Building a Reliability Centered Lubrication Program
Mike Johnson, Contributing Editor | TLT Technical Analysis June 2011
A well-defined strategy should reflect both operational and maintenance objectives.

KEY CONCEPTS
•
Reliability Centered Lubrication projects deliver very strong operational and financial results for relatively low investment.
•
The success of RCL depends on a well-defined strategy and tactics that support management’s goals to see that changes in work practices are fulfilled.
•
By qualifying each machine’s production and health, safety and environmental importance, the engineer is able to optimize lubrication-improvement tactics with respect to each machine’s relative importance to the plant’s needs.
The late W. Edwards Deming, the well-known American business expert, taught us that our work system is perfectly designed to give us the results we get. If we want different results, we need a different design. This notion pertains well to lubrication program and mechanical maintenance effectiveness.
Regardless of a plant’s geographical location in the world, one thing seems evident: without a clear strategy, a well-defined plan and attentive daily management, machine lubrication becomes a low-priority activity that leads to degraded machine health and productivity, otherwise known as a Run-to-Failure Lubrication (RTFL) approach. Herein, the focus is on the supplier. Perception of program fitness is derived from the lubricant brand and length of the supply agreement (stability of lubrication supply). Lubrication practices within this approach are driven by perceptions of product performance and can quickly devolve into a marginally productive work.
By contrast, a reliability centered lubrication (RCL) program is designed for maximum machine fitness to produce specific work practices to achieve clearly defined improvements in machine function and dependability. Comparing the RTFL approach vs. RCL, RTFL is focused on the lubricant (procurement, receipt, delivery to the machine) and the other is focused on improving machine health (a precise film thickness and defined cleanliness, delivered with regulated volume and frequency and managed for a targeted lifecycle). The type and degree of lubrication practices development differs substantially.
When the RCL program practices are reconfigured to become the cornerstone of machine health and fitness, the whole operation benefits substantially from reduced cost of repair and cost of material use, reduced scrap, reduced energy consumption, reduced scheduled and unscheduled machine losses. Financial returns from a thoroughly engineered RCL plan can easily deliver 100% Net Present Value (NPV) and more over a typical five-year window.
This article outlines the steps involved in delivering precision lubrication (i.e., RCL). Following are seven topics to be addressed:
1.
Developing a RCL strategy.
2.
Estimating RCL financial merit.
3.
Evaluating machines for criticality and RCL requirements.
4.
Establishing and managing work schedules.
5.
Establishing machine health monitoring and program control plan via lubricant analysis.
6.
Setting organizational knowledge (management and labor) expectations and developing a growth plan.
7.
Tying program results to management performance evaluation.
We’ll cover topics 1-3 today and address 4-7 in a future article.
STRATEGIES, GOALS AND TACTICS
RCL offers enormous financial rewards that aren’t technically difficult to achieve. Success depends on a well-defined strategy and tactics that support management’s goals to see that the changes in work practices are fulfilled. This begins with a thorough and focused strategy. Since the purpose of this initiative is to improve net plant financial performance through improved production performance, the strategy should begin with that end in mind.
Once defined, a RCL strategy should provide purpose and direction. This could be as simple as integrating technology and advanced work practices into lubrication program administration. A more detailed strategy may suggest specific direction for program development, including upgrades in lubricant, filtration, analysis and automation technologies.
The defined maintenance strategy should obviously support key plant priorities such as production output, product quality, worker health and safety, ecology and finances. Lubrication is a critical function but is still a subset of a bigger organizational concern, so the RCL plan should conform to the broader organizational needs. Strategy development should be followed by adoption of measurable objectives and tactics to accomplish those objectives.
A review of the standing maintenance department’s strategic objectives is a good starting point. These objectives should be unambiguous and measurable. Strategic objectives for either a maintenance or RCL program could include:
•
Reduce planned maintenance downtime by X percent.
•
Eliminate unplanned maintenance downtime.
•
Reduce machine function variability that produces scrap (out-of-spec •
products).
•
Improve labor utility through improved work planning and control.
•
Upgrade machine operating condition as defined by machine health targets and limits.
RCL tactics should flow from the stated strategic goals. Following the hypothetical strategic goals noted above, the RCL tactics could be defined as follows:
•
Reduce planned maintenance downtime by X percent
a.
Reduce downtime for replacement of lubricated mechanical parts (bearings, drives, couplings, chains and cables, etc.)
b.
Reduce downtime for replenishment and/or replacement of lubricants and filters.
•
Eliminate unplanned maintenance downtime
a.
Improve early identification of failure for all lubricated components to eliminate unforeseen failure
b.
Improve diagnosis of identified failure symptoms that will enable decisions to slow failure progression.
•
Reduce machine function variability that produces scrap (out-of-spec products)
a.
Improve hydraulic system hygiene
b.
Improve hydraulic system varnish control
c.
Reduce rate of component wear on critical dimension machine components.
•
Improve labor utility through improved work planning and control
a.
Calculate and schedule all grease application activities based on established engineering practices.
b.
Integrate automatic lubrication into all grease application intervals of seven days or less.
•
Upgrade machine operating conditions as defined by machine health targets and limits
a.
Reduce moisture levels per defined machine health targets
b.
Reduce solid contaminant and wear metals per defined targets.
In the absence of clearly defined maintenance strategic goals, benchmarking against a strong standard will help a company identify areas of strength and weakness within the existing work practices and should provide guidance for both strategic and tactical planning. The
February 2010 issue of TLT provides insight into measuring existing lubrication program performance (available digitally at
www.stle.org).
Each tactic should be measurable and have specific targets and limits. Further, tactical targets and limits should reflect differences in each machine’s criticality and its importance to safety, health and environmental and annual production requirements.
FINANCIAL MERIT
Practically speaking, if RCL concepts are foreign or new to the organization, this may be the most important step in the process. Without some positive preconceptions of the value of advanced lubrication tactics, there isn’t much likelihood that management will invest much in what is thought to be a mundane or irrelevant work activity.
Estimating financial value begins with assigning a cost impact value for the lubrication program in its current condition. Actual component replacement costs may be found from tallying the most recent annual purchase record for the components (bearings, drives, chains, cables, couplings, mechanical hydraulic components and valves). To this tally, one should add a cost for labor and lost production associated with the use of these component replacements. The labor and downtime portions are difficult to estimate in this approach without help from the persons doing the work. Alternately, the computerized maintenance management system (CMMS) programs used in most plants may contain the repair records and details that would produce a defendable estimate.
In the absence of these firm options, the following Q&A exercise, as shown in Figure 1, can be conducted with the maintenance/engineering manager responsible for budgets and financial analysis.
 Figure 1. Q&A discussion to quality savings target potential.
Figure 1. Q&A discussion to quality savings target potential.
Obviously, a hard accounting of costs is best. This exercise should provide a value between 3% and 6% of the maintenance expenditures, which arguably could be avoided through precision lubrication.
Once an annual economic benefit is determined, a project cost must be estimated. In this step, the reliability engineer must account for the cost of machine evaluation, analysis and methods development time, cost of future lubricant analysis (increases), the cost of any management tools (software) and the cost of any capital improvements (automatic lubrication, filtration, cooling, seal and breathers upgrades, etc.).
The process is fairly straightforward:
1.
Count the number of each type of machine. Example:
•
300 pumps
•
30 conveyors
•
54 agitators
•
2 mill
•
2 crusher
•
3 production cranes
•
19 rolling stock (loaders, trucks, forklifts, service cranes)
In this example set, there are 410 discreet machines. Some will have multiple sumps.
2.
Estimate the amount of time that will be required to assess each machine and design improvements in how the lubricant is selected, applied, maintained and monitored.
•
Pumps = 1 hour each (expect much uniformity)
* 300 = 300 hours
•
Conveyors = 2 hours each (ditto)
* 30 = 60 hours
•
Agitators = 2 hours each (ditto)
* 54 = 108 hours
•
Mills = 24 hours each (specialized machines)
* 2 = 48 hours
•
Crusher = 24 hours each (ditto)
* 2 = 48 hours
•
Production cranes = 8 hours each
* 3 = 24 hours
•
Rolling stock = 4 hours each
* 19 = 76 hours
Total 664 hours
The base-time requirement in this machine set would be 664 hours.
At an average fully loaded cost of $90 per hour for an experienced reliability engineer, the project labor cost to develop practices is (90 * 664) = $59,760.
It is reasonable to expect that the engineer assigned to the task will improve efficiency as the work on each machine type proceeds. A learning curve factor may be applied to the time for detailed analysis, producing a smaller time requirement per machine, hitting a plateau after several instances of each.
3.
Estimate the hardware cost for the planned improvements. This value will be determined by changes in expectations for lubricant condition control and will be dominated by filtration and sealing investments. Automatic lubrication systems will also account for a large portion of the investment.
An accurate number would be available after the machine review, sourcing of needed parts and solicitation of quotations for filters, filtration systems and lubricant application systems. Until that work is done, this step produces only a rough estimate.
As machine critically and complexity increase, the cost to retrofit the machine for a long-term improvement in lubrication effectiveness will rise. Some machines will receive no improvement at all, and inevitably a few machines will receive a large portion of the total. This is appropriate.
For the sake of providing a capital investment preliminary number, assume that the plant will allocate $300 per machine. The cost of hardware improvements would be (300 * 410) = $123,000.
4.
Provide a financial analysis statement that declares the cost and the benefits over a period of time, generally a five-year window. The conventional measurement method for project value analysis is called the Net Present Value (NPV) of the project. The NPV analysis allows the engineer to project the final value of the initial investment after all charges and returns. Additionally, the returns are factored to account for the cost of borrowing (interest rate) and the effect of time (inflation rate). If the NPV is positive, then the project covers the cost of investment in time and materials for the project, as well as the cost of borrowing and the loss of economic value from inflation.
The calculation for estimating the present value of money that is to be received in the future is:
Where,
PV = The value of money in period n
Cash Flow = An expected return for a given period
n = Time Period
r = Cost of Capital (interest plus inflation)
Using this model, for example, if Year Four for this project should produce $420,000 after expenses, then the value of that money pulled forward and counted today is:

For this example, as shown in Figure 2, the sum of cash flows for all five periods, after interest and inflation, including the initial investment (shown in Period 0) is $817,281. A positive value indicates that a project will make money. The bigger the number, the greater cash inflow the project produces. The RCL plan should be compared to other project opportunities and allowed to sink or swim on its own merits. If the value of the available capital is best used elsewhere, then plant management could argue against funding the project.
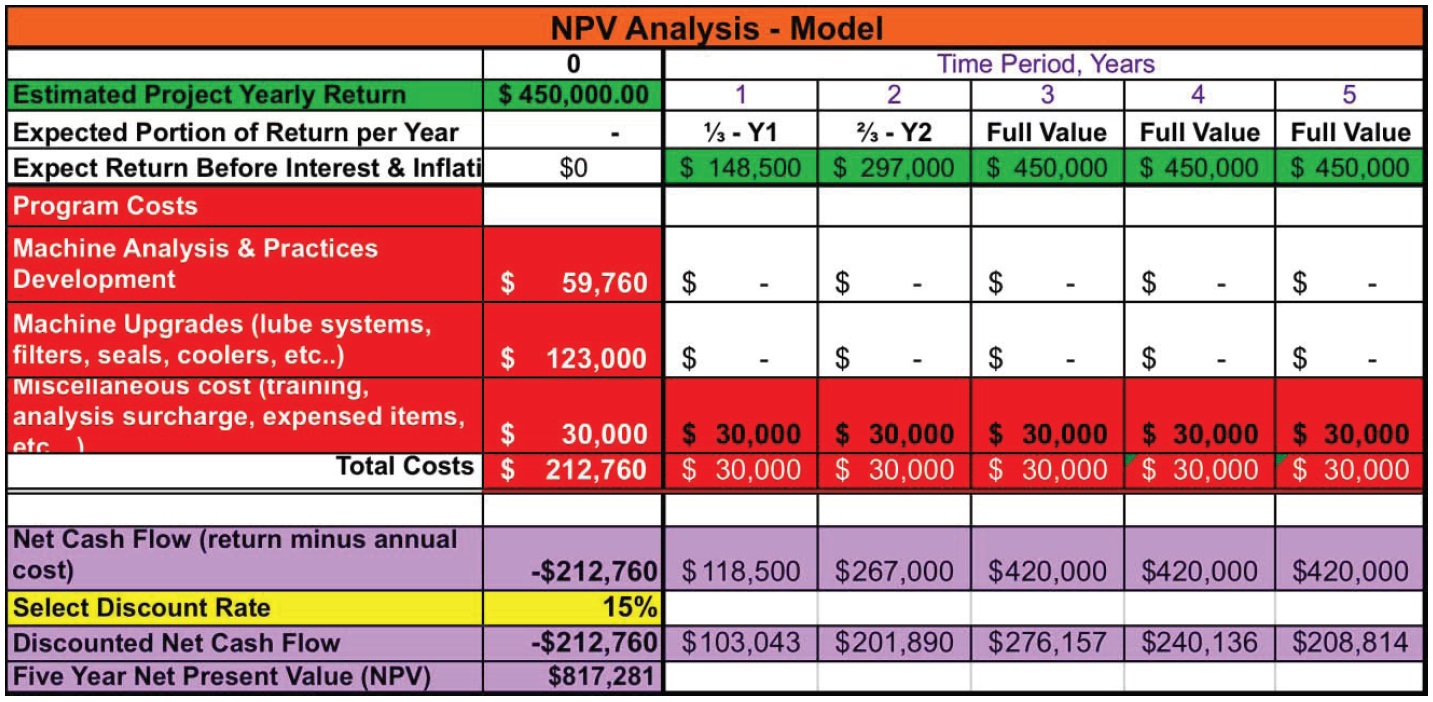 Figure 2. Conventional financial analysis model used to grade the value of an improvement initiative.
MACHINE CRITICALITY RANKING
Figure 2. Conventional financial analysis model used to grade the value of an improvement initiative.
MACHINE CRITICALITY RANKING
Given the likelihood of many needed improvements, particularly for sump condition control, it is rarely possible to take a “one plan fits all machines” approach. Further, even though it may seem that every machine is vitally important, once a systematic evaluation begins, it is quickly obvious that there are differences in the importance of machines based on failure impact to human safety, environmental impact, production losses and cost of repair between machines.
The machine criticality ranking is used to help identify the most critical assets—the Top 10 or 20%—in order to prioritize the analysis and assignment of new lubrication tasks. By identifying the characteristics that make each asset critical, the analysis also provides valuable information to decide what actions reduce risk for all plant assets (
1). This is particularly useful when assigning a priority to investment into lubricated components.
A balanced approach would incorporate input from multiple departments such as safety, health and environmental, operations, maintenance and reliability engineering, procurement and logistics, etc. As the multidepartmental team reviews each machine in light of each criterion, a case can be made that satisfies total business needs. Examples of criteria that could be used to analyze assets include:
•
Environmental impact
•
Employee health and safety impact
•
Customer impact
•
Production cost impact
•
Cost of repair impact
•
Repair history
•
Cost of long-term maintenance
•
Mean-Time-Between-Failures (MTBF) or “Reliability”
•
Cost of machine replacement
•
Spares availability.
The process would follow an orderly sequence similar to the decision tree in Figure 3. If the answer to all questions is no for Level 1, then the questions proceed to progressively lower intensity qualification for Levels 2 to 4. Once the critically level is established, similar questions pertaining to the operating environment severity and operating duty cycle are answered. The final result is a matrix containing conditions for six possibilities (
2).
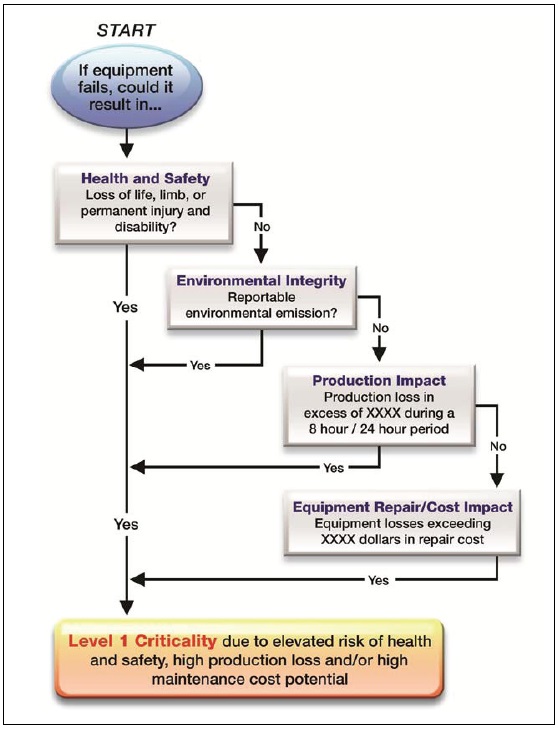 Figure 3. Criticality Decision Tree used to identify criticality levels.
Figure 3. Criticality Decision Tree used to identify criticality levels.
Figure 4 (the Criticality Matrix Table) shows criticality Levels 1 to 4, duty cycle and environmental factors that together produce machine importance levels A through F.
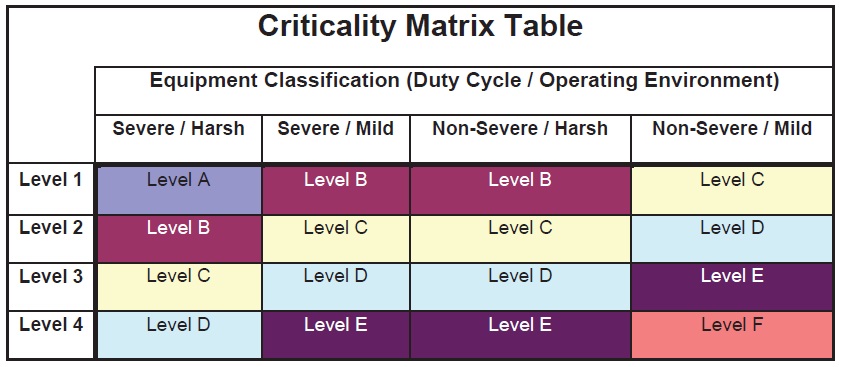 Figure 4. The Criticality Matrix Table reflects operating factors of Levels 1 to 4.
Figure 4. The Criticality Matrix Table reflects operating factors of Levels 1 to 4.
Many ranking approaches provide a numerical value for each machine. This more narrowly qualifies each machine’s relative importance. This approach provides enough detail to adequately assign the level of lubrication attention during the next phase, which is machine analysis and work design to be addressed at a later date.
Figure 5 reveals the extent of increased attention that will be allocated based on importance ranking, duty cycle and environmental severity.
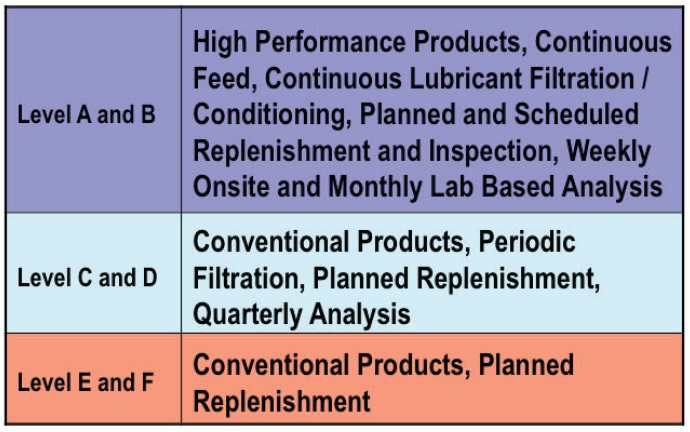 Figure 5. A thoroughly qualified machine list enables reliability engineering to optimize the amount of new effort for each machine.
SUMMARY
Figure 5. A thoroughly qualified machine list enables reliability engineering to optimize the amount of new effort for each machine.
SUMMARY
Creating a RCL program begins with a solid plan. The strategy, goals and tactics should reflect both operational and maintenance objectives. Once a clear direction is established, a machine inventory and cost and benefit analysis process provides management with a clear sense of the economic potential that exists through a marked improvement in lubrication practices. A positive NPV tells management whether the project is viable.
Assuming project viability is demonstrated, the next step is to rate machines by their relative importance to the plant site in order to refine new work practices according to the machine’s mission. By qualifying each machine’s production and health, safety and environmental importance, the engineer is able to optimize lubrication-improvement tactics with respect to each machine’s relative importance to the plant’s needs.
REFERENCES
1.
Click here.
2.
The origin of this method is not known. It was not created by AMRRI, but is the preferred method for lubrication improvement ranking needs.
 Mike Johnson, CLS, CMRP, MLT II, MLA III, is the principal consultant for Advanced Machine Reliability Resources, in Franklin, Tenn. You can reach him at mike.johnson@precisionlubrication.com
Mike Johnson, CLS, CMRP, MLT II, MLA III, is the principal consultant for Advanced Machine Reliability Resources, in Franklin, Tenn. You can reach him at mike.johnson@precisionlubrication.com.