Tribology from all angles: Same problem, different perspectives
Dr. Nancy McGuire, Contributing Editor | TLT Feature Article June 2017
When chemists, materials scientists and mechanical engineers work on the same problem, finding a common language can be an issue in itself.
KEY CONCEPTS
•
Tribological tests must be designed for relevance to the problem at hand rather than using familiar tests or easily available instruments.
•
Multidisciplinary teams must fully understand test conditions and constraints to establish a common basis from which to draw conclusions.
•
Collaborative efforts require sustained effort and institutional support to be successful.
THREE BLIND MEN ENCOUNTERED an elephant, the old story goes. One of them felt the elephant’s tail and declared that an elephant is like a rope. Another examined the animal’s leg and said that it was more like a tree trunk. The third ran his hands along the elephant’s trunk and insisted that the elephant was like a snake.
Tribologists take a more sophisticated approach, but they agree that maintaining contact with one another and collaborating on problem-solving approaches are essential to seeing the whole elephant. Materials tribologist and STLE-member Dr. Peter Blau notes that often lubricant-development tribologists are trained as chemists and chemical engineers, while parts designers are trained as mechanical engineers. A smaller number of tribologists are trained as materials scientists or physicists. Each background introduces a different point of view.
A MATTER OF SCALE
Perhaps the most obvious difference in approach is the range of scales on which the various specialists approach the characteristics of surfaces and the interactions between them. Blau, principal at Blau Tribology Consulting in Biltmore Lake, N.C., says that you have to choose the scale of your test according to the problem you’re solving and use the right tools for that size scale. Don’t use a piece of equipment just because it’s readily available in your lab, he advises. STLE-member Mark Devlin, a technical advisor with Afton Chemical Corp., headquartered in Richmond, Va., concurs: “You need to measure lubricant properties under relevant operating conditions rather than under conditions that are easy to attain with current instruments.”
Devlin notes that chemists can measure the elastohydrodynamic film thickness of an oil film, which might be 100-200 nanometers, but an engineer would say, “The roughness of a machine part is several microns—how is that small film protecting our surface?” (Note that a micron is 1,000 times greater than a nanometer.)
Devlin says that when you can come up with a common example that illustrates what’s going on, it becomes easier to understand. For example, a very thin water film can cause a 2,000-pound vehicle to hydroplane, even though water normally has a very low viscosity. The water is being forced through the contact zone, and “the only way the water can get from one side of the contact zone to the other is to push the surfaces apart—something has to move.”
STLE-member Robert Carpick, John Henry Towne Professor and chair of the department of mechanical engineering and applied mechanics at University of Pennsylvania in Philadelphia, notes that the common context between different scales is established on a case-by-case basis. “It’s different for every set of conditions,” he says, “so you have to define your conditions or ranges (loads, materials, pressures, temperatures, speeds) up front and match those across experiments as best you can.”
Tribologists try to make the conditions for a nanoscale experiment probe (e.g., pressure, temperature, materials, asperity size, stress on an asperity) the same as the conditions they estimate for asperities that occur in the macroscale contact region. Speed is a big gap—high velocities are difficult to achieve at the nanoscale, Carpick says (
see Figure 1).
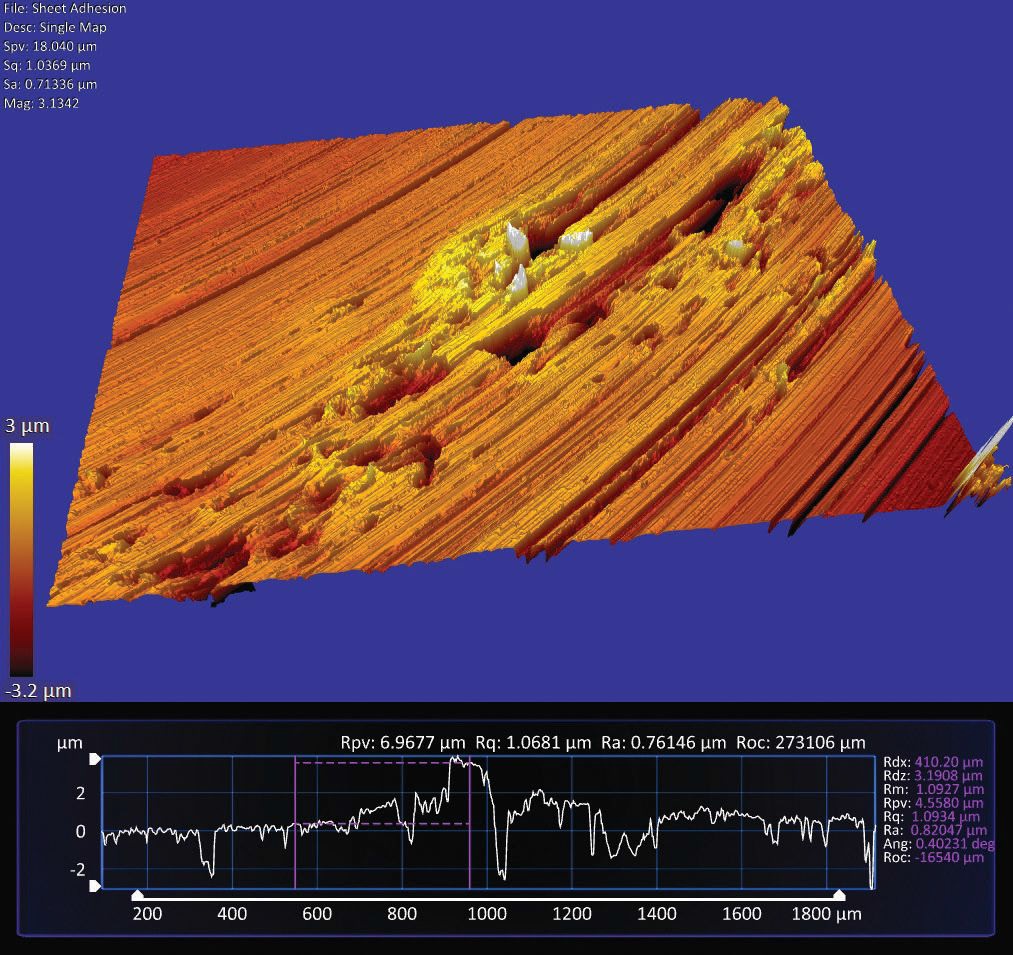 Figure 1. This 3D surface scan uses scanning white light interferometry to show the galling of a sheet steel surface in a twist compression test specimen after the lubricant has been depleted. Note that the wear track shows the slight scoring of the surface from repeated contact during the test. The galling appears as if the surface has erupted. (Figure courtesy of Gregory Dalton.)
Figure 1. This 3D surface scan uses scanning white light interferometry to show the galling of a sheet steel surface in a twist compression test specimen after the lubricant has been depleted. Note that the wear track shows the slight scoring of the surface from repeated contact during the test. The galling appears as if the surface has erupted. (Figure courtesy of Gregory Dalton.)
“We think this new nanoscale method can help you answer questions that are difficult using macroscopic tools, especially about buried interfaces,” Carpick says. “This is especially true for antiwear additives and friction modifiers, which form films that bind to and protect surfaces.” He notes that these films are nanometers thick and have structural features at the nanoscale, but they alter the tribological behavior of the surface at the macro scale (
see Studying What You Want to Replace).
STUDYING WHAT YOU WANT TO REPLACE
Much of the development in modern lubrication and antiwear products has been empirical, and the underlying mechanisms are poorly understood. Carpick and his colleagues found a way to observe tribofilm formation in real time on a molecular scale using atomic force microscopy (AFM).
Zinc dialkyldithiophosphate (ZDDP) corrosion and wear inhibitors are present in almost all engine oils and have been used since the late 1930s. However, environmental regulations and modern oil formulations place constraints on the amount of phosphorus an oil can contain. Thus far no one has been able to identify a replacement compound that serves as well and as cost effectively in such a wide range of applications.
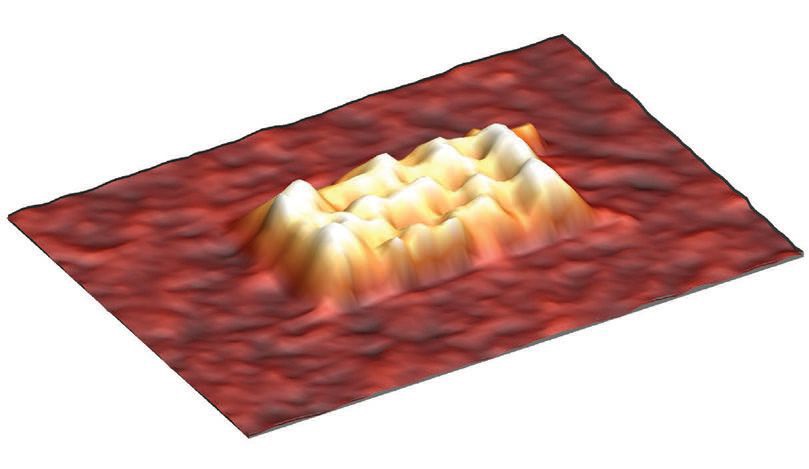
Carpick’s group observed the nucleation, growth rates and thickness saturation of patchy, layered ZDDP tribofilms on moving surfaces as a function of sliding time (
see graphic). They discovered that iron is not needed for ZDDP tribofilm formation, an important insight for carmakers wanting to incorporate more aluminum or magnesium alloys into their engine.
They confirmed previous findings that the ZDDP tribofilm is stronger and stiffer near the substrate. Thicker films exhibit less molecular cross-linking near their surfaces and show other features indicative of the role of contact stress, which in turn limits the further growth of the tribofilm.
They concluded that the ZDDP tribofilm is not a product of the weakly adsorbed thermal film but, rather, is generated from the molecular species continuously entering the contact zone during dynamic sliding. These species chemically react under the influences of temperature, surface interactions and the high applied stresses. As the film reaches its terminal thickness, the soft topmost regions slough off, providing mechanical protection to the surface below.
SOURCES
1.
Schwarz, U. (2015), “Tracking antiwear film formation,”
Science,
348 (6230), pp. 40-41.
2.
Gosvami, N. N., et al. (2015), “Mechanisms of antiwear tribofilm growth revealed in situ by single-asperity sliding contacts,”
Science,
348 (6230), pp. 102-106. DOI: 10.1126/science.1258788.
Can you apply what you learned from a nanoscale point probe study to a large steam turbine? “I don’t see a convenient way to integrate across [the entire range of] scales,” Blau says. In an imperfect world, scaling down infinitely (to an atomic scale) is a reductionist approach, he notes. “Applied tribology problems aren’t pristine, your surfaces aren’t ideal and you have the uncertainties of the broader, dirtier world” in which a machine might be operating. He gave an example of sand-cast engine blocks, where residual casting sand could cause abrasion problems that you wouldn’t see in an idealized model of piston ring and liner performance. “Your assumptions affect your interpretation when you’re addressing a problem,” he says (
see Figure 2).
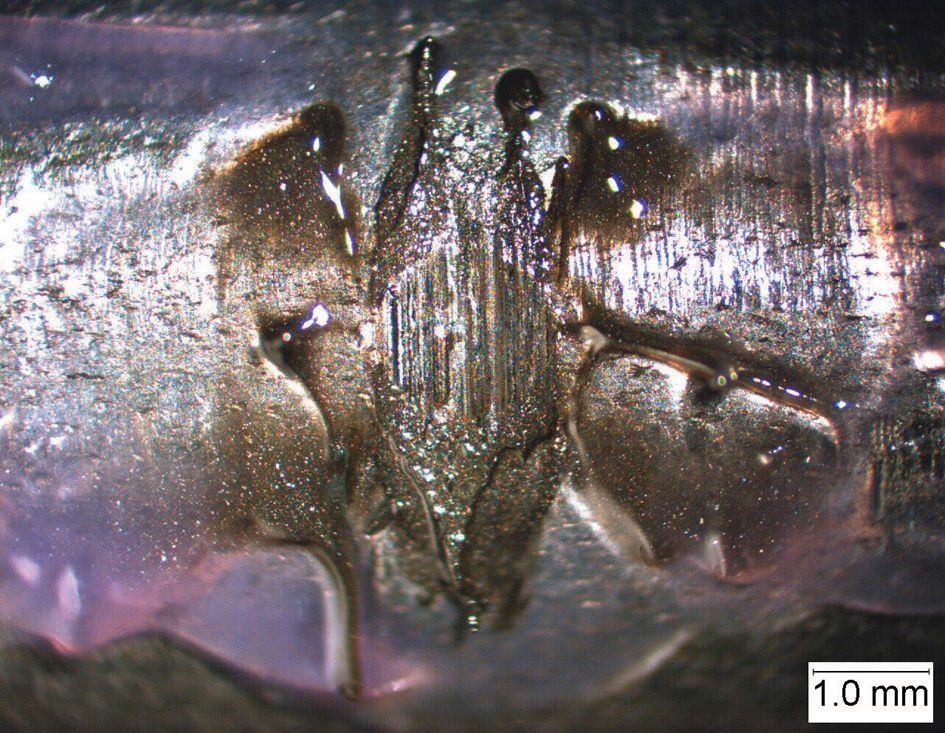 Figure 2. Wear scar on a steel test pin used to evaluate the performance of an experimental grease. Shiny wear particles are scattered within the grease. (Figure courtesy of Blau, P. J. (2016), Tribosystem Analysis, A Practical Approach to the Diagnosis of Wear Problems, CRC Press: Boca Raton, FL.)
Figure 2. Wear scar on a steel test pin used to evaluate the performance of an experimental grease. Shiny wear particles are scattered within the grease. (Figure courtesy of Blau, P. J. (2016), Tribosystem Analysis, A Practical Approach to the Diagnosis of Wear Problems, CRC Press: Boca Raton, FL.)
“There’s a long way to go to connect everything,” Carpick says. However, he adds, the connections exist, since atoms on one surface do contact atoms on another surface or lubricant molecules in between. Carpick looks at specific questions such as how a company’s nanoparticle engine oil additive forms tribofilms. He examines how fast the film forms and under what conditions it forms or doesn’t form. The nanoscale studies provide screening information and information on function and ultimately can assist in coming up with greener or more effective formulations. For example, “A trucker would see better reliability and fuel efficiency,” he says.
ONE PROBLEM, DIFFERENT ANGLES
Chemists, many of whom work to develop lubricants, coatings and surface treatments, tend to look at things at the molecular level. What components of a lubricant will lower its kinematic viscosity and reduce friction? What additives will form a tribofilm on the surface of a bearing or gear that retards wear without negatively affecting performance? How do the molecules pack, entangle or react chemically under operating conditions? Devlin works on the rheological and tribological properties of lubricants. “The chemist can tell you residence time of a fluid in the contact zone and what the fluid is doing at that temperature (viscosity, degradation, etc.), what phase is the fluid in under the local temperature and pressure,” he says.
Mechanical engineers come at a problem from another direction—they make test rigs that are smaller, often simpler, versions of their counterparts in the field. They tackle tribological problems from the perspective of motion and friction, and testing involves measuring speed, torque, load and fluid viscosity.
Greg Dalton, president of the consulting business Tribsys Inc. and an instructor at the College of the North Atlantic, St. John’s, Newfoundland and Labrador, is a mechanical engineer whose expertise is in the tribology of automotive parts manufacturing. He models industrial processes for lab experiments and builds testing equipment for specific applications.
Dalton says that some tribologists focus mainly on elastohydrodynamic lubrication, the sweet spot where the lubricant is at a high pressure and there’s no metal-to-metal contact. It’s a fleeting condition unless you have a steady lubricant flow and new lubricant is continually coming into the contact region, he says.
Dalton emphasizes the importance of testing a part until it fails to establish where that limit occurs. “If I’m testing a part in a lubricant bath, it’s never going to fail,” he says. “A lot of tribologists don’t see why they should test to failure, since the ideal situation is constant replenishment, steady state.” Failure might be rare, but it’s important, Dalton adds. “You can’t say that one lubricant is better for preventing adhesive failure if you haven’t tested it to failure (
see Rare but Catastrophic).”
RARE BUT CATASTROPHIC
Solving friction problems requires knowing where to look. Lubricant failure can cause mechanical parts to fail, but mechanical part failures also can keep a lubricant from doing its job.
On March 12, 2009, Cougar Helicopters Flight 491 was well into its 300-kilometer trip, carrying workers to the White Rose and Hibernia oil fields off the coast of Newfoundland and Labrador, when the pilots reported a loss of oil pressure in the main gearbox that powered the helicopter’s rotor drive.
Canadian and U.S. regulations require that passenger helicopters be able to fly for at least 30 minutes without oil in the main gearbox, so the pilots decided to turn back toward land rather than deploying the lifeboat and ditching the helicopter. Eleven minutes later, the rotor seized, and the helicopter pitched 1,000 feet into the North Atlantic about 55 kilometers east of St. John’s. Seventeen of the 18 people aboard died, and it took more than an hour to rescue the lone survivor.
Later it was determined that two of the three titanium mounting studs securing the oil filter bowl assembly to the helicopter’s main gearbox had failed, similar to an incident that occurred in Australia the previous year. The Sikorsky S-92 helicopter’s gearbox had failed the 30-minute run-dry test in simulators, but Sikorsky had obtained certification under a U.S. Federal Aviation Administration rule that allows exceptions if a company can demonstrate that failure is very unlikely.
Dalton notes that titanium is susceptible to galling. Removing and replacing the studs during an oil filter change causes the nuts to wear down the stud threads and loosen their fit. Sikorsky had issued a service bulletin recommending that the titanium studs be replaced with steel ones after 1,250 flight hours. Cougar had ordered new mounting studs for the helicopter that crashed, but they had not been installed.
SOURCES
1.
Bailey, S. (2010), “Sikorsky sued over chopper crash that killed 17,”
The Globe and Mail. Available
here.
2.
Baird, M. (2011), “TSB releases final report into fatal Cougar helicopter crash,”
The Telegram. Available
here.
A materials-based approach “has to do with the scale of microstructures and what features come into contact with the lubricant,” Blau says. He cites the example of ceramic materials for adiabatic engines where materials scientists addressed problems with brittleness, thermal shock, thermal conductivity and reaction with lubricants. Researchers searched for materials that were readily available and could be made reproducibly, as well as being compatible with their thermal and chemical environments and capable of withstanding loads while resisting wear.
Materials engineers also solve problems dealing with extreme operating conditions such as engines that run at temperatures that are too high for conventional liquid lubricants to perform well, Blau adds. In these situations, you may need to make bearings from materials that can work in a lubricant-free environment. The bearing material itself does the work of a lubricant by forming a protective oxide layer, for example.
When clients present him with a problem, Blau asks, “Is it a materials problem (wear)? Lubes or filtration? Is it the design of the bearings or seals?” He assesses the constraints limiting the number of feasible solutions. “If you work for a lubricants company, you can’t just go in and redesign the machine,” he says. “If you’re having a brake-wear problem, one option is ‘don’t ever stop,’ but that’s not a viable solution.” A manufacturing plant might need a solution that minimizes down time on the shop floor. A customer’s past experience might cause them to rule out the use of coatings. Often, the best solution to a problem requires customization based on a combination of modeling, testing and past experience, he adds.
FINDING COMMON CONDITIONS
Real-world problems combine effects on all scales and multiple interacting conditions. A common language and agreed-upon definitions are needed to integrate the results of the various testing approaches.
Devlin says, “The engineers can give you the sump temperature, but I [the chemist] need to know the temperature the fluid sees in the contact zone. The engineers can tell us that they rotated the machine at 1,000 rpms, but I need to know the linear speed because that’s what I convert to shear rate. The engineers can tell us they added 1,000 Newtons of load, but I need to know pressure in Newtons per square meter.” He adds, “It goes beyond unit conversion. A sump could be at 40 C, but high friction in a small contact area could raise the temperature in that area by 100 C.”
Friction and tribology depend on the stresses on the surfaces, Dalton says. A cube on a flat surface has a square contact area, but if it’s moving it’s going to tilt. This forms a hydrodynamic wedge, resulting in a non-uniform contact area. Chemists sometimes don’t see that, he notes. On the other hand, engineers might not see that when friction occurs, it raises the temperature, which activates certain chemical processes that either protect the surface or aggravate the situation. “The chemistry and mechanics happen at the same time, and you can’t separate them,” he adds.
WHICH TEST?
Establishing test methods is as important as coming to agreement on vocabulary and conditions. Devlin works in a multidisciplinary environment at Afton, where physical chemists talk to the oil formulators and mechanical engineers. The chemist says, “Tell me the test that will convince you that a [particular] physical chemical property is important for lubricant performance.” Devlin says that proof might come about when a change in an additive increases fuel economy. It also could be the result of performing a tried-and-true testing procedure. If various lab workers are all familiar with the expected results, they can say, “Here’s the test I believe.”
Dalton takes a more customized approach—he designs the testing protocol to fit the problem and the process. How much can you customize a test before you get to a point where you can’t compare it to any other test results?
“You always start with the process; don’t start with the model,” Dalton says. For example, if he sees a paint-blistering problem, he tries to replicate it in the lab. He might put a test coupon through the factory process to see if the problems persist. “Generally an ASTM test isn’t specific enough for what you need; you need to have an intimate knowledge of the process, the type of failure that’s occurring and replicate that,” he says. “You can’t take a standard test method in isolation. You have to tie it to the specific process so you can replicate the mode of failure. You have to take a systems approach; you can’t examine factors in isolation,” he says.
Because of the large number of interacting variables, the closer you can get to an industrial process (e.g., rolling mills or gearboxes), the more complex your model will be, but the closer you get to real conditions, Dalton says. If you’re modeling the process, you have to include hot spots, wrinkling and buckling and failure, he adds (
see Figure 3).
 Figure 3. A deep drawn steel truck bumper shows ‘hot spots’ on the flange due to ironing of wrinkles during forming. These wrinkles will be trimmed during further processing, but the high localized stress and local lubricant starvation mean that the bumper material is likely to adhere to the tool steel draw die, and subsequent bumpers could split when they are obstructed from sliding into the die. (Figure courtesy of Gregory Dalton.)
Figure 3. A deep drawn steel truck bumper shows ‘hot spots’ on the flange due to ironing of wrinkles during forming. These wrinkles will be trimmed during further processing, but the high localized stress and local lubricant starvation mean that the bumper material is likely to adhere to the tool steel draw die, and subsequent bumpers could split when they are obstructed from sliding into the die. (Figure courtesy of Gregory Dalton.)
Blau notes that mature industries take a different approach to testing than do those that have a less-established approach to tribology problems. For example, a tire manufacturer might have 30 dynamometers checking real automotive tires under different conditions. They test full-scale parts in real time to compare specific differences against a basis of well-established properties.
Customized testing is more important as you move away from traditional designs, Blau notes. “I’ve helped to evaluate wear tests for nuclear reactor components,” he says. These tests addressed problems related to high temperatures, pressurized flowing water, vibrations, new materials and radiation effects. Creating a realistic simulation in a laboratory is very challenging, he adds. It requires a combination of disciplines, including computational fluid dynamics, mechanical engineering for structural responses and materials science for materials embrittlement and oxidation. Even then conditions such as radiation might be impractical to simulate in the lab. Often simulating wear, impact or corrosive environments requires a suite of tests rather than just one.
Repeatability of measurements is an issue that is sometimes overlooked, Blau notes. How many tests are enough? Can you predict how many repetitions you will need? ASTM standards are good about documenting precision and bias information from the round-robin testing that goes into developing the standards, he adds. Some tests are more repeatable than others—unlubricated sliding wear tends to have a high variability, so you have to repeat the test more times. “You have to understand the test to understand the results,” Blau says.
In addition to knowing a test method’s repeatability, it’s important to establish the batch-to-batch repeatability of a material or part, he says. He recommends trying a test on a reference material first to get an idea of the repeatability of the test. That way you can begin to distinguish between differences inherent in the test method versus variability in the materials.
MODELING VERSUS TRIAL AND ERROR
Dalton sums up the problem with over-reliance on modeling: “No computer model can accurately predict how hard you have to push your coffee cup to get it to slide across the table and stop on the other side. It depends on hundreds of variables, including what the surface is made of and how humid it is that day, and those conditions are always changing.” He adds, “That’s why curling is such a great sport. The ice conditions continually change.”
Devlin elaborates, “We can model the temperature in a contact zone based on friction, pressure, linear speed and how fast the fluid is moving through the contact zone, but it’s very complicated. You need both the chemist and mechanical engineer to figure things out.”
Blau stresses that for modeling to be accurate, you have to look at a surface closely. Can you replicate the wear features in the lab, he asks? Even if you can’t replicate the load, speed and temperature exactly, can you replicate the damage? If so, you can screen out possible causes and reduce the number of tests you need to run. In situations where trial and error isn’t feasible or efficient, modeling may be a better approach. “Sometimes you can’t just shut a machine down to try out a new material or run a test coupon on production equipment,” he says. “In such cases, a prototyping approach may be more practical (
see Figure 4).”
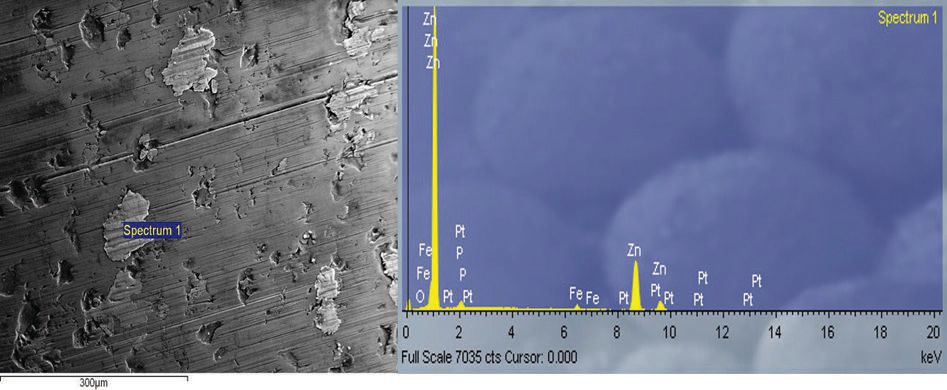 Figure 4. Zinc particles adhere to a drawbead. The right panel shows an elemental analysis of the particle marked Spectrum 1, performed using energy dispersive X-ray analysis in a scanning electron microscope. (Figure courtesy of Gregory Dalton.)
Figure 4. Zinc particles adhere to a drawbead. The right panel shows an elemental analysis of the particle marked Spectrum 1, performed using energy dispersive X-ray analysis in a scanning electron microscope. (Figure courtesy of Gregory Dalton.)
Tribological properties are better established in some industry segments than others, Blau notes. For example, the rolling elements bearings industry is fairly mature. Tribologists know what tests they need to run to screen new materials and lubricants. Because they are further down the learning curve, much less guesswork in testing methodology is involved, Blau says.
Carpick is optimistic about seeing a time when people can specify conditions and predict results for tribology problems. Nanoscale studies can contribute to the rational design of additives, along with the macroscale studies, probes at various scales and tribometry measurements at all scales to rule various possible behaviors in or out. “We can do better than trial and error,” he says. “As tools and methods evolve, we can get more information about the interface in real time, but there’s a lot of work before we get there.” As it stands now, tribologists have to break the problem down and look at whatever they can. “It’s a tough problem,” Carpick says, “that won’t change overnight.”
However, he sees the tribology field on the threshold of a new rational, predictive era driven by better modeling tools that can simulate larger systems and multiple points of contact. “We now have more powerful computers running algorithms that are more efficient, more accurate and better validated, and more phenomena are properly captured,” he says.
In situ observations also have made great strides in the past decade, Carpick adds. Environmental electron microscopy can monitor processes for samples in a controlled atmosphere instead of the high vacuum required for conventional electron microscopy. This lets researchers look at processes under conditions that more closely replicate those in the macroscopic world. X-ray and optical probes and spectroscopic methods can look at engineering-scale interfaces and speeds of contact.
SYSTEMS AND SUPPORT
When all is said and done, a good understanding of a tribological problem requires a collaboration of people coming in from different points of view and using various methods. Computational and laboratory modeling play important roles, but models require a reality check, Devlin says. You need to define the contact zone, the fluid dynamics, heat flow and contact pressures. “It’s incumbent on us to describe what we mean,” he says. A set of well-defined mechanical properties can then translate into the temperatures, pressures and linear speeds that the chemists use to construct their models.
Coming from the other direction, “The chemist can say the shear rate is X, but the mechanical engineer says ‘what does this tell me in terms of linear speed or rotational speed?’” Devlin says. This is not just a one-way conversation, he notes. “We all need to speak the same language. It takes a lot of work to get to that conversation.”
At STLE meetings, Devlin encounters mostly chemists who talk about fluids and additives. Meanwhile, at SAE meetings, he sees mostly engineers who talk about rpms, loads and torques. “We need to get people out of their comfort zone,” he says. “Chemists and engineers should go to each other’s conferences and visit each other’s labs.”
Afton Chemical Corp., where Devlin works, places an emphasis on the multidisciplinary aspect of its project teams. “We’re in the same building,” he says. “We look at each other’s tests, talk to each other and travel to each other’s sites.” Synthetic chemists, rheologists, mechanical engineers and statisticians come together and focus on what the customer needs: engine durability, fuel economy or longer drain intervals for oils.
Afton does basic-applied research. Says Devlin: “We read the literature to understand the state-of-the-art basic research and push it toward development.” This situation isn’t always available in academia where funding limitations might limit the scope of a study and small teams might incorporate a limited number of areas of expertise. Partnerships with industry can be helpful in translating something that works in the chemistry lab into something that works in a specific machine. “Lubrication is on the edges of everyone’s disciplines,” he says. “The exciting research opportunities and solutions to complex lubrication problems are on the edges of multiple disciplines.”
Carpick agrees about the need for collaboration. He works with his academic colleagues, but he also collaborates with industrial researchers. Typically an industrial researcher will identify and define a problem and bring it to the academic lab for help in finding solutions in combination with the industrial researcher’s own expertise. “You need the collaborations and a multidisciplinary team, but you also need to take a multiscale approach,” he says.
Carpick talks to his colleagues in the lubricants industry at conferences and during collaborative projects. Even though he concentrates on the nanoscale mechanisms of lubricant additives, he maintains his focus on the macroscale effects of these mechanisms. He interacts with people who do macroscale tests at universities, companies and national laboratories to address questions at the scale of engines, vehicle gears and greases for vehicle bearings. However, these collaborations take time and effort in the form of regular discussions on the phone or during in-person visits. This requires funding and a supportive institutional environment, he notes.
Blau says that national laboratories can be a good way to cross-pollinate between disciplines. He stressed the benefit of staff members at the national labs visiting their users’ home facilities, as well as the users visiting the national labs. He also advocates for educating suppliers and their customers when selecting tests and standards for acceptability of materials, lubricants and surface treatments.
Sometimes finding funds to do that presents a barrier, Blau says. Funding limitations can force you to pare a problem down—just look at one aspect or gather a small team that doesn’t cover all the needed specializations. He notes, however, that even some corporate in-house engineering teams might not be trained in tribology. When an unusual situation comes up, they have to hire outside consultants or get someone on their team up to speed quickly.
Finding the right expertise is critical, Blau adds. The key is to recognize the tools you have available in house and call in outside help as needed. “STLE is great for helping you identify good people to solve a range of lubricant- and materials-related problems.”
“We have a great opportunity now,” Carpick says. “We have people, tools, expertise and problems to be solved, but we need government and industry to commit the resources for the method development, instrument development and fundamental research. It will pay off, and there are projects where it does pay off. This is a good time to be a tribologist.”
 Nancy McGuire is a free-lance writer based in Silver Spring, Md. You can contact her at nmcguire@wordchemist.com
Nancy McGuire is a free-lance writer based in Silver Spring, Md. You can contact her at nmcguire@wordchemist.com.