The Lubrizol Corporation
Reducing the Impact of Metalworking Fluid and Slideway Lubricant Contamination
By Joe Purnhagen, Commercial Manager, Metal Processing, The Lubrizol Corporation | TLT CMF Plus November 2009
Introducing Lubrizol® 5411 Additive Chemistry for Slideway Lubricants
It’s inevitable that slideway lubricants and metalworking fluids will co-mingle during processing, leading to fluid contamination and possible disruption of machine tool function. Since disruptions in operation can have a significant economic impact, end users need to trust that the slideway lubricant they choose will perform as promised. Add in the fact that certain equipment warranties require the use of slideway lubricants that meet specific industry specifications, and the importance of selecting the right lubricant with the right additive chemistry becomes clear.
And while manufacturers depend on the slideway lubricant to provide smooth, trouble-free performance under even the most difficult conditions, expectations don’t end there. End users require their premium slideway lubricant to provide supplemental performance features that deliver real productivity benefits. On the other side of the equation, lubricant suppliers are looking for additive options that will allow them to differentiate their product offering.

Recently, Lubrizol has introduced new additive chemistry for customers seeking a dedicated slideway lubricant. Ashless and phosphorus free, Lubrizol® 5411 offers a unique combination of robust frictional characteristics and high extreme pressure capability, resulting in smooth operation, less wear and longer equipment life.
Parts and materials need to slide smoothly as they move through the machining process. Any sticking or hesitancy along the slideway may damage the machine tool. And that can mean lost time and productivity. So slideway lubricants really need to stand up under pressure. At the same time, they need to be compatible with the metalworking fluids (MWF) they will inevitably encounter during processing, since contamination of MWF can lead to equipment failure and costly delays.
Lubrizol’s recently introduced Lubrizol 5411 technology is a dedicated additive package specifically designed for the slideway challenge. Soluble and stable in a range of paraffinic oils, Lubrizol 5411 delivers premium performance and a wide range of benefits in a variety of industrial lubricant base stocks. Its blend of outstanding frictional characteristics and high extreme pressure capability help keep equipment running smoothly, while its strong demulsibility and water separation properties reduce the impact of fluid contamination.
Proven Compatibility with Metalworking Fluids
Co-mingling of metalworking fluids and slideway lubricants during processing can lead to fluid contamination. As tests have shown, Lubrizol 5411’s excellent demulsibility characteristics allow for effective separation of the slideway lubricant and MWF, to help ensure that the proper function of both fluids is maintained.
The Effect of Metalworking Fluids on Slideway Lubricant Function
Contamination of slideway lubricants by MWFs can be detrimental to the function of the machine tool. To avoid problematic performance, slideway lubricants should shed MWF contamination effectively. Lubrizol 5411 additive technology was tested using the SKC Gleittechnik GmbH procedure conducted with 12 different commercially available MWFs. The procedure evaluates the ability of the slideway lubricant to shed MWF contamination, and predicts potential problems with slideway lubricant function following MWF ingress. Following agitation, samples are evaluated according to a visual appearance standard on a scale of 1 to 6. Lower number classifications are characteristic of more complete and effective separation with minimal impact to the slideway lubricant. Higher number classifications indicate poor separation characteristics that could create slideway performance problems. In this evaluation, Lubrizol 5411 showed outstanding results (
Figure 1).
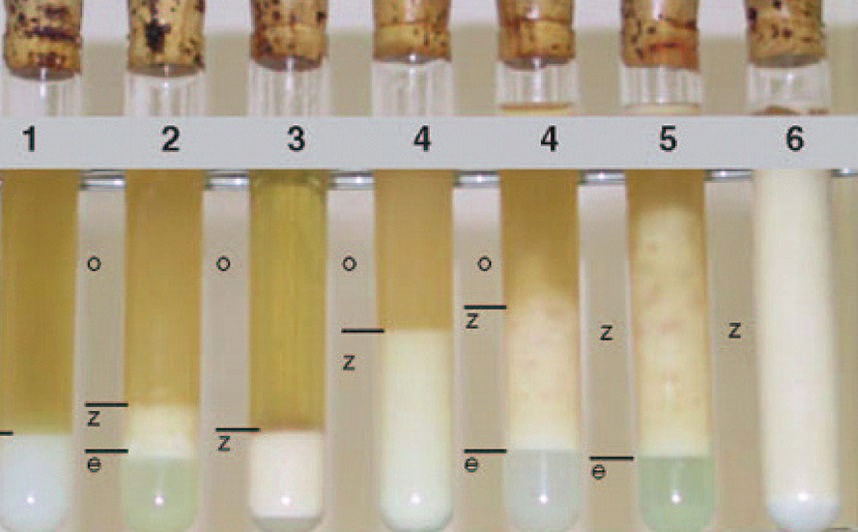 Figure 1. Slideway lubricants built from Lubrizol 5411 demonstrated stage 1-2 performance with all twelve aqueous cutting fluids dictated by test protocol, after one day and seven day observations.
The Effect of Slideway Lubricants on MWF
Figure 1. Slideway lubricants built from Lubrizol 5411 demonstrated stage 1-2 performance with all twelve aqueous cutting fluids dictated by test protocol, after one day and seven day observations.
The Effect of Slideway Lubricants on MWF
When MWF emulsions are contaminated with slideway lubricant in the machine tool, this contamination, generally referred to as a type of “tramp oil,” has the potential to prematurely degrade the MWF performance by creating emulsion instability, increased biological activity, and reduced cooling capacity. In order to assess the impact of slideway lubricants on aqueous metalworking fluids, Lubrizol has developed a screening test to simulate the ability of a slideway lubricant to separate from MWF emulsions. As part of the test process, an MWF emulsion was contaminated with 10% slideway lubricant and processed for five minutes, at 1500 rpm, in an ASTM D1401-type agitation apparatus. Separation time and the characteristics of layers and interface were observed. The Lubrizol 5411 formulation showed rapid separation, good oil phase clarity, and a well-defined oil-emulsion interface.
In testing, Lubrizol 5411 additive technology has consistently demonstrated excellent performance characteristics for demulsification of and separation from water and MWF emulsions. Slideway lubricants formulated with Lubrizol 5411 additives eliminate the threat of contamination, while providing outstanding performance (
Figure 2). To learn more about this flexible, high-quality option, as well as Lubrizol’s entire range of metalworking fluids, visit
www.lubrizol.com.
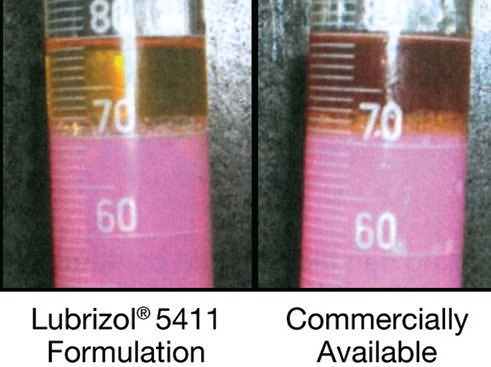 Figure 2. In screening tests, Lubrizol 5411 showed equivalent or superior performance to commercially available slideway lubricants
Figure 2. In screening tests, Lubrizol 5411 showed equivalent or superior performance to commercially available slideway lubricants.
Meeting or exceeding all common industry specifications (
Figure 3), Lubrizol 5411 also delivers a range of benefits to keep equipment running smoothly. Cascadeable treat rates provide options in balancing performance levels and economics in a given application.
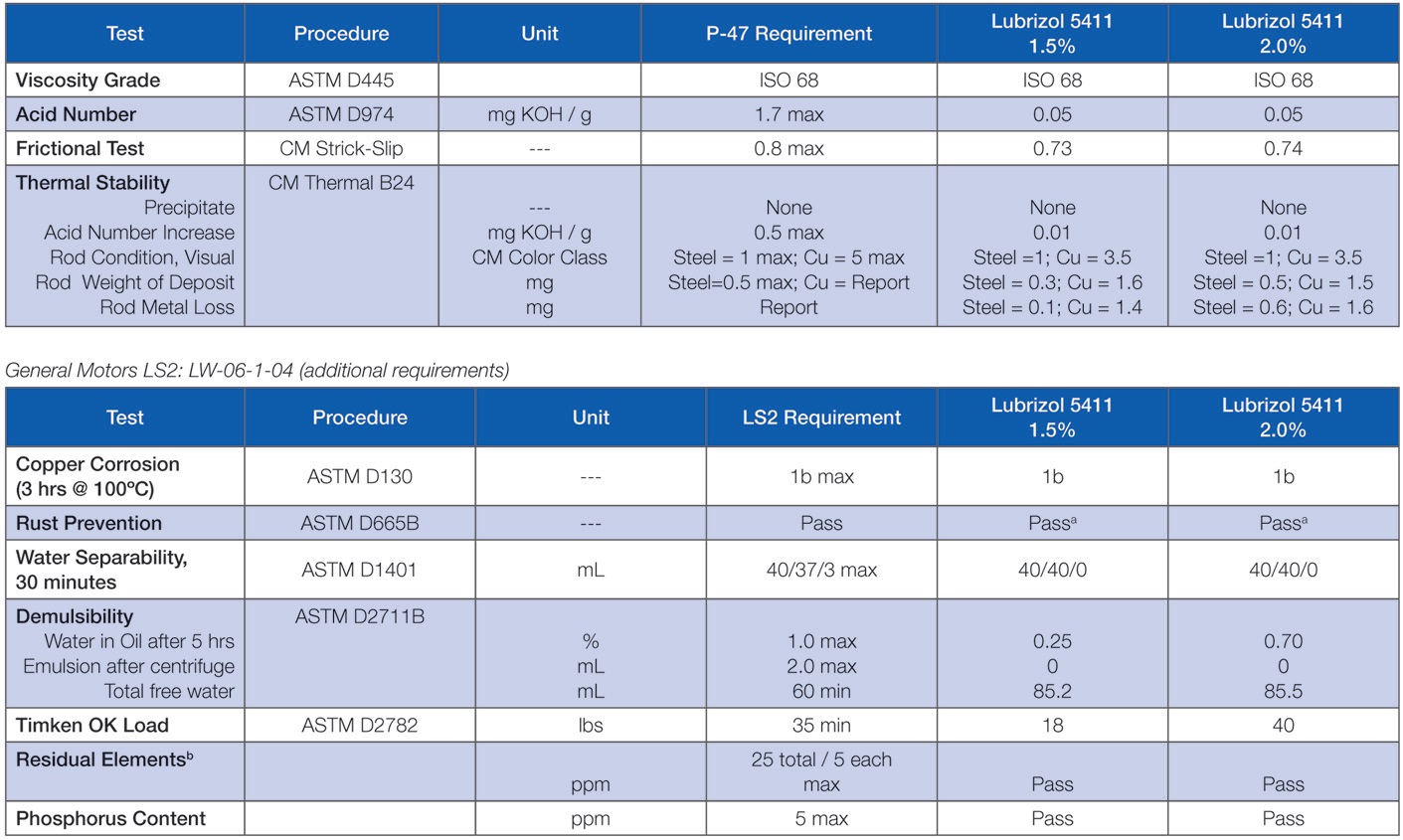 a300 ppm top treat of Lubrizol 859 required for ASTM D665B performance.
a300 ppm top treat of Lubrizol 859 required for ASTM D665B performance.
bResidual element limits apply to: As, B, Ca,Mn,Mg,Na, Fe,Ni, Si, Cu, Sn, Cd, Cr, Pb, Ba, and Zn.
Figure 3. Summary of Performance All test data in Group I base stocks Cincinnati Machine P-47 Requirements