Grease additives: Important contributors not to be overlooked
Dr. Neil Canter, Contributing Editor | TLT Feature Article December 2012
High demand and performance requirements are key factors in selecting the right additives to use in grease applications.
KEY CONCEPTS
•
A wide range of additives that are similar to those used in fluid lubricants are available to boost the performance of a specific grease.
•
The three-dimensional nature of most grease networks can physically trap additive molecules, which means that formulators need to use higher treat rates, especially for those that function at the metal surface.
•
There is a continued need for new additives because end-users want to use smaller quantities of grease for longer time frames under higher operating temperatures.
GREASES ARE UNIQUE DUE TO THEIR COMPOSITION, which can range from a semifluid to a solid product. This contrasts with most other lubricants, which are fluid in nature. The two most important components used in greases are the basestock and the thickener.
Greases are a three-dimensional network of thickener particles dispersed in the basestock. In effect, this arrangement enables greases to act in a similar fashion to a sponge (
1). The application of mechanical or other stress prompts a grease to release oil during an application. Once the stress is removed, the oil is reabsorbed.
Much of the focus when discussing grease performance is based on the type of thickener used. This is perfectly understandable because there are at least 13 different thickeners available to the grease formulator. The most popular are lithium and lithium-complex soap thickeners.
But what can be overlooked at times is the impact of selecting the right type of additives to boost the performance of a specific grease. In a similar fashion to other lubricants, a wide range of additives are available. Care must be taken to ensure that the right types are used to meet a specific application requirement, because there can also be negative consequences that can hinder the ability of the grease to fulfill its function.
This article focuses on the variety of additive types available to grease formulators and how to use them properly.
To seek a broad range of opinions, TLT interviewed the following eight industry experts:
•
Joseph Kaperick, customer technical service advisor-grease technology, Afton Chemical Corp.
•
Dan Vargo, senior research chemist, Functional Products, Inc.
•
Chuck Coe, president, Grease Technology Solutions LLC.
•
Dr. Maureen Hunter, technical service manager, King Industries Inc.
•
Dr. Gareth Fish, CLS, CLGS, technical fellow and industrial technology manager, The Lubrizol Corp.
•
Dr. Stephanie Janeda, grease specialist, Rhein Chemie Rheinau GmbH.
•
Dr. Ruiming (Ray) Zhang, global grease & industrial oil technical manager, R.T. Vanderbilt Co., Inc.
•
Paul Bessette, president, Tribo- Science & Engineering Inc.
TLT asked these reps to address the issues and provide further guidance in using grease additives.
KEY GREASE ADDITIVES
Most of the respondents indicated that the additives used in greases are similar to those used in lubricant fluids. Dr. Maureen Hunter, technical service manager for King Industries Inc., in Norwalk, Conn., and also STLE’s secretary, says, “Additives may be categorized in several ways, including whether they are chemically active or chemically inert and by physical interaction or whether they perform their function in the bulk of the fluid or at a surface.”
Hunter organized the additives into two categories, as shown in Tables 1 and 2.
Table 1. Additives Performing in the Bulk of the Grease

Table 2. Additives Performing at a Surface
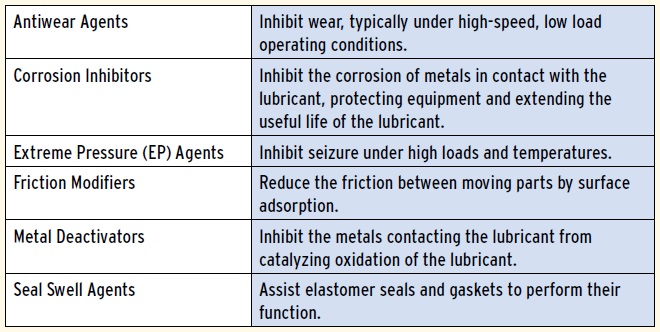
Tables 1-2. The key additives used in greases can be divided into those that operate in the bulk of the grease (shown in Table 1) and those that perform on the metal surface (shown in Table 2) (Courtesy of King Industries Inc.)
STLE-member Dr. Ruiming (Ray) Zhang, global grease & industrial oil technical manager for R.T. Vanderbilt Co., Inc., in Norwalk, Conn., indicates that most thickener systems, in combination with base oil (i.e., base greases), do not possess the desired performance properties needed without the use of additives. He says, “The only exceptions are calcium-sulfonate complex greases and, to a lesser degree, polytetrafluoroethylene-thickened perfluoropolyether greases.”
STLE-member Chuck Coe, president of Grease Technology Solutions LLC in Manassas, Va., points out that polymers and solid additives also can be incorporated into greases. He says, “One type of oil-soluble grease additive has a function different from oil additives, namely that of a structure modifier that is usually a polymer. Whereas fluid lubricants cannot be formulated with solid additives, greases can. Solids such as molybdenum disulfide and graphite can be used as antiwear agents/extreme pressure agents for special purposes.”
Dr. Stephanie Janeda, grease specialist for Rhein Chemie Rheinau GmbH in Mannheim, Germany, considers zinc dialkyldithiophosphates (ZDDPs) and sulfur carriers to be key additives. She says, “Besides antiwear, EP and secondary antioxidant properties, ZDDPs based on long-chain alcohols provide additional corrosion inhibition and friction-reducing properties. Sulfur carriers display EP, lubricity, antiwear and antioxidant properties. The combination of these potential properties is influenced by the design of the sulfur carrier.”
STLE-member Joseph Kaperick, customer technical service advisor-grease technology for Afton Chemical Corp. in Richmond, Va., provides details on specific antiwear and EP additives used. He says, “Properties of individual ZDDPs can be altered by the chain length (C3 to C8 and higher) and the type of alcohol (primary, secondary) utilized in its manufacture. Sulfurized isobutylene (SIB) and polysulfides are good sources of active sulfur that are particularly effective at offering protection under boundary lubrication conditions.”
In differentiating the performance of ZDDP chains, the frictional behavior of roller bearings is measured by the FAG-FE8 test. Janeda says, “This special performance test was developed by an OEM. The results shown demonstrate that variations within the same additive group can have a significant impact on performance (
see Figure 1).”
 Figure 1. Variations within an additive group such as ZDDP can influence performance, as shown in this FAG-FE8 test. (Courtesy of Rhein Chemie Rheinau GmbH)
Figure 1. Variations within an additive group such as ZDDP can influence performance, as shown in this FAG-FE8 test. (Courtesy of Rhein Chemie Rheinau GmbH)
Kaperick indicates that there are also ashless antiwear and EP options available. He adds, “For corrosion protection, imidazoline componentry is often used as an effective inhibitor with low-molecular weight succinates. Amine phosphates also can be very useful in preventing corrosion in the presence of saltwater, while low total base number (TBN) calcium sulfonates are often successful in protecting metal surfaces under salt fog conditions.”
Other ashless corrosion inhibitors include amine sulfonates, alkenylsuccinimides and oleoyl sarcosine. A past study compares the performance of ash-producing versus ashless corrosion inhibitors (
2).
STLE-member Dr. Gareth Fish (Certified Lubrication Specialist and NLGI Certified Lubricating Grease Specialist), technical fellow and industrial technology manager for The Lubrizol Corp. in Wickliffe, Ohio, indicates that there are about 12 different chemistries used as rust inhibitors. He says, “Sulfonates work well in normal water.”
Dr. Fish also discusses specific types of antioxidants and metal deactivators used. He says, “Aminic and phenolic antioxidants are used either as single components or in combinations. Triazole and mercaptothiadiazole additives are used in metal deactivators to reduce yellow metal corrosion.”
STLE-member Paul Bessette, president of TriboScience & Engineering Inc., in Dartmouth, Mass., comments further on the role of antioxidants in greases. He says, “Antioxidants do not prevent oxidation under the combined ravages of heat and oxygen, but they greatly prolong the onset of molecular degradation of the lubricant.”
Dan Vargo, senior research chemist for Functional Products Inc., in Macedonia, Ohio, discusses the use of water spray-off and shear stability improvers in greases. He says, “Usually, these additives are polymers that form an interpenetrating physical (sometime chemical) network with soap thickeners that improves the stay-in-place ‘tackiness’ of a grease. The polymers greatly improve water resistance and water spray-off/washout performance (
see Figure 2).”
 Figure 2. Polymers can form an interpenetrating network with soap thickeners that improves tackiness, water resistance and water spray-off or washout performance. (Courtesy of Functional Products, Inc.)
3D NETWORK
Figure 2. Polymers can form an interpenetrating network with soap thickeners that improves tackiness, water resistance and water spray-off or washout performance. (Courtesy of Functional Products, Inc.)
3D NETWORK
All the respondents indicate that the three-dimensional nature of grease has an effect on the ability of additives to fulfill their functions. Bessette says, “Effective tribochemistry involves chemical reactivity and mobility. Since the rheology of the grease is assumed to be a factor, grease formulators usually circumvent the problem by increasing the concentration of additives used in greases.”
Vargo indicates that the three-dimensional grease network can physically trap additive molecules and can be especially effective in preventing those that are surface active from reaching their objective. This trapping phenomenon can be seen in Figure 3 (
3). Vargo says, “This starves the surface for adequate protection, and part failure can occur.”
 Figure 3. Additive treat rates are higher in greases than fluid lubricants because they can be physically trapped in the three-dimensional grease network. (Courtesy of Functional Products, Inc.)
Figure 3. Additive treat rates are higher in greases than fluid lubricants because they can be physically trapped in the three-dimensional grease network. (Courtesy of Functional Products, Inc.)
Janeda considers the problem at the surface to be due to the adsorption of the polar thickener on the metal surface. She says, “The ability of additives is also influenced by the grease manufacturing process and the resulting grease structure. Therefore, a read across of additive response, even between the same thickener and base oil types, is often not possible.”
Hunter adds, “For an additive that functions at the surface, such as a rust inhibitor, an excellent performance in a lubricating fluid at a 0.1% treat rate or less may mean that the concentration may need to be boosted to 0.5% or more to pass the standard grease corrosion tests. This need for a higher concentration is not required for additives performing in the bulk of the grease. Their treat rates are similar to what is seen in fluid lubricants.”
One of the characteristics hindering movement of additives to the surface is the polarity of the thickener. Kaperick comments, “In addition to forming a physical obstruction, many thickener systems have an inherent polarity, which further acts to retard the movement of polar additives through the network.”
Zhang contends that it does not matter what thickener type is used. The formulator must take interactions with additives into consideration when preparing a grease for a specific application. He says, “Grease additives can be adsorbed by thickener systems or have interactions with thickener systems, either in the form of soap fibers or particle thickeners such as bentonite clay or fumed silica. The grease formulator has to take these interactions into account.”
Dr. Fish maintains that not all greases consist of fibrous three-dimensional structures. He says, “Some greases are amorphous dispersions in oil without structure and others are like clotted blood or rice pudding. Additive interactions cannot be discounted.”
ADDITIVE INTERACTIONS
Besides the issues with the thickener, there are other concerns that must be taken into consideration by the formulator. Coe says, “Some additives can destabilize or degel certain thickeners. For instance, organo-clay thickened greases can easily be degelled by antiwear/EP additives. Too much of the wrong corrosion inhibitor can severely impact the water resistance of a grease.”
Dr. Fish points out that some specific additives can react with other additives, leading to potentially reducing their effectiveness. He says, “Organometallic additives such as dithiophosphates or dithiocarbamates can exchange ligands and create new species in the lubricated system, which in some applications is beneficial. Acidic additives can react with basic ones, which, if not carefully controlled, can impact their performance.”
Janeda indicates that additive components can interact, especially if liquid additives are blended into a package. She says, “The interactions can be chemical or physical due to synergistic or antagonistic effects.”
Specific additives that can cause problems are highly active sulfur carriers and calcium sulfonate-based corrosion inhibitors. Janeda adds, “These additives can reduce the stability and drop point of polyurea and clay greases.”
Zhang believes that formulators should look at both the short- and long-term effects of additive interactions with thickeners. He says, “In the short-term, additives selected should not render the grease thickener less robust, either in the form of a reduced dropping point and/or increased cone penetration. Over the long-term, additives should not soften or harden the grease slowly over time.”
Hunter indicates that most additive types can be used with the dominant grease types used globally (lithium and lithium complex). She says, “We frequently see that different surfaceactive additive treat levels are needed to give the same results with different thickeners. The same level of an additive such as a corrosion inhibitor, antiwear or extreme pressure agent may give different results in different thickeners and even in similarly thickened greases from two different manufacturers. There are no simple answers to explain additive interactions in a grease. It is almost always determined empirically.”
ADDITIVE EFFECTIVENESS
One of the challenges facing the formulator is to make sure that the thickener used is compatible with the additives selected to boost grease performance. Coe says, “The additive types and dosages must be optimized to work with the given thickener system, not vice versa.”
Kaperick points out that formulators can change the thickener to improve specific grease properties such as oxidation. He says, “Use of metallic soap thickeners can act as a catalyst for oxidation, so the use of alternative thickeners can prolong the oxidative stability of a grease formulation and increase the effectiveness of its antioxidant system.”
Besides increasing the additive treat rate, Kaperick indicates that changing the polarity of the thickener may help. He says, “Reducing the polarity of the thickener system, while often impractical, would lessen the negative impact on additive performance.”
Zhang goes further by indicating that nonpolar thickeners can be used. He says, “It is known that nonpolar thickener systems such as certain types of polyolefins will have little or almost no interaction with additive systems.”
Hunter states that additive effectiveness is due in part to whether the application is in motion or static. “Antiwear and EP additives do their function when the part is in motion, allowing transport and wetting. Corrosion inhibitors, on the other hand, have a significant role when the grease is static,” Hunter says. “All of the grease corrosion tests include some time in the static condition, and the treat rate of the rust inhibitor necessary to provide the desired performance may be 10 times the level required where continued wetting of the additive occurs.”
Zhang also points out that changing the physical properties of the thickener system can improve additive effectiveness. He says, “Use of a softer or semifluid grease can reduce the blocking or hindering effect on additive migration from bulk to metal surfaces. Suitable mechanical design that will promote enough grease agitation without excessive churning is another way to reduce the effect.”
Bessette states that processing of the grease is very important in minimizing thickener problems. “Mill, homogenize or filter the final product in order to reduce or eliminate thickener agglomerates,” Bessette says. “An excellent method to determine the deagglomeration of the thickener in the oil is FT-IR analysis. Lithium 12-hydroxystearate has a prominent absorption band at 1579 cm.-1 The intensity of that band increases as a function of the dispersion of the thickener. When the intensity of the 1579 cm-1 remains constant, no additional milling is required.”
Dr. Fish indicates that the degree of alkalinity built into the thickener has an effect on additive performance. “Highly basic thickener components can react with additives and neutralize their effectiveness. This can be an issue with gelled overbased calcium sulfonate greases. It is also important when making soap-thickened greases that the amount of free alkalinity is within tightly controlled bands,” Dr. Fish says. “In lithium greases, too much free lithium hydroxide can interfere with additive components and impact their ability to function. However, a reasonable excess of lithium hydroxide has been shown to increase grease life in accelerated component tests.”
Beyond compatibility, Vargo contends that the procedure used to produce the grease is important. He says, “To get optimum performance from additives and to lessen the chance that additives will react with the thickener, it is best to add them at the end of the soap-making process, usually during the final oil adjustment and cool-down stage.”
GREASE PROPERTIES
Kaperick states that the first objective for the formulator is to use additives that will not harm the grease. He says, “The physician’s aphorism
primum, non nocere—first, do no harm—is an apt guideline for the use of additives in grease formulations with respect to the structural stability of the thickener system. Aggressive additives can soften a grease and destroy its ability to act as a lubricant in the intended application.”
A number of different additive types can cause grease problems, according to Dr. Fish. He says, “Some additives can have an effect on the physical properties of greases. Dropping point enhancers improve the thermal stability of greases and increase their dropping points, but others have been shown to cause a significant reduction in dropping points in both complex- and urea-thickened greases.”
Odor also can be an issue in using extreme pressure additives. Dr. Fish continues, “Most high-sulfur, content additives emit sulfurous species. With all of these effects, treating the grease with the right level of additive or selecting additives to carefully match thickeners is part of the skilled formulator’s armory.”
Another potential concern is the use of a specific additive to improve a particular property can lead to problems in a second area. Coe explains, “When too much or the wrong type of polymer is utilized to improve oil bleed, mechanical stability or water resistance, the result is that low-temperature performance, particularly pumpability, is reduced.”
Bessette gives examples involving the use of too much of one specific additive, in general, and how specific additives can affect particular grease types. “Too much antioxidant can be detrimental, since the sterically hindered antioxidant radical has a nonzero chemical reactivity,” Bessette says. “Polar additive can disrupt the hydrogen-bonded network in organo-clay or amorphous silica-thickened greases. Finally, calcium acetate use in polyurea grease can cause corrosion problems, since this salt contains trace amounts of unreacted acetic acid.”
OIL SOLUBLE VERSUS SOLID ADDITIVES
The unique properties of grease enable the formulator to disperse solid additives that are typically difficult to work with in fluid lubricants in addition to using oil-soluble additives. Bessette says, “Solid additives such as boron nitride, graphite, molybdenum disulfide and polytetrafluoroethylene can readily be compounded into grease with substantial tribological benefit for a wide variety of applications.”
Dr. Fish feels that the use of an oil soluble or a solid additive is very much dependent upon the application. “For high-speed coupling greases, solid additives will probably be centrifuged out and liquid additives would be a better choice,” Dr. Fish says. “For slow-moving, heavily-loaded applications, the addition of a solid lubricant such as molybdenum disulfide may be the only way to prevent wear issues.”
Coe draws a distinction between the effectiveness of oil soluble and solid additives in a grease. “For oil-soluble additives to be effective, they must be efficiently delivered to the mating metal surfaces that need lubrication. Therefore their effectiveness is impacted by the oil release tendency of the grease, as well as thickener polarity and additive competition at the metal surface,” Coe says. “Solid additives, on the other hand, are largely unaffected by these factors. The primary purpose of most solid additives is to enhance load-carrying performance of a grease, particularly under conditions of sliding and shock loading. In severe applications such as pivot pins and bushings in mining equipment, grease may be squeezed out of the contact zone, and a solid additive such as molybdenum disulfide will provide a reserve of protection, even when all or most of the grease is gone.”
Zhang considers oil-soluble additives to be more effective than solid additives, except in the case of EP agents. “EP performance depends upon building up an effective EP layer between two rubbing surfaces. Solid EP additives may be more efficient in building up a thick physical EP layer, while it will take more time for oil-soluble EP additives to build up a reactive chemical EP layer,” Zhang explains. “Under extreme load conditions, a reactive chemical EP monolayer formed by an oil-soluble EP additive may be more easily destroyed through metal deformation under extreme load conditions.”
Kaperick cautions that while solid additives are sometimes more efficient, it can depend upon the formulation and the application. He says, “For some formulations, there is a balance of effectiveness versus cost, and solid additives are the most efficient way to reach the friction and wear performance necessary in specific applications. However, care is needed in formulating, as the performance benefits of some solid additives can be reduced by interaction with certain oil-soluble additives.”
ADDITIVE ASSISTANCE
There are a number of grease properties that can be improved through the use of additives. A case in point is the poor load-carrying capacity of soap- and urea-thickened grease is improved hugely by the addition of extreme pressure and antiwear additives. Another is water washout or spray-off resistance. Dr. Fish says, “Water sprayoff, as measured by ASTM D4049, is a problem for lithium greases. Adding the correct polymer into the grease can reduce the spray-off from >90% to <25%.” Figure 4 shows the setup for the water spray-off test.
 Figure 4. The ASTM D4049 procedure uses an enclosed booth to direct a spray nozzle on a panel coated with grease to determine the percent spray-off as a measure of water resistance. (Courtesy of The Lubrizol Corp.)
Figure 4. The ASTM D4049 procedure uses an enclosed booth to direct a spray nozzle on a panel coated with grease to determine the percent spray-off as a measure of water resistance. (Courtesy of The Lubrizol Corp.)
Vargo provides additional examples of how specific polymers boost resistance to water washout (ASTM D1264). “Adding 1% of a high-molecular weight polyisoprene into a vegetable oil-based grease, the weight loss percentage of the grease in the water spray-off test decreased from 83% to 17%,” Vargo says. “By adding 1% of an ethylene/propylene copolymer into a mineral oil-based grease, the weight loss percentage decreased from 73% to 15%. The water resistance improvement is due to the formation of interpenetration networks by the polymer and the soap thickener. The polymer networks can be formed by several ways such as the physical crosslinking via crystalline phase, hydrogen bonding or chain entanglement.”
Kaperick believes that two key grease problems addressed by additives are fretting wear and corrosion. He says, “Fretting wear has been shown to respond positively to phosphorus-based antiwear components, especially in more lightly-loaded applications or those that might be accurately modeled by the Fafnir Fretting tester.”
To illustrate this point, Figure 5 reveals data generated by the Fafnir Fretting tester (ASTM D4170) that shows a reduction in wear as the percentage of an amine-sulfurized phosphite is increased. The relationship appears to be linear in nature for the aluminum complex grease tested.
 Figure 5. Fretting wear reduction as a function of the concentration of an amine sulfurized phosphite in a fully formulated aluminum grease is shown. (Courtesy of Afton Chemical Corp.)
Figure 5. Fretting wear reduction as a function of the concentration of an amine sulfurized phosphite in a fully formulated aluminum grease is shown. (Courtesy of Afton Chemical Corp.)
Corrosion problems are difficult to correct with additives because they are very dependent on the application. Kaperick says, “Often the final solution is not a single additive, but a synergistic combination of componentry that is more effective than a single inhibitor.”
This point is illustrated by showing results from a corrosion study on a fully formulated lithium grease. The study used the standard industry test known as the EMCOR corrosion method (ASTM D6138). The results shown in Table 3 indicate that a combination of a succinimide with a succinate ester and an imidazoline provide better performance than either an amine phosphate or the succinimide or a combination of the two.
 Table 3. A synergistic combination of additives such as the corrosion inhibitors shown in this study often provide more effective performance than a single additive. (Courtesy of Afton Chemical Corp.)
Table 3. A synergistic combination of additives such as the corrosion inhibitors shown in this study often provide more effective performance than a single additive. (Courtesy of Afton Chemical Corp.)
Polymers also can be used to control the release of oil from the grease, which is known as bleed control. Coe says, “If a grease bleeds too much oil, it can dry out, leaving mostly thickener behind, which can cause many problems. There are a number of different polymer types that retard this effect.”
Zhang indicates that there is an additive that will affect the dropping point of a grease. He says, “A certain boron ester can complex with the thickener soap structure to further increase the dropping point of or the consistency of a grease.”
Janeda points out the problem that can occur if a highly active sulfur carrier is used to provide EP performance. She says, “These additives can cause copper corrosion, wear and can also negatively influence stability. Long-term copper corrosion, even at higher temperatures, often cannot be controlled by additional dosage of a yellow metal deactivator.”
EVALUATION TESTS
“Although some methods used to evaluate greases are similar to those used in testing fluid lubricants (e.g., EMCOR corrosion, 4-ball wear/weld, Timken), many are unique to the study of greases and are employed to assess such properties as consistency, oil separation, pumpability and high- or low-temperature performance,” Kaperick says. “Evaluation of the importance of tests is a matter of opinion which can vary widely, especially between those with a bent toward fundamental research and those who need to meet specifications set by customers or equipment builders.”
He continues, “For evaluation of friction and wear under a variety of conditions (temperature, load, speed, materials), both the High Frequency Reciprocating Rig (HFRR) and the SRV are critical tools helpful in gaining understanding of the effects of friction modifier and antiwear components.”
Dr. Fish comments on regional test preferences for the evaluation of extreme pressure additive performance and automotive grease testing. He says, “In North America, there is a bias toward using the Timken OK test (ASTM D2509) as a means of determining the load-carrying capacity of greases, whereas in Europe the 4-ball extreme pressure test is preferred. In Europe, the SRV test is preferred to determine sliding wear, but the rest of the world still largely uses the 4-ball wear test (ASTM D2266).”
Dr. Fish continues, “Automotive greases need to pass the 10 tests specified in the ASTM D4950 method used in North America, but most of those tests are not recognized or are used under different conditions in Europe and Japan. In terms of additives for long-life greases, every major bearing company has its own bearing tests that need to be passed. There is some standardization with the adoption of the FAG FE9 as the internationally recognized method to determine the high-temperature performance of greases. All other major requirements have regional variations.”
Bessette shows results from testing a grease using ASTM D2596. He says, “We evaluated the EP properties of a new grease under development using the tribometer (
shown in Figure 6). A good result where the grease prevents the 52100 steel balls from welding is provided in Figure 7. In contrast, frictional heat causes the balls to weld in a poor result (
shown in Figure 8).”
 Figure 6. The tribometer shown is used to evaluate the extreme pressure (EP) properties of a grease. (Courtesy of TriboScience & Engineering, Inc.)
Figure 6. The tribometer shown is used to evaluate the extreme pressure (EP) properties of a grease. (Courtesy of TriboScience & Engineering, Inc.)

Figure 7. Good EP performance means that a grease will prevent the 52100 steel balls from welding. (Courtesy of TriboScience & Engineering, Inc.)

Figure 8. Frictional heat causes the 52100 steel balls to weld in a poor result. (Courtesy of TriboScience & Engineering, Inc.)
Other important grease tests are used to measure such properties as mechanical stability, oil separation and oxidation resistance. Coe says, “Mechanical stability is usually measured by either Extended Work Penetration (ASTM D217) or by Roll Stability (ASTM D1831). The two most common ways to measure oil separation are Pressure Bleed (ASTM D1742) and Cone Bleed (ASTM D6184). Oxidation resistance is most often reported by the Static Oxygen Bomb test (ASTM D942) but is better measured by a dynamic life test such as the FAG FE9 Bearing Life Test (DIN 51821).”
PERFORMANCE IMPROVEMENTS
Feedback from the respondents varied on where improved additive performance is required. One area that was mentioned more than once is fretting wear. Kaperick says, “Fretting wear is a form of oscillatory wear that can be a problem for a broad array of applications from automotive wheel bearings to wind turbines. Due to the wide range of loads, vibrational frequencies and environmental conditions associated with different forms of fretting wear, there is neither a single screening test nor one additive solution to this often vexing grease formulation challenge.”
Coe also included fretting wear as one of several properties that need to be upgraded. He says, “High temperature life, fretting wear and saltwater corrosion are some of the key areas where improvements are desired. These challenges will likely be met not simply through improved additives, but through new combinations of additive chemistries with specialized thickener chemistries.”
Janeda sees that new additives are needed for the most recently developed thickeners and synthetic basestocks. She says, “There is a strong need for improved additive performance for greases based on modern functionalized thickeners and/or based on modern synthetic basestocks (e.g., polyglycols, silicones, perfluoropolyethers and PAOs) to fulfill the very high requirements placed on them during use. Choice and performance of additives suitable to formulate H1 greases or environmentally friendly grease also has to be improved.”
In a consistent fashion with more demanding end-user applications, Dr. Fish believes there is need for additives that can operate at elevated temperatures. He says, “High temperature stability is a growing need. More users and grease formulators are specifying tests to be run at temperatures of 150 C and above, and this is hotter than most additives have traditionally been used at.”
Bessette agrees and specifically mentions the need for better antioxidants in applications run above 200 C. He adds, “Boron additives are needed to increase the dropping point of lithium 12-hydroxystearate grease from approximately 200 C to 260 C without the evolution of alcohol.”
Zhang points out that an additive combining excellent antiwear and EP characteristics would be very helpful. He says, “The current problem is that in the competition for positioning on the metal surface, a dominant EP additive may render an antiwear additive less effective and vice versa.”
FUTURE TRENDS
The demands placed on greases in the future are similar to fluid lubricants. Hunter says, “The trends are not really changing much. There is a continued desire for longer life under more stress—higher operating temperatures with smaller quantities. This leads to more stable thickeners, synthetic base oils and greater stress on the additives to extend the functional life.
Hunter continues, “There may be a tendency to move away from metal-based additives. It is increasingly difficult and more expensive to replace metal-based surface-active additives with ashless counterparts, as the expectations of the grease increase.”
Janeda agrees, “Applications and the requirements for grease performance are becoming more severe. Additive development will have to follow this trend and will play a big role in grease development.”
The theme of needing greases to perform at higher temperatures for longer operating time frames is also expressed by Dr. Fish. He says, “Equipment manufacturers are producing new designs with smaller, lighter componentry to provide increased power density. Higher power density equals higher operating temperatures, which also has a significant impact on the type and quality of greases used. Grease additives with improved thermal stability are being developed to support these requirements.”
“Bearing users want longer life greases that offer the advantages of reduced grease consumption and waste, less frequent regreasing and lower environmental impact. By using increased but balanced levels of antiwear and antioxidant additives, significantly improved grease life can be obtained,” Dr. Fish says. “At the same time, these additives need to have low human and eco-toxicity. In many areas, legislation already is restricting the choice of additives available, but competent formulators are only using additives that will be available for the long-term.”
Zhang provides his perspective on the future of grease development. “High-performance greases such as lithium complex, aluminum complex, calcium sulfonate and polyurea will gradually take over for greases with less desirable attributes. Two driving forces for this trend are modern mechanical design and sustainability. The former favors more compact and energy-efficient machinery, while still able to provide higher power output. The latter will force people to seek long-life or sealed-for-life greases,” Zhang says. “This will increase the need for newer additives to achieve the desired performance in all grease thickener types, except for calcium-sulfonate complex grease that provide most of the grease performance functionalities through its unique thickener system, though for certain applications, even calcium-sulfonate complex grease may need additional additives to make it suitable for extreme conditions.”
Bessette lists one future trend that is already being undertaken by one grease manufacturer. He says, “More polymer-thickened greases, eliminating discrete solid particles of thickener, will reduce bearing noise and promote improved lubricant entrainment.”
Coe’s comments reflect those of the other respondents. He lists the following four trends:
1.
Higher-performing food grade and biodegradable greases. New and improved food grade and biodegradable additives are critical to meeting the needs of these growing sectors.
2.
Fill-for-life sealed bearings. Improved antioxidants will play an important role along with long-life thickeners.
3.
Higher temperatures. As with fill-for-life bearings, higher temperatures require improved antioxidants in combination with high-temperature thickeners.
4.
Higher loads. As the industry moves away from antimony-based chemistries to meet high loads, new environmentally friendly EP additives are needed.
Kaperick sees the need for new additives to replace some key raw materials such as lithium and molybdenum disulfide that are rising in cost. He says, “Greases based on thickeners such as calcium sulfonates, that offer better inherent extreme pressure and corrosion protection, may increase in popularity as the historical cost benefit of lithium thickeners is reduced.”
As for molybdenum disulfide, Kaperick adds, “Although the use of this raw material is specified at certain levels (typically 3 and 5 wt. %) in many greases by heavy equipment builders, the recent steep increases in prices may stimulate interest in alternative chemistries. The biggest obstacle to this change is the reluctance of builders to move away from a component that, in their experience, is field-proven.”
The growing demands for superior grease performance over longer operating intervals will continue to drive the need for formulators to upgrade their products. Additives will continue to provide an important role in meeting this objective now and in the future. Further background information on greases and additives can be found in a text published by Polishuk (
4).
REFERENCES
1.
Kaperick, J. (2010), “Grease – The ‘Other Lubricant,”’ STLE Philadelphia Section presentation, April 15, 2010.
2.
Hunter, M., Rizvi, S. and Baker, R. (2001), “Ashless Rust Inhibitors for Greases,”
NLGI Spokesman,
65 (3), pp. 24-32.
3.
(2004), “The Chemistry and Physics of Grease-The Advantages of Grease,”
Axel Christiernsson White Paper,
2004 (01), click here.
4.
Polishuk, A. (1998), “A Brief History of Lubricating Greases,”
Grease Technology, Lima, Pa.
 Neil Canter heads his own consulting company, Chemical Solutions, in Willow Grove, Pa. You can reach him at neilcanter@comcast.net
Neil Canter heads his own consulting company, Chemical Solutions, in Willow Grove, Pa. You can reach him at neilcanter@comcast.net.