causes or entry points.
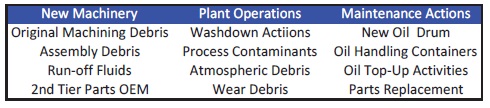 Figure 2. Sources of common sump contaminants.
Establish vendor roll-off cleanliness specifications.
Figure 2. Sources of common sump contaminants.
Establish vendor roll-off cleanliness specifications. Roll-off cleanliness specifications for machine and component suppliers is a strong addition to the bid specification. A roll-off specification is a limit value stating how much contaminant may be left in the machine after manufacturing. This is typically provided in the form of an ISO cleanliness code that the supplier must achieve on the flushing fluid used to wash out the machines and/or components prior to shipping.
The cleanliness target should reflect the cleanliness level expected of the maintenance department once the machine is in operation. Quality parts and systems suppliers will have flushing systems equipped with substantial filtration capacity used to wash assembly debris out of the components and parts as one of the final steps prior to shipment of the completed system. It is common for these parts cleaning systems to have particle counting capacity that report an ISO code through the washing process until the parts are finally clean. Figure 3 offers some suggested cleanliness specifications for a variety of common components.
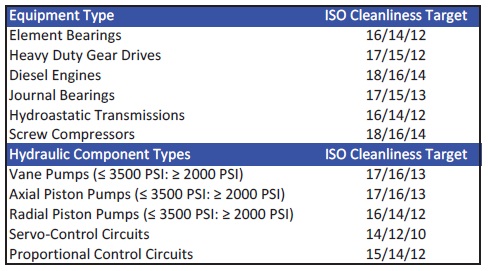 Figure 3. Reasonable roll-off cleanliness standards.
Upgrade the vent-fill port.
Figure 3. Reasonable roll-off cleanliness standards.
Upgrade the vent-fill port. One of the lowest cost and highest benefit upgrades is accomplished by trading out the standard vent-fill port with a filter-filler port. Most OEM breather- filler ports are little more than a coarse sieve of steel mesh or steel wool packed into a locking cap, which is intended to keep very large (visible) particulate out of the machine as it cycles through hydraulic function or cycles thermally. These fixtures provide no help from a contamination-control perspective.
Several companies provide filter-filler upgrades designed to fit the same six-hole mounting pattern used for the breather- filler default option. It is typically a simple unscrew-and-replace option. Some filter-filler options include a fluid quick-connection fitting where top-up fluid is added to the system. This option should include a drop-tube to bring top-up oil to the tank below the normal tank level. This is provided to avoid air churning from oil dropping from the top of the tank. Figure 4 provides an example of the breather-filler standard option and Figure 5 provides a look at a typical filter-filler alternative.
 Figure 4. Breather-filler ports and a typical replacement filter-filler.
Figure 4. Breather-filler ports and a typical replacement filter-filler.
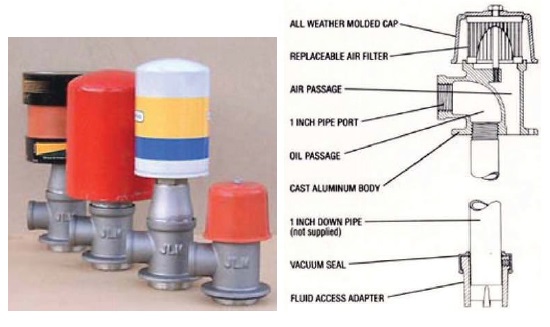 Figure 5. Filter-filler adapter options and cross-section diagram. (Courtesy of JLM Systems)
Upgrade shaft lip seals to bearing isolators.
Figure 5. Filter-filler adapter options and cross-section diagram. (Courtesy of JLM Systems)
Upgrade shaft lip seals to bearing isolators. Shaft lip seals are designed to provide a subtle pulsing action with the normal rotation of the shaft. This motion is designed to push the lubricant in the sump toward the sump. As such, its primary role is not particulate exclusion. As shown in Figure 6, the debris at the contact point is able to pass through the interface without much resistance.
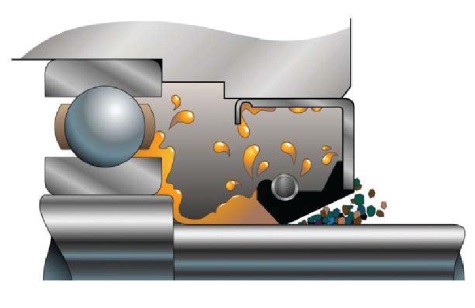 Figure 6. Lip seal function at the shaft-sump interface.
Figure 6. Lip seal function at the shaft-sump interface.
Critical machine sumps with tight contamination control targets are difficult to keep within the targeted tolerance range if the shaft seal is a lip (or labyrinth) seal. Upgrading to a bearing isolator (
see Figure 7) significantly reduces the flow of contaminant (including moisture) across the shaft interface. There is a price differential that is approximately 10:1 between isolators and lip seals, so this is an item that should be carefully selected.
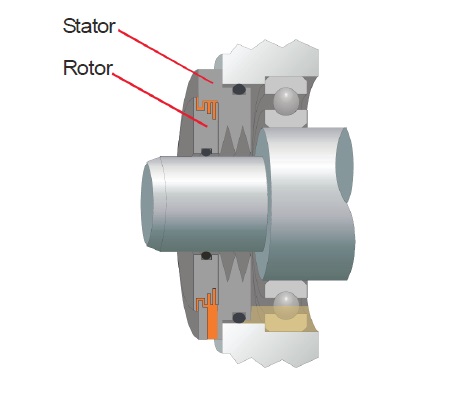 Figure 7. Bearing isolator.
Figure 7. Bearing isolator.
Circulation and hydraulic tank upgrades could include a variety of simple modifications to assure that the oil/lubricant has maximum dwell-time potential. Dwell-time represents the proportion of time a unit of oil is able to remain still in the tank and is based on the volume of the oil relative to the rate of flow. An optimum dwell-time would be 30 minutes, but most circulation and hydraulic systems don’t allow for that due to small tank sizes used in recent times.
Allowing oil to return from a pipe that is directly in line with the suction will create a column of hot oil running through the tank. This channeling effect would prevent air, water and solid particles from settling to the tank effectively.
Figures 8 and 9 shows baffles and diffuser options useful to prevent fluid channeling and enhance settling in the tank. In each case, the oil’s flow is altered. Baffles may be placed in multiple locations and may or may not include pathways (holes as shown by Figure 9) for oil passage.
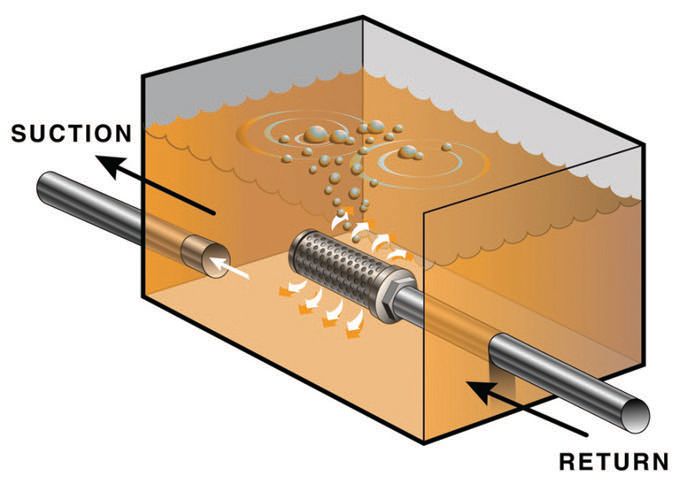 Figure 8. Hydraulic/circulation return-pipe diffuser.
Figure 8. Hydraulic/circulation return-pipe diffuser.
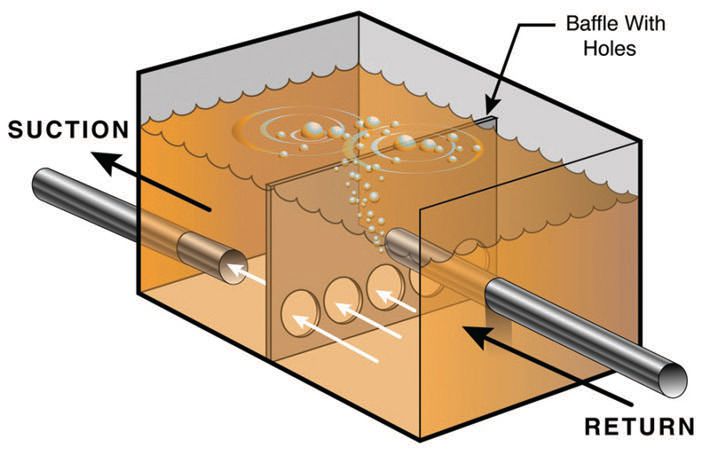 Figure 9. Hydraulic/circulation tank baffle.
Figure 9. Hydraulic/circulation tank baffle.
Element quality upgrades are also worth consideration. It is often the case that the OEM-provided specification is a good start but does not reflect tight reliability and long-term performance goals that a well-developed reliability plan would require.
CONTAMINATION REMOVAL
The formation of a surface-separating, dynamic fluid film is an essential function provided by the lubricant to enable machine function. This film is dependent on the lubricant’s viscosity at operating temperature. Once the separating film is established, the machine should operate, assuming other design parameters are correct, without incident through the warranty period.
Machine builders will defer to the details provided in the bid specification for the provision of lifecycle-enhancing lubrication condition control features such as intercoolers and heaters, high-efficiency/high-surface area filters and housings, diffusers and baffles in the sumps, etc. If those features are not present in the bid specification, it is nearly certain that the machine will arrive with the minimum set of features needed to function through the warranty period.
High surface area/high beta-ratio filtering systems (elements and housings) are considered to be high-value systems and incur a higher cost across the entire market. Unless the OEM can see the path to gain extra market value from installing higher quality options, it is unlikely they would provide them as part of the original build. If the bid specification is silent (about element size and quality), it is also likely that the system will only meet minimum system requirements. For the sake of machine-reliability protection, a filter system upgrade is in order.
Reflecting on the ISO cleanliness targets noted earlier, the machine’s reliability target should be identified and communicated to the facility element suppliers. Quality suppliers will be able to provide specific input on the number of elements, optimum placement of elements and the respective beta value of each element needed to achieve the reliability target.
High pressure, hydraulic systems for low viscosity hydraulic fluids are frequently equipped with seemingly tight element specifications (B
12 =100-200; B
10 = 75-200) for pressure lines and porous specifications (B
20 = 75-200) for return lines. Porous limits reflect the practical difficulty of returning cold-oil under gravity to the tank, so that isn’t necessarily a weakness. However, unless side-stream (kidney-loop) elements also are in use, the heavy work of particle removal is conducted by exceptionally high cost, low dirt-holding capacity pressure line elements. The particle capture effectiveness of the pressure-line filter element is also influenced by line surges that occur normally with system operation. Pressure-line elements represent a relatively high cost, mildly effective but necessary filtering option, and should not be used to fulfill the majority of fluid cleansing.
Side-stream elements should provide the dominant role for sump particle removal and may also be equipped for moisture removal. These should be constructed for relatively low flows and low pressures. A rule-of-thumb flow rate for side-stream filtration is two times sump capacity for circulation systems and four times capacity for hydraulic systems up to about 200 gallon capacities.
The target particle size should be defined by the component with the greatest sensitivity and reflect the particle dimension of greatest concern. For instance, servo-control valves are most sensitive to particles in the 3-4 micron range. Focusing on 12 micron-size particles will assure a large population of the particles prone to cause the most concern will remain in the system. Regardless of the system designer’s sentiments, a system with servo-valves will not produce the inherent valve reliability with 12 micron target elements (B
x= 200) that a 3 micron element (B
x= 200) would provide. As the system pressure increases, the degree of influence also increases.
Accordingly, the scheme for element selection should focus on the component sensitivity threshold of the most sensitive item in the circuit (3 micron or lower) for any element used to perform the bulk of solid-particle removal. That would also be the case for breather elements (used to replace the breather-filler ports). The return line element should remain porous to allow ready flow for high viscosity requirements.
SUMMARY
As stated at the beginning of this article, for roughly $500 in hardware and the cost of consumables, a machine can be fitted for a lifetime of better care access. When one considers the amount of production that a given machine is responsible for, the dollar value is irrelevant, and this decision should proceed on variable capital or with expense money. Resistance to do so is not an economic decision. It may be an academic decision, but, if so, this can be remedied with simple explanation of the consequences of moisture, air and particulate in the oil.
Collaboration may be warranted for the work culture, and, if so, that will take time. Beyond this, the only reason that management should not wish to pursue something that is fractions of a penny per year of expected production value is that the reliability community didn’t get the attention of the key manager for long enough period of time to make the case for improvement. We just didn’t make the case!
 Mike Johnson, CLS, CMRP, MLT II, MLA III, is the principal consultant for Advanced Machine Reliability Resources, in Franklin, Tenn. You can reach him at mike.johnson@precisionlubrication.com
Mike Johnson, CLS, CMRP, MLT II, MLA III, is the principal consultant for Advanced Machine Reliability Resources, in Franklin, Tenn. You can reach him at mike.johnson@precisionlubrication.com.