The evaluations on the LevitorqTM D4 and LevitorqTM D7 designs were conducted by maintaining a constant user specified temperature close to the interface. The lubricating fluid was directed from the ID to the OD of the bearing at ~ 3.8 lpm (1 GPM). Thrust loads of 2.2kN (500 lbs) and 4.4 kN (1000 lbs) were used for these tests and rotational speed was varied from 500 rpm to 10,000 rpm in increments of 500 rpm. Each load/speed combination was run for 35 minutes to ensure that ‘close to isothermal’ conditions were reached and maintained at the interface. The counter surface used for the tests had an Ra of 0.2 µm and a Rockwell hardness of ~ HRC 20.
RESULTS AND DISCUSSION: Figure 1 plot coefficient of friction (COF) as a function of duty parameter, G (G = hW/P, where h is dynamic viscosity, W is the angular velocity and P is the average pressure on the pad) for LevitorqTM D4 and LevitorqTM D7 designs at thrust forces of 2.2kN (500 lbs) / 4.4 kN (1000 lbs) and temperatures of 180°F / 220°F on a log-log scale.
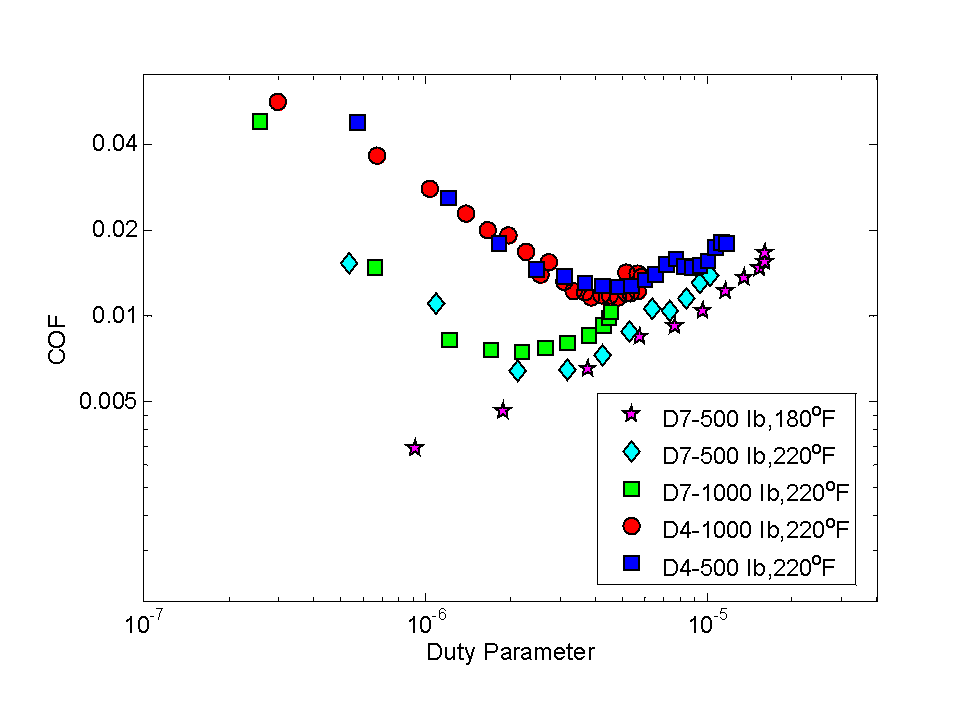
Figure 1 – Friction coefficient vs Duty Parameter for D4 and D7 designs under ‘close to isothermal’ interface temperature conditions
The following conclusions can be deduced from Figure 1:
- Design affects COF: The difference between friction coefficients for the LevitorqTM D4 and the D7 designs can been seen in Figure 1. At 220°F, both designs show a decrease in COF with increasing duty parameter, until it reaches a minimum value after which there is an increase in COF. A noticeable difference for minimum COF and the onset of full film lubrication is evident indicating that design influences friction behavior.
- Temperature influences lubrication regime: The COF for LevitorqTM D7 at 180°F shows a monotonically increasing trend indicating that the bearing operates in the full film lubrication regime at this temperature. This was also evident from the lack of wear marks or polishing on the surface of the bearing after this test (not shown).
- Effect of Load: For both the LevitorqTM D4 and the D7 designs, increasing load from 500 lbs to 1000 lbs (with interface temperature at 220°F) shifts the Stribeck curve to the left. The COF, however is dependent on the Stribeck parameter and does not change significantly from the COF values for the 500 lb Stribeck curves. Additional data needs to be considered and reviewed to better understand this behavior.
REFERENCES: 1. Shooter, Proc. Phys. Soc. (1952), 2. Golchin, J Eng. Tribology.(2013), 3.Nilsson, Friction. (2013), 4. Quadrini, eXPRESS Polymer Letters. (2007), 5. Jackson, Tribology Transactions. (2003), 6. Nunez, International Compressor
Engineering Conference.(2010) , 7. Zhou, Lubricants. (2015), 8. Wodtke, Tribologia. (2016), 9. McCarthy, Lubrication Science. (2009)